Warping im 3D-Druck – So beheben Sie es!
Wenn wir anfangen, in 3D zu drucken, insbesondere wenn wir einen fertig montierten Drucker kaufen, können die ersten Teile problemlos gedruckt werden, was uns das Gefühl gibt, unsere Maschine zu beherrschen. Im Allgemeinen beginnen wir unsere Erfahrung mit kleinen Objekten, die keine großen Unannehmlichkeiten verursachen. Allerdings werden wir früher oder später den Horizont erweitern wollen und da fangen die Probleme an. Einer der häufigsten Fehler ist das Verziehen, das sich durch Anheben des Druckobjekts an einer oder mehreren Ecken zeigt, was in einigen Fällen dazu führt, dass es sich vollständig vom heißen Bett löst und der gesamte Auftrag ruiniert wird.
Die Ursachen sind vielfältig und hängen in vielen Fällen von der Kalibrierung unseres Druckers, dem Material aus dem das Filament besteht und der Geometrie des zu bedruckenden Objekts ab. Die Feineinstellung aller Variablen wird es uns ermöglichen, dieses Hindernis zu überwinden und qualitativ hochwertige Stücke zu erzielen.
Wie vermeiden wir Warping?
Erstens, die Ursachen identifizieren. Dann Anwendung der jeweils besten Lösung. Als Hauptregel ist die korrekte Kalibrierung des beheizten Bettes unerlässlich, daher werden wir darauf hinweisen, bevor wir fortfahren.
Warum tritt Warping auf?

Wölbung tritt aufgrund von Größenschwankungen auf, die bei allen Materialien als Funktion der Temperatur auftreten . Beim Erhitzen vergrößert das Filament sein Volumen, dh es dehnt sich aus und nimmt mehr Platz ein. Beim Abkühlen kehrt sich dieser Vorgang um und der Kunststoff schrumpft. Bei langen Objekten, bei denen in einer Richtung mehr Filament als in seiner Senkrechten vorhanden ist, ist die Kontraktion nicht gleichmäßig. Das Ungleichgewicht im Schrumpfprozess führt dazu, dass ein Teil des Stücks mehr "zieht" als der Rest, wodurch sich die Ecken nach oben krümmen, wenn keine gute Haftung auf dem Heizbett besteht.
An dieser Stelle muss klargestellt werden, dass die Nivellierung des Bettes entscheidend ist, um ein Verziehen zu vermeiden . Wenn es nicht kalibriert ist, gibt es Sektoren des Objekts mit wenig oder keiner Haftung, und genau dort beginnt das Teil, sich abzuheben.
Darüber hinaus muss überprüft werden, dass das Bett nicht verformt ist, da es sich in bestimmten Fällen verzieht, wodurch es unmöglich wird, es richtig zu nivellieren.
Andererseits beeinflusst auch das Material, das wir zum Drucken verwenden, das Verziehen. Einige Filamente dehnen und kontrahieren viel stärker als andere und neigen dazu, diese unerwünschte Verformung zu erzeugen. PLA ist eines der Materialien, das weniger Verzug erzeugt, daher ist es praktisch, dieses Problem mit diesem Filament vollständig zu beseitigen, da es völlig unmöglich sein wird, ABS oder anspruchsvollere Filamente zu verwenden, wenn wir mit PLA versagen.
Ein weiteres zu berücksichtigendes Element ist die Geometrie des zu druckenden Teils. Spitze Winkel neigen sehr zum Verziehen, da sie große Zugkräfte auf einen sehr kleinen Punkt konzentrieren. Es gibt Möglichkeiten, den Einfluss des Verziehens auf diese „scharfen“ Ecken durch Optionen in der Laminiersoftware oder durch die Verwendung von 3D-Bearbeitungsprogrammen zu reduzieren. Ziel ist es, die Kontaktfläche mit dem heißen Bett zu vergrößern, um die punktuellen Kräfte besser zu verteilen.
Schließlich haben beim Drucken auch äußere Faktoren Einfluss:Ein kalter Luftstrom kann zu Verwerfungen führen, obwohl wir die besten Druckparameter ermittelt und unsere Maschine detailliert kalibriert haben. Der Schutz des Druckers vor diesen Faktoren ist der Schlüssel zur Vermeidung von Problemen.
