


Ideale Ender 3 (Pro und V2) PETG-Einstellungen!
Ich beschloss, zu testen, wie gut mein Ender 3 PETG drucken kann, und druckte mehrere 20-mm-Würfel und sogar eine Vase.
In diesem Artikel werde ich meine Ergebnisse mit Ihnen teilen, welche Einstellungen funktionierten und welche nicht und vieles mehr!
Ich werde auch ein paar Bilder der von mir erstellten Modelle beifügen, damit Sie die Druckqualität sehen können, die ich erreicht habe.
Wenn Sie nicht all die Versuche und Irrtümer durchlaufen möchten, die wir unternommen haben, um die idealen Einstellungen für die Erstellung hochwertiger Drucke auf Ihrem Ender 3 zu finden, dann sehen Sie sich auf jeden Fall unsere eigenen speziell zugeschnittenen Cura-Profile an für die Ender 3-Druckerserie (Sie können alle für nur 7 $ bekommen).
Fangen wir ohne weiteres an!
Temperatur drucken
Im Allgemeinen druckt PETG zwischen 220 °C und 250 °C sehr gut. Der Ender 3 verwendet jedoch eine Einrichtung vom Bowden-Typ, die nicht zum Drucken über 240 °C oder 245 °C ausgelegt ist, da sie beschädigt werden könnte, daher würde ich empfehlen, in diesem Bereich von 220 °C bis 240 °C zu bleiben.
In meinen Tests lieferte das Drucken bei 220 °C die insgesamt beste Druckqualität.
Ideale PETG-Drucktemperatur auf dem Ender 3:
- 220 °C–240 °C (wobei 220 °C etwas besser aussehende Ergebnisse liefert)
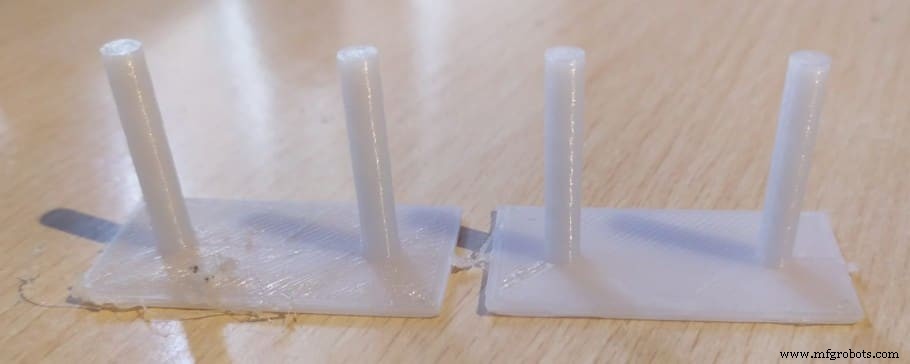
Nachdem ich mehrere verschiedene Drucktemperaturen auf über 20 verschiedenen Drucken ausprobiert hatte, stellte ich fest, dass in meinem Fall 220 °C die besten Ergebnisse lieferten. 230 °C und mehr würden Fäden und Kleckse auf den oberen Schichten oder meinen Modellen erzeugen, tatsächlich können Sie es hier in den Besaitungstests sehen, die ich durchgeführt habe (ich habe über 10 Besaitungstests mit zwei verschiedenen Filamenten gedruckt, bis ich es richtig hinbekommen habe):
Betthaftung
Die Betthaftung ist wahrscheinlich der wichtigste Faktor, der beim Drucken berücksichtigt werden muss, da Ihre erste Schicht richtig auf der Druckoberfläche haften soll, um ein Verziehen zu vermeiden und zu verhindern, dass sich der Druck ablöst.
Faktoren wie Drucktemperatur, Betttemperatur, der von Ihnen verwendete Bauoberflächentyp usw. beeinflussen, wie gut das Modell auf der Oberfläche haftet.
Betttemperatur
PETG muss bei einer ziemlich hohen Temperatur gedruckt werden, was bedeutet, dass Sie das Bett auf eine Temperatur zwischen 60 °C und 70 °C einstellen müssen, um ein Verziehen zu vermeiden (60 °C wird allgemein empfohlen, hatte ich jedoch nicht). tolle Ergebnisse damit).
Nun, hier ist etwas, was Sie vielleicht nicht wussten, aber je höher die Betttemperatur, desto stärker die Haftung. Tatsächlich wurde eine Studie durchgeführt, bei der die Ergebnisse zeigten, dass die Betthaftung am stärksten war, wenn die Glasübergangstemperatur des Kunststoffs nur geringfügig überschritten wurde, was im Fall von PETG 80 ° C beträgt (im Wesentlichen müssen Sie die Betttemperatur auf einstellen etwas über 80°C).
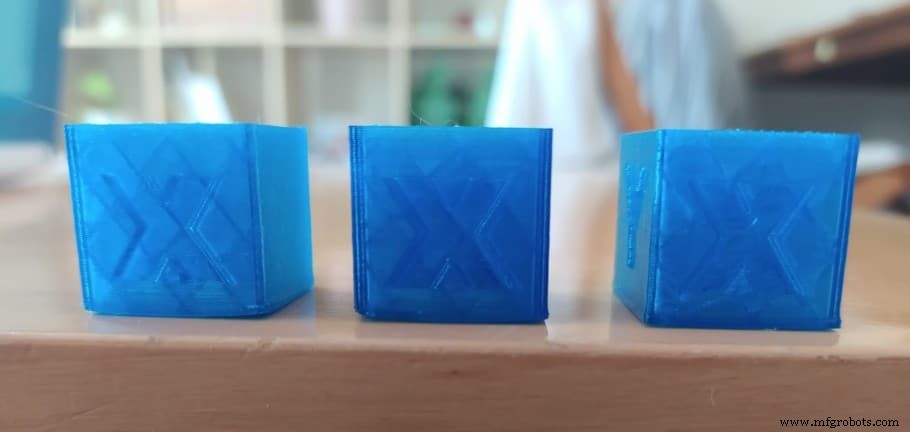
Ich habe ein paar verschiedene 20-mm-Würfel bei 230 °C mit unterschiedlichen Betttemperaturen (60 °C, 70 °C und 85 °C) gedruckt, und die unteren Ecken der ersten beiden Würfel waren verzogen (60 und 70 °C), aber bei 85 °C °C war die Haftung stark genug, so dass das Verziehen nahezu eliminiert wurde.
Beginnen Sie also mit 60 °C, und wenn sich der Druck verzieht, sollten Sie die Betttemperatur auf 70 °C erhöhen. Wenn das nicht funktioniert, versuchen Sie es mit 80 °C oder 85 °C.
Ideale PETG-Betttemperatur für Ender 3:
- Um die stärkste Haftung zu erreichen, stellen Sie das Bett leicht über die Glasübergangstemperatur von PETG (80°C) ein. 85°C scheint die stärkste Haftung zu ergeben.
Baufläche

Meine PETG-Drucktests auf dem Ender 3 wurden mit dem Creality-Glasbett durchgeführt, und obwohl kleine Objekte wie der 20-mm-Würfel unter einer leichten Verformung litten, lösten sie sich nie von der Bauplatte, selbst bei keiner Betttemperatur.
Viele Leute empfehlen die Verwendung von Kaptonband oder blauem Malerband, da beide PETG viel stärker haften lassen.
Die ideale Lösung scheint jedoch die Bauoberfläche zu sein, die sowohl im Ender 3 Pro als auch im V2 enthalten ist, nicht der Ender 3, der die BuilTak oder magnetische Bauoberfläche ist, da sie eine hervorragende Oberfläche bietet, auf der PETG haften kann. und das Entfernen der Drucke ist auch ganz einfach.
Wichtiger Hinweis :Einige Websites sagen, dass PETG so gut an einem Glasbett haften kann, dass das Entfernen dazu führen kann, dass das Glas zerbricht oder sogar einige Glasstücke mitgenommen werden. Ich habe diese Erfahrung überhaupt nicht gemacht, tatsächlich war meine Erfahrung mit PETG, dass die Haftung nicht so stark war wie bei einigen anderen Materialien wie PLA, TPU usw.
Testen Sie es selbst und sehen Sie, was funktioniert. Wenn Sie Schwierigkeiten haben, den Abdruck zu entfernen, lassen Sie das Bett zuerst abkühlen (selbst wenn Sie das Bett in den Kühlschrank kleben, kann es helfen, sich zusammenzuziehen, was das Entfernen des PETG erleichtern sollte).
Drucken mit Schürze, Krempe oder Floß für PETG?
Ich habe einen ganzen Artikel geschrieben, in dem erklärt wird, was ein Rock, eine Krempe und ein Floß sind, und Sie sollten es sich unbedingt ansehen, da sie wirklich dazu beitragen können, die Betthaftung zu verbessern.
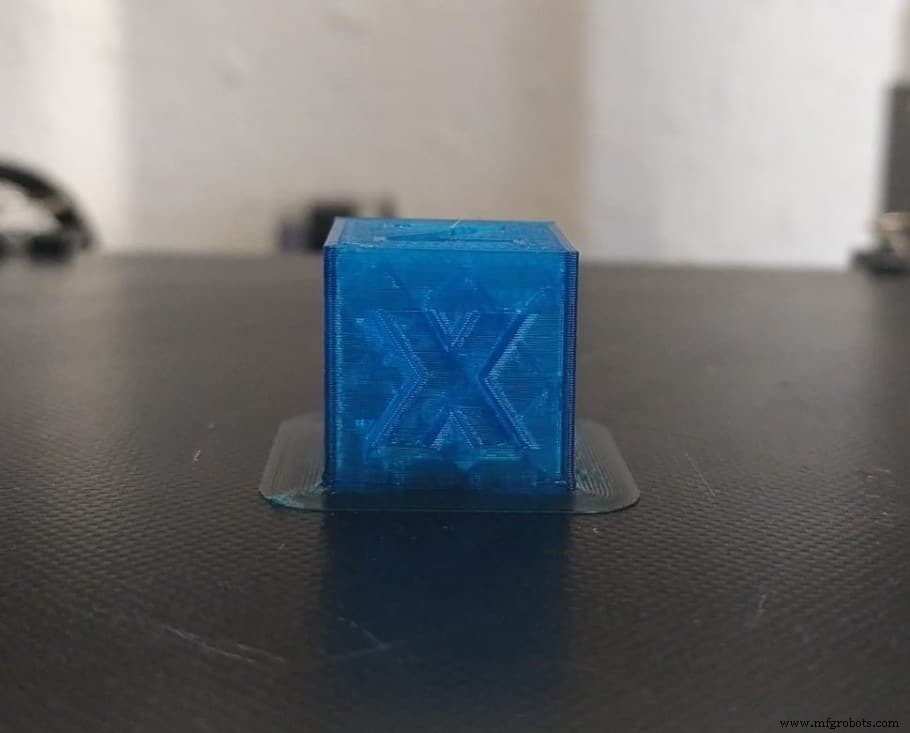
Beim Drucken der verschiedenen Testwürfel verzogen sich alle beim Drucken mit einem Rock, also versuchte ich, einen anderen mit einem Brim bei einer Betttemperatur von 60 °C zu drucken, und er verzog sich nicht nur, sondern löste sich sogar vom Build Platte (Ich habe das mehrmals versucht und bin immer mit dem gleichen Ergebnis gelandet).
Die absolut besten Ergebnisse, die ich erzielt habe, waren das Drucken mit einem Rand und das Einstellen der Betttemperatur auf 85 °C da dadurch der Druck jederzeit am Bett haften blieb, ohne dass er sich auch nur ein wenig verzog.
Ein Floß erhöht die Bodenhaftung noch weiter, aber lesen Sie unbedingt den Artikel, den ich gerade über Flöße, Krempen und Schürzen verlinkt habe, da ein Floß mehr Material verbraucht und Spuren auf dem Modell hinterlässt.
Ich empfehle im Allgemeinen die Verwendung eines Rocks, und wenn Sie eine bessere Haftung benötigen, wählen Sie eine Krempe.
Rückzugseinstellungen
Beim Zurückziehen zieht der Extruder das Filament zurück, um etwas Druck im Inneren des Hotends abzubauen, damit das Filament nicht herausquillt, was wichtig ist, wenn versucht wird, Fadenbildung zu vermeiden. Jetzt ist PETG im geschmolzenen Zustand viel viskoser als andere Filamente und erfordert die Aktivierung der richtigen Rückzugseinstellungen, wenn die Vermeidung von Fadenbildung für Sie Priorität hat.
PETG druckt jedoch sehr ähnlich wie PLA und die Retraktionseinstellungen sind oft gleich oder sehr ähnlich.
Wenn Sie also Cura verwenden, sollten die Standard-Retraktionseinstellungen in den meisten Fällen problemlos funktionieren.
Ideale PETG-Retraktionseinstellungen für den Ender 3:
- Rückzugsabstand:6,5 mm.
- Rückzugsgeschwindigkeit:25 mm/s.
- Maximale Rückzugsanzahl:10.
- Minimaler Extrusionsabstand Fenster:10 mm.
- Kammmodus:EIN und auf „Innerhalb der Füllung“ (keine Besaitung) eingestellt.
Wenn Sie alles über das Zurückziehen auf dem Ender 3 erfahren möchten, lesen Sie diesen Artikel, den wir geschrieben haben!
Druckgeschwindigkeit
PETG muss nicht wirklich langsamer als PLA gedruckt werden, daher sollten die Standard-Cura-Einstellungen für den Ender 3 gut funktionieren (50 mm/s).
Wenn Sie die Qualität des Drucks verbessern möchten, können Sie ihn auf jeden Fall so weit verlangsamen, wie Sie möchten, aber zwischen 30 mm/s und 50 mm/s scheint der optimale Punkt zu sein.
Ideale PETG-Geschwindigkeitseinstellungen für den Ender 3:
- 30 mm/s – 50 mm/s.
Kühlen drucken
Wie ich bereits erwähnt habe, möchten Sie eine gut haftende erste Schicht erzielen, und um dies zu erreichen, sollte der Schichtlüfter ausgeschaltet werden, während die ersten paar Schichten gedruckt werden.
Danach sollte der Lüfter auf 100 % stehen, um die Details zu erhöhen und das Stringing zu reduzieren.
Wenn Details jedoch keine Priorität haben und Stärke wichtiger ist, drucken Sie während der gesamten Druckdauer mit ausgeschaltetem Schichtfächer. Dies gewährleistet eine bessere Verbindung zwischen den Schichten und erhöht die Schichtfestigkeit sowie die Gesamtfestigkeit des Modells.
Ideale PETG-Geschwindigkeitseinstellungen für den Ender 3:
- Im Detail sollte der Schichtfächer bei 100 % liegen, mit Ausnahme der ersten paar Schichten, um eine gute Haftung der ersten Schicht zu gewährleisten.
- Drucken Sie zur Verstärkung das gesamte Modell mit ausgeschaltetem Ebenenlüfter.
Benötigen Sie ein Gehäuse zum Drucken mit PETG?
Ein Gehäuse ist beim Drucken mit PETG nicht erforderlich, da es sich um ein relativ einfaches Material handelt, mit dem man arbeiten kann. Es hilft jedoch definitiv dabei, zu verhindern, dass sich Modelle verziehen oder von der Bauoberfläche lösen, da die Temperatur im Inneren relativ warm und konstant bleibt.
Jetzt hilft das Drucken mit einer Beilage im Allgemeinen, ein paar Probleme zu vermeiden, und obwohl es vielleicht keine Notwendigkeit ist, kann ein beiliegender Drucker Sie vor ein paar fehlgeschlagenen Drucken bewahren.
PETG ist einfach genug zu verarbeiten, verzieht sich aber definitiv mehr als PLA, allerdings nicht so stark wie ABS, und wenn Sie in einem kühleren Klima leben, sollten Sie es vielleicht einschließen, um das Risiko des Verziehens zu verringern.
Ideale Ender 3-Einstellungen zum Drucken mit PETG
Die Einstellungen für das Drucken mit PETG sind denen zum Drucken mit PLA sehr ähnlich, da es sich um so ähnliche Materialien handelt. Es gibt jedoch ein paar wesentliche Unterschiede:
- Drucktemperatur: 220-240°C (Oberschichten sehen bei 220 besser aus).
- Betttemperatur: 85°C für beste Haftung.
- Anfangsschichthöhe: 0,2 mm für beste Haftung der ersten Schicht.
- Rückzugsabstand: 6,5 mm.
- Druckgeschwindigkeit: 30 mm/s – 50 mm/s.
- Lüftergeschwindigkeit: 100 % für Details, aus für Stärke.
Wenn Sie nicht all die Versuche und Irrtümer durchlaufen möchten, die wir unternommen haben, um die idealen Einstellungen für die Erstellung hochwertiger Drucke auf Ihrem Ender 3 zu finden, dann sehen Sie sich auf jeden Fall unsere eigenen speziell zugeschnittenen Cura-Profile an für die Ender 3-Druckerserie (Sie können alle für nur 7 $ bekommen).
Schlussfolgerung
Das Hauptproblem, das ich mit PETG hatte, war die Betthaftung, insbesondere wenn ich versuchte, mit dem Bett bei 60 ° C zu drucken, was im Allgemeinen die empfohlene Temperatur ist, die ich online gesehen habe, da sich die Drucke verziehen oder sogar von der Bauplatte lösen würden. P>
Ich beschloss, die Betttemperatur auf 70 °C zu erhöhen, aber es gab keine wirkliche Änderung.
Da die Glasübergangstemperatur von PETG 80 °C beträgt, entschied ich mich, 85 °C zu versuchen, und das funktionierte wie ein Zauber (siehe die Studie, die ich zuvor verlinkt habe, wo die Schlussfolgerung lautet, dass ein leichtes Überschreiten der Glasübergangstemperatur die Haftung erhöht), sowohl beim Drucken als auch mit - und ohne Rand, aber das kann daran liegen, dass ich ein Glasbett verwende und nicht das BuildTak-Bett, vielleicht können Sie mit dem BuilTak-Bett bequem bei 60 ° C drucken.
Wenn Sie also Probleme mit der Betthaftung mit PETG haben, versuchen Sie, die Betttemperatur zu erhöhen!
Abgesehen davon ist der Ender 3 perfekt in der Lage, PETG ohne Probleme zu drucken, und die Drucke sehen großartig aus, obwohl ich sagen muss, dass PLA auf dieser Maschine besser zu drucken scheint und ein schöneres Finish erzielt, aber die PETG-Drucke sind es noch vollkommen akzeptabel.
Sehen Sie sich unseren Bereich mit empfohlenen Produkten an

Wir haben einen Abschnitt mit empfohlenen Produkten erstellt, der es Ihnen ermöglicht, das Rätselraten zu beseitigen und den Zeitaufwand für die Suche nach Drucker, Filament oder Upgrades zu reduzieren, da wir wissen, dass dies eine sehr entmutigende Aufgabe sein kann und im Allgemeinen zu viel Verwirrung führt .
Wir haben nur eine Handvoll 3D-Drucker ausgewählt, die unserer Meinung nach sowohl für Anfänger als auch für Fortgeschrittene und sogar Experten geeignet sind, um die Entscheidung zu erleichtern, und die Filamente sowie die aufgeführten Upgrades wurden alle von uns getestet und sorgfältig ausgewählt , damit Sie wissen, dass die von Ihnen gewählte Methode wie beabsichtigt funktioniert.
3d Drucken
- FDM-3D-Druck:Vergleich von ASA-, PETG- und PC-Filamenten
- Raspberry Pi Temperatur- und Lichtsensor
- So ersetzen Sie die Düse bei einem Ender 3 (Pro &V2)!
- Ende 3 Z-Offset; So passen Sie es an!
- Ender 3 X-Achse durchhängend; Wie zu lösen!
- Ist PLA hitzebeständig? ABS, ASA, PETG und mehr!
- Ender 3 Pro im Test:Lohnt es sich, es 2022 zu kaufen?
- Ender 3 Bed Nivellierungsprobleme; Wie man sie repariert!
- Ende 3:Wie man das Bett nivelliert und nivelliert hält!
- Ender 3 (Pro &V2)-Upgrades; Druckbar und zum Kauf!