


Siemens Sinumerik 840D Gewindeschneidzyklus CYCLE97
Mit dem Sinumerik 840D Gewindeschneidzyklus CYCLE97 können zylindrische und kegelige Außen- und Innengewinde mit konstanter Steigung in Längs- oder Planbearbeitung bearbeitet werden. Der Thread kann einzeln oder mehrfach sein. Bei mehreren Gewindegängen werden die einzelnen Gewindegänge nacheinander bearbeitet.
Die Zuführung erfolgt automatisch. Sie können zwischen konstanter Zustellung pro Schnitt oder konstantem
Schnittquerschnitt wählen.
Rechts- oder Linksgewinde wird durch die Drehrichtung der Spindel bestimmt, die
vor Zyklusstart programmiert werden muss.
In Gewindefahrsätzen wirken weder Vorschub noch Spindeloverride. Der Spindeloverride darf während der Gewindebearbeitung nicht verändert werden.
Sinumerik CYCLE97 Format
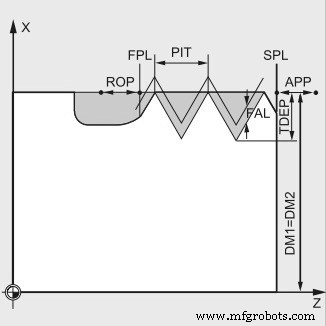
ZYKLUS97 (PIT, MPIT, SPL, FPL, DM1, DM2, APP, ROP, TDEP, FAL, IANG, NSP, NRC, NID, VARI, NUMT, _VRT)
Sinumerik CYCLE97 Parametererklärung
Siemens Sinumerik 840D Gewindeschneidzyklus CYCLE97
PIT (Gewindesteigung)
Gewindesteigung als Wert (ohne Vorzeichen eingeben). Die Gewindesteigung ist ein achsparalleler Wert und wird ohne Vorzeichen angegeben.
MPIT (Gewindesteigung als Gewindegröße)
Gewindesteigung als Gewindegröße. Um metrische zylindrische Gewinde herzustellen, ist es auch möglich, den Gewindeanfang als Gewindegröße über die
anzugebenParameter MPIT (M3 bis M60)
SPL (Gewindestartpunkt längs)
Gewindestartpunkt in der Längsachse
FPL (Thread End Point Longitudinal)
Gewindeendpunkt in der Längsachse
DM1 (Gewindeanfangsdurchmesser)
Gewindedurchmesser am Startpunkt
DM2 (Durchmesser des Gewindeendes)
Gewindedurchmesser am Endpunkt
APP (Einlaufpfad)
Einlaufweg (Eingabe ohne Vorzeichen)
ROP (Auslaufpfad)
Auslaufweg (Eingabe ohne Vorzeichen)
TDEP (Gewindetiefe)
Gewindetiefe (ohne Vorzeichen eingeben)
FAL (Finishing Allowance)
Schlichtaufmaß (Eingabe ohne Vorzeichen). Das Schlichtaufmaß FAL wird nach dem Schruppen in einem Schritt abgetragen.
IANG (Einlaufwinkel)
Zustellwinkel („+“ für Flankenzustellung an der Flanke) („–“ für wechselnde Flankenzustellung)
Wenn Sie im rechten Winkel zuführen möchten zur Schnittrichtung im Gewinde, muss der Wert dieses Parameters auf Null gesetzt werden .
Mit anderen Worten, der Parameter kann auch aus der Parameterliste weggelassen werden, da er in diesem Fall standardmäßig automatisch mit Null geladen wird.
Wenn Sie an den Flanken zuführen möchten , darf der Betrag dieses Parameters maximal die Hälfte des Flankenwinkels betragen des Tools.
NSP (Startpunkt-Offset)
Startpunktverschiebung für den ersten Gewindegang (ohne Vorzeichen einzugeben). Mit diesem Parameter können Sie den Winkelwert programmieren, der den Punkt des ersten Schnitts des ersten Gewindeanfangs am Umfang des Drehteils definiert. Dies ist ein Startpunkt-Offset.
Der Parameter kann Werte zwischen 0,0001 und +359,9999 Grad annehmen.
Wenn kein Startpunktversatz angegeben oder der Parameter aus der Parameterliste weggelassen wird, beginnt der erste Gewindegang automatisch an der Null-Grad-Markierung.
NRC (Anzahl der Schruppschnitte)
Anzahl der Schruppschnitte (ohne Vorzeichen eingeben)
NID (Anzahl der Leerlaufschnitte)
Anzahl der Leerfahrten (Eingabe ohne Vorzeichen)
VARI (Bearbeitungstyp)
Definition der Bearbeitungsart für das Gewinde (1 … 4)
Mit dem Parameter VARI legen Sie fest, ob innen oder außen bearbeitet werden soll .
Mit welcher Technologie die Zustellung beim Schruppen bearbeitet wird.
Der Parameter VARI kann Werte zwischen 1 und 4 annehmen mit folgender Bedeutung:
1 = Externe konstante Zustellung
2 = Interne konstante Zustellung
3 = Externe konstante Schnittfläche
4 = Interner konstanter Schnittquerschnitt
NUMT (Anzahl der Gewindegänge)
Anzahl der Gewindegänge (Eingabe ohne Vorzeichen).
Die Anzahl der Thread-Starts für einen Mehrfach-Thread geben Sie mit dem Parameter NUMT an.
Für ein eingängiges Gewinde , muss dem Parameter Null zugewiesen werden oder kann ganz fallen gelassen werden in der Parameterliste.
Die Gewindegänge werden gleichmäßig über den Umfang des Drehteils verteilt;
die erste Fadenumdrehung wird durch den NSP-Parameter bestimmt.
_VRT (Rückzugsabstand)
Variabler Rückzugsabstand basierend auf Anfangsdurchmesser, inkrementell (Eingabe ohne Vorzeichen).
Wenn _VRT =0 (Parameter nicht programmiert) beträgt der Rückzugsweg 1 mm .
Der Rückzugsweg wird immer nach dem programmierten Maßsystem Zoll oder metrisch gemessen.
CNC-Maschine
- Tipps zur Benennung von Sinumerik 840D-Systemvariablen
- Sinumerik 840D CNC-Programmierung
- Sinumerik 840D Operator Panel Einführung
- G76-Gewindezyklus ein CNC-Programmierbeispiel
- Außengewindeschneiden mit G76-Gewindezyklus auf Fanuc 21i 18i 16i CNC
- Sinumerik 840D CYCLE81 Bohrzentrierzyklusprogrammierung
- Siemens Sinumerik 808D Handbücher
- Sinumerik 802D sl Threading CYCLE97 Beispiel
- Sinumerik 840D Bohrzyklus CYCLE81 CNC-Programmierbeispielcode
- Was ist Siemens Sinumerik RET Command