Leitfaden zur Vermeidung von Warping beim 3D-Druck
Indem Sie diese Reihe von Schritten befolgen, ist es vollständig möglich, ein Verziehen zu vermeiden. Einige von ihnen verlassen sich auf mechanische Probleme wie Bettkalibrierung und -reinigung, andere auf Lösungen aus dem Laminatorprogramm. Es ist wichtig, sie alle zu überprüfen, um eine ordnungsgemäße Einhaltung sicherzustellen.
1. Verwenden Sie ein 3D-Druckergehäuse
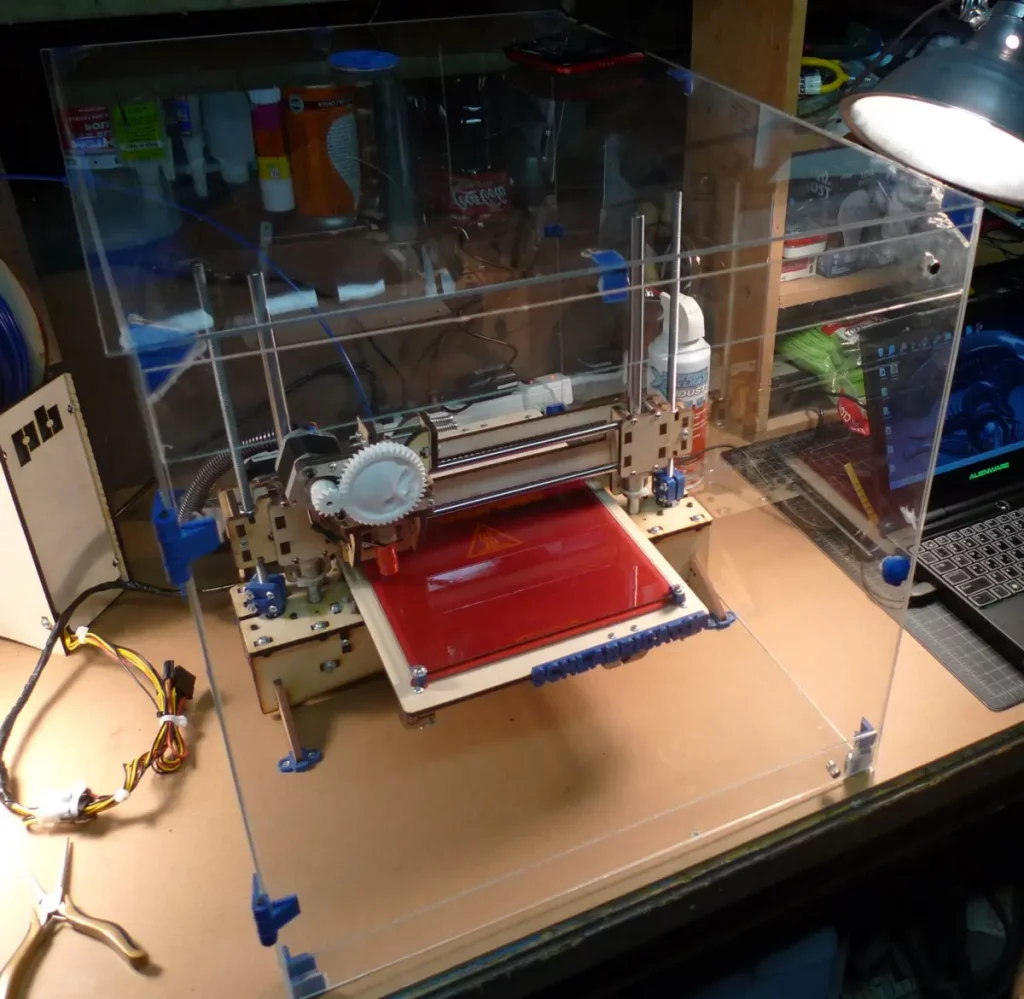
Während einige Drucker bereits mit einer Abdeckung ausgestattet sind, handelt es sich bei der überwiegenden Mehrheit um offene Drucker. Die Funktion dieser Gehäuse besteht darin, den Temperaturfluss um das Bauteil herum während des Druckvorgangs möglichst stabil zu halten. Ein plötzlicher Temperaturschock erzeugt plötzliche Kontraktionen des Filaments, die die Formänderung nicht kompensieren und zu Verwerfungen oder örtlicher Delaminierung führen.
Die Abdeckung muss nicht unbedingt professionell sein, manchmal nur ein paar große Kartonstücke, die um den Drucker herum angeordnet sind, um eingehende Zugluft zu stoppen. Es gibt Anleitungen, wie man mit gängigen, preiswerten Artikeln zu Hause ein Deck herstellt, oder man kann sie für etwas mehr Geld zusammengebaut kaufen.
Es versteht sich von selbst, dass in Umgebungen, in denen 3D-Drucker betrieben werden, von der Verwendung von Lüftern oder Klimaanlagen abgeraten wird, da diese große Ströme zu kalter Luft führen, denen nur schwer entgegengewirkt werden kann.
2. Richten Sie das Bett gut aus

Die Bettnivellierung ist der wichtigste Schritt, daher sollte sie gründlich und methodisch durchgeführt werden, wenn in der ersten gedruckten Schicht ein Dickenunterschied erkennbar ist. In der folgenden Abbildung sehen Sie, wie ein schlecht nivelliertes Bett aussieht:
Auf der linken Seite ist die Druckerdüse vom Bett entfernt, sodass der Filamentfaden lose herauskommt, ohne zu kleben. Es ist zu erwarten, dass das Teil in diesem Bereich versagen wird, da es nichts gibt, um das Objekt an Ort und Stelle zu halten.
Im rechten Bereich ist das Bett zu hoch, wodurch die Düse flach auf der Basis aufliegt. Das Filament kann nicht oder nur sehr erzwungen aus der Hotend-Düse austreten. Wenn mit der zweiten Schicht begonnen wird, schleicht sich der Fehler ein und die Inkonsistenz der Basis führt zu mangelnder Haftung.
In der mittleren Zone ist die Schicht gleichmäßig und homogen. Das Filament legt sich richtig an das Bett an, gibt dem Objekt eine feste Basis und fördert die Haftung.
Wie oft sollte das Bett nivelliert werden?
Es gibt keine vorgeschriebene Häufigkeit, in der wir diese Kalibrierung durchführen müssen, aber es ist praktisch, sie häufig durchzuführen, um die unangenehme Überraschung des Verziehens mitten in einem mehrstündigen Druck zu vermeiden.
Eine Empfehlung ist, die Bettkalibrierung nach 10 Drucken oder mindestens einmal pro Woche zu überprüfen, indem Sie einen Kalibrierungstest wie den folgenden durchführen:

das eine dünne Materialschicht in verschiedenen Bereichen der Bauplattform druckt. So kann überprüft werden, welche Seite oder Ecke des Bettes höher ist als der Rest.
Nivellieren Sie mit Papier- oder Dickenmessgeräten
Eine der schnellsten (und effektivsten) Möglichkeiten, Ihr Bett zu nivellieren, ist die Verwendung eines Blattes Papier. Die Dicke einer Folie, die wir im Büro verwenden, ist ideal, um einen korrekten Filamentfluss zu ermöglichen.
Die Technik besteht darin, das Hotend in die 0-Position der Z-Achse zu bringen, die Motoren auszuschalten und die Mitte und die 4 Ecken des Betts zu durchqueren, während die Nivellierschrauben an jedem Punkt eingestellt werden. Dabei müssen wir darauf achten, dass der Papierbogen mit etwas Reibung zwischen Düse und Bett gleitet. Es kann anfangs schwierig sein, an allen Stellen den gleichen Reibungsgrad zu erreichen, aber durch 2- oder 3-maliges Wiederholen des Vorgangs wird das Bett nahezu perfekt kalibriert.
Ein sehr wichtiges Detail, das Sie beachten sollten:Um dieses Verfahren durchzuführen, ist es notwendig, dass sowohl das Bett als auch das Hotend die Temperatur haben, die während des Druckens verwendet wird , denn wie wir gesehen haben, ändern Materialien ihre Größe, wenn sie heiß sind.
Die Verwendung einer Fühlerlehre kann hilfreich sein, wenn Sie eine zu Hause haben, aber die Verwendung eines Blattes Papier reicht aus, um eine korrekte Kalibrierung zu erhalten.
Erwägen Sie einen automatischen Nivellierungssensor
Automatische Nivelliersysteme verwenden verschiedene Arten von Sensoren, um zu erkennen, wie weit das Hotend vom Bett entfernt ist. Wenn wir einen Druckauftrag starten, können wir dem G-Code eine Zeile hinzufügen, um eine automatische Nivellierung durchzuführen, bevor wir mit dem Drucken beginnen. Dieser Prozess misst an verschiedenen Punkten den Abstand zum Bett und erstellt eine „Karte“, die dann verwendet wird, um Höhenunterschiede auszugleichen und eine gute erste Schicht zu gewährleisten.
Manchmal ist die Verwendung dieser Systeme die einzige Möglichkeit, korrekt zu drucken, da einige Druckbasen dazu neigen, sich zu verziehen und die Nivellierungsaufgabe unmöglich zu machen.
3. Reinigen Sie das Bett nach jedem Gebrauch
Angesammelte Reste von Schmutz, Fäden oder Substanzen, die zur Verbesserung der Haftung der ersten Schicht verwendet werden, können sich in Bereichen des Bettes ansammeln und verhindern, dass Gegenstände fest haften. Um dies zu vermeiden, ist es wichtig, das Bett immer sauber zu halten , Verwendung von Alkohol oder Substanzen, die die Arbeitsfläche nicht beschädigen.
4. Betttemperatur erhöhen
In dieser Studie wurde mit den Temperaturen des Heißbetts experimentiert, um festzustellen, welche die optimale ist, um die beste Haftung zu erreichen. Die Schlussfolgerung besagt, dass die beste Temperatur diejenige ist, die die Übergangstemperatur des verwendeten Filaments leicht übersteigt . Im Fall von PLA beispielsweise beträgt seine Übergangstemperatur 60 °C. Gemäß diesem Vorschlag müssen wir in unserer Software eine Temperatur zwischen 60 und 65 ºC festlegen.
Ideale Temperatur für die gängigsten Filamente:
- PLA :60 °C
- PETG :80°C
- ABS :105°C
- TPU :Aufgrund seiner Zusammensetzung wird empfohlen, den Druckgrund nicht zu erhitzen, da dieses Filament selbst eine ausreichende Haftung erzeugt.
5. Verwenden Sie Kleber oder Haarspray
Es gibt mehrere „Hausmittel“, die oft empfohlen werden, wie zum Beispiel die Verwendung eines Klebestifts, Haarsprays oder sogar Zuckerwasser. Der Zweck besteht darin, eine Substanz zu schaffen, die die Haftung auf der Druckbasis verbessert.
Was ist besser?
In Bezug auf die Haftung liefert das Fixierspray auf Glas- oder Spiegelträgern in der Regel sehr gute Ergebnisse. Das Problem bei ihnen ist, dass ihre Aerosol-Präsentation das Fixiermittel in unerwünschte Bereiche wie Lüfter oder Elektronik verteilt, wo es schwierig zu reinigen ist.
Eine viel sauberere und praktischere Alternative ist ein Klebestift. Trifft rechtzeitig zu und ist leicht zu reinigen. Sein Nachteil ist sein Preis und die Notwendigkeit, das Bett öfter zu reinigen.
6. Deaktivieren Sie die Abklingzeit für frühe Ebenen
Der Schichtkühler oder Schichtlüfter , kann es in den ersten Schichten zu einem zu plötzlichen Temperaturschock kommen, wodurch die Verbindung mit der Basis schwach wird und sich schließlich mitten im Druck löst.
Die meisten Laminierprogramme haben die Option, den Kühler für ein paar Schichten zu deaktivieren oder ihn sogar allmählich einzustellen, wenn Sie höher drucken.
7. Verwenden Sie eine Krempe oder ein Floß
Beide Optionen sind sehr effektiv, da sie die Kontaktfläche mit dem Heizbett vergrößern. Je mehr Linien der Rock hat, desto besser wirkt er, solange zwischen ihm und dem Objekt kein Zwischenraum verbleibt.
Das Floß seinerseits empfiehlt sich besonders für den Druck kleiner Objekte, die in ihrer ersten Schicht eine zu kleine Fläche haben.
8. Verwenden Sie Papierklebeband
Malerkreppband, insbesondere das blaue, hat eine Rauheit, die sich besonders gut zum Halten von Teilen beim Drucken eignet. Darüber hinaus wird es nicht von der Temperatur beeinflusst und ist für mehrere Drucke wiederverwendbar. Als Nachteil kann es sich beim Entfernen der Teile lösen oder brechen, was es notwendig macht, es zu entfernen und ein neues Band anzubringen, ein etwas umständlicher Vorgang.
Was ist die beste Lösung?
Sobald das Bett richtig nivelliert ist, gehört das Verziehen durch die Kombination von 3 Elementen der Vergangenheit an:
- Verwendung eines beheizten Bettes mit einer Temperatur etwas oberhalb der Übergangstemperatur des verwendeten Materials.
- Aufbringen von Haftspray oder Klebestift.
- Platzierung einer Abdeckung, um die Temperatur während des gesamten Druckvorgangs stabil zu halten.
Als persönliche Empfehlung, obwohl viele Drucker normalerweise einen flexiblen Magnetfuß haben, der auf dem beheizten Bett platziert wird, ist Glas eines der besten Materialien, das als Basis verwendet werden kann . Seine enorme Ebenheit ist garantiert und durch seine Härte verformt es sich nicht im Gebrauch. Außerdem ist es leicht zu reinigen und kostengünstig auszutauschen. Besonders gut verträgt es sich mit dem Haarfixierspray.
Wenn Sie erwägen, eine dieser Spezialbasen zu ersetzen, die sich verschlechtert hat, empfehle ich, das Glas zumindest eine Weile auszuprobieren.
Zusätzliches Problem:Trennung der Schichten
Ein weiteres Problem, das bei der Verwendung von Materialien mit einer hohen Expansions-Kontraktions-Amplitude auftreten kann, ist die Schichttrennung. Dies geschieht, wenn die Haftung auf dem Untergrund gut ist, aber die thermischen Stabilitätsbedingungen nicht ausreichend sind. Das Filament zieht sich ungleichmäßig zusammen und einige Schichten "ziehen" stärker als andere, was dazu führt, dass sie sich schließlich voneinander trennen.
So lösen Sie die Ebenentrennung:
- Verwenden Sie ein Cover :Indem die Temperatur um das Objekt herum konstant gehalten wird, ist der Wärmegradient kleiner und die Schichten kühlen gleichmäßig ab, wobei sie sich gleichzeitig und auf die gleiche Weise zusammenziehen.
- Zeilenhöhe reduzieren :Wenn die Schichten zu hoch sind, legt sich das neu extrudierte Filament nicht richtig gegen die letzte Schicht. Die Verringerung der Schichthöhe kann helfen, die Haftung zwischen den Schichten zu erhöhen.
- Heizen Sie den Drucker vor :Das Gehäuse innerhalb der Abdeckung muss vor Beginn der Arbeit eine stabile Temperatur haben, daher wird empfohlen, die Temperatur des Betts auf die Temperatur zu erhöhen, die während des Druckens verwendet wird, und mindestens 10 Minuten zu warten.
- Öffnen Sie die Druckertür erst, wenn das Teil vollständig abgekühlt ist: Schnelles Abkühlen kann auch nach Abschluss des Druckvorgangs zu Schichtablösungen führen.
Schlussfolgerung
Warping ist ein sehr häufiges Druckproblem bei Anfängern und erfahrenen Benutzern, insbesondere bei der Verwendung von Filamenten, die beim Abkühlen dazu neigen, stark zu schrumpfen. Es besteht darin, die Teile in irgendeiner Ecke zu biegen und anzuheben, und normalerweise ruinieren sie die ganze Arbeit. Dies kann vermieden werden, indem eine Methode befolgt wird, die mit der korrekten Nivellierung des Druckbetts beginnt und mit der Sicherstellung der festen Haftung des Objekts und der Unterlage während des gesamten Druckvorgangs endet. Die Verwendung einer Abdeckung und das Auftragen einer Art Klebstoff minimieren das Risiko des Verziehens.
3d Drucken


- Wie Startups aus ihren Designs Produkte machen. Schnell.
- Welche Filamente haften gut aneinander?
- Der Onyx One in NYC:Markforged im WIRED Store
- Home-Position eines 3D-Druckers neu kalibrieren:Schritt für Schritt!
- Ist PLA biologisch abbaubar? Können Sie PLA kompostieren?
- FDM-3D-Druck:Vergleich von ASA-, PETG- und PC-Filamenten