


3D-Druckbegriffe – Das ultimative Glossar
Es gibt eine endlose Menge an Begriffen zum Thema 3D-Druck. Während einige Begriffe sehr gebräuchlich sind und oft verwendet werden, sind andere nicht so, dass man sich beim Lesen leicht in der Terminologie verlieren kann. Aus diesem Grund habe ich mich entschlossen, das ultimative Glossar zu allen 3D-Begriffen zu erstellen.
In diesem Artikel gebe ich Ihnen einen kurzen Einblick in alle 3D-Druckbegriffe.
Filamenttypen

ASA
Acrylnitril-Styrol-Acrylat (ASA) ist ein Filamenttyp, der ursprünglich als Alternative zu ABS mit besseren Witterungsbeständigkeitsbedingungen und weniger Verzug entwickelt wurde. ASA ist UV-beständig und hat hervorragende mechanische Eigenschaften, da es steif und schlagfest ist. Aufgrund dieser Eigenschaften wird ASA hauptsächlich für Außenanwendungen verwendet. Das Drucken mit ASA sollte in gut belüfteten Bereichen erfolgen, da giftige Dämpfe entstehen.
ABS
Acrylnitril-Butadien-Styrol (ABS) ist eines der ältesten und beliebtesten 3D-Druck-Filamente. Es ist ein kostengünstiges Filament mit hoher Temperaturbeständigkeit und guter Haltbarkeit. Um richtig mit ABS zu drucken, benötigen Sie ein beheiztes Druckbett oder eine beheizte Kammer, da dieses Filament ohne ausreichende Wärme zu starkem Verziehen neigt. In gut belüfteten Bereichen verwenden, um die während des Schmelzprozesses entstehenden Dämpfe zu vermeiden (verwandter Artikel).
PETG
Polyethylenterephthalatglykol (PETG) ist ein halbstarres 3D-Druckfilament. Mit PETG bedruckte Objekte haben eine glänzende und glatte Oberfläche. PETG ist für seine Haltbarkeit und Benutzerfreundlichkeit bekannt und liegt in der Mitte zwischen PLA und ABS (den am häufigsten verwendeten Filamenten), da es flexibler und haltbarer als PLA und einfacher zu verwenden ist als ABS. PETG ist hygroskopisch, also bewahren Sie es an einem trockenen, kühlen Ort auf (verwandter Artikel).
PLA
Polymilchsäure (PLA) ist das am häufigsten verwendete Filament im 3D-Druck. Das Drucken mit PLA ist einfach, da es bei niedrigen Temperaturen schmilzt und nur minimale Verformungsprobleme aufweist, was es ideal für Anfänger macht. Vermeiden Sie PLA für Außenanwendungen, da es eine geringe Hitzebeständigkeit hat und sich verformen kann, wenn es Sonnenlicht ausgesetzt wird (verwandter Artikel).
Nylon
Nylon ist eine starke, langlebige und flexible Art von Filament. Einige Drucker benötigen ein Upgrade, bevor sie mit Nylon drucken können, da hohe Drucktemperaturen und ein beheiztes Bett erforderlich sind, um erfolgreich ohne Verziehen zu drucken. Nylon sollte in luftdichten Beuteln aufbewahrt werden, um Feuchtigkeitsaufnahme zu verhindern; Wenn Sie dies nicht tun, kann Feuchtigkeit im Filament zu Fehlern im Druck führen.
HÜFTEN
High Impact Polystyrol (HIPS) wird meist als auflösbare Stützstruktur in Verbindung mit ABS in Dual-Extrusionsdruckern verwendet. HIPS löst sich in Limonen auf und nur das ABS bleibt ohne Stützspuren. ABS ist das einzige Filament, das durch das Limonen nicht beschädigt wird. HIPS kann auch als Solo-Filament verwendet werden, es ist leichter und stärker als PLA und erzeugt weniger Verzug als ABS.
PVA
Polyvinylalkohol (PVA) ist ein Filament, das als Trägermaterial für komplexe Drucke in Dual-Extrusions-3D-Druckern verwendet wird. Es löst sich in warmem Wasser auf, sodass es mit vielen Filamenten kombiniert werden kann, im Gegensatz zu HIPS, die nur ABS unterstützen können. PVA ist sehr feuchtigkeitsempfindlich, daher sollte es in luftdichten Behältern gelagert werden, um die Spule langfristig verwendbar zu halten.
Flexibel (TPE, TPU, TPC)
Flexible Filamente (TPE, TPU, TPC) haben gummiähnliche Eigenschaften, d. h. sie sind sehr elastisch und können sich leicht biegen und dehnen, ohne zu brechen. Diese Filamente sind weich und langlebig, da sie eine hohe Schlagfestigkeit aufweisen. Bowden-Extruder haben möglicherweise Schwierigkeiten, flexibles Filament zu drucken, da es am PTFE-Schlauch haften bleiben und es beschädigen kann (lesen Sie unseren Artikel).
Kohlefaser
Kohlefaser wird verwendet, um andere Filamente zu verstärken, um die Materialeigenschaften zu verbessern. Mit Kohlenstofffasern infundierte Filamente weisen eine erhöhte Festigkeit und Steifheit auf. Das Ergebnis ist ein starkes und leichtes Material, das sich perfekt für strukturelle Anwendungen eignet. Diese Fasern sind sehr abrasiv und werden Messingdüsen schnell beschädigen, erwägen Sie daher die Verwendung einer Düse aus hartem Material für diese Filamente.
Polypropylen
Polypropylen (PP) ist ein zähes und haltbares Filament. Es hat eine starke Hitzebeständigkeit und erzeugt glatte Oberflächen. Das Problem bei Polypropylen ist, dass es bekanntermaßen schwierig damit zu bedrucken ist, da es zu starkem Verziehen neigt und obendrein eine schlechte Schichthaftung aufweist.
Polycarbonat
Polycarbonat (PC) ist eines der stärksten 3D-Filamente; Dieses Filament ist sehr stark, langlebig und dennoch flexibel. PC hat auch eine sehr gute Hitze- und Schlagfestigkeit, was es zu einer soliden Option für raue Umgebungen macht. Die meisten Verbraucherdrucker müssen das Hot-End aufrüsten, um mit PC zu drucken, da sehr hohe Drucktemperaturen erforderlich sind. PC-Filament ist hygroskopisch, aus diesem Grund muss es in trockenen Räumen aufbewahrt werden, um die Unversehrtheit der Spule zu bewahren.
Leitfähiges Filament
Leitfähiges Filament ist in der Lage, Elektrizität zu leiten. Diese Art von Filament wird für Niederspannungsschaltungen verwendet. In den meisten Fällen ist PLA oder ABS das Basismaterial für leitfähige Filamente, aber sie sind nicht die einzigen. Je nach Hersteller weisen diese Filamente unterschiedliche Widerstandswerte auf.
Magnetisches Filament
Magnetische Filamente sind Filamente auf PLA- oder ABS-Basis, die mit Eisenpulver versetzt wurden. Das Ergebnis ist ein Filament, das sich wie Metall verhält und von Magnetfeldern angezogen wird. Es ist ein abrasives Filament und es sollte eine Düse aus gehärtetem Stahl verwendet werden (lesen Sie unseren Artikel zu diesem Thema).
Holzfilament
Holzfilamente sind typischerweise Filamente auf PLA-Basis in Kombination mit Holzfasern, die wie Holz aussehen und sich anfühlen. Dieses Verbundfilament ist weniger flexibel und schwächer als die normale PLA-Version. Außerdem können Düsen durch das Drucken dieses Materials leiden und beschädigt werden (lesen Sie unseren Artikel zu diesem Thema).
Materialbezogene Begriffe
Glasübergangstemperatur (Tg)
Die Glasübergangstemperatur (Tg) ist die Temperatur, bei der ein Material von einem harten festen Zustand in einen weichen, klebrigen Zustand übergeht. Materialien mit niedriger Tg wie PLA sind einfacher zu handhaben, da sie keine hohen Verarbeitungstemperaturen erfordern. Ebenso können Materialien mit hoher Tg rauen Bedingungen standhalten, da sie schwerer zu verformen sind (vollständiger Artikel). Sie wird in C° oder F° gemessen.
Zugfestigkeit
Die Zugfestigkeit gibt an, wie viel Belastung ein Material aushalten kann, bevor es bricht. Wenn Sie Teile für Festigkeits- und Ausdauerzwecke drucken, verwenden Sie Filamente mit hoher Zugfestigkeit wie Polycarbonat (sofern Ihr Drucker dies zulässt). Sie wird normalerweise in Pascal gemessen.
Leitfähigkeit
Leitfähigkeit bezieht sich auf die Eigenschaft oder Fähigkeit eines Materials, Wärme oder Elektrizität zu leiten oder zu übertragen. Es wird normalerweise in Siemens pro Meter gemessen.
Elastizität
Elastizität ist die Fähigkeit eines physischen Objekts, sich zu verformen, wenn genügend Kraft auf es ausgeübt wird, und dann zu seiner ursprünglichen Größe und Form zurückzukehren, wenn diese Kraft entfernt wird.
Ermüdungsfestigkeit
Die Ermüdungsfestigkeit gibt an, wie viel Belastung ein Material für eine bestimmte Anzahl von Zyklen aushalten kann, ohne zu brechen. Sie wird als Anzahl der Zug-Druck-Zyklen gemessen.
Viskosität
Die Viskosität bezieht sich auf den Widerstand einer Flüssigkeit gegen Formänderung, mit anderen Worten, sie misst den Widerstand einer Flüssigkeit gegen Fließen. Beispielsweise hat Wasser eine geringere Viskosität als Honig. Sie wird normalerweise in Centipoise (cP) ausgedrückt, was 1 mPa pro Sekunde entspricht.
Hygroskopizität
Ein hygroskopisches Material absorbiert Feuchtigkeit aus der Umgebung. Wenn diese Materialien die Wassermoleküle absorbieren, können sie sich physikalisch verändern und ihre Eigenschaften verändern. Es kann gemessen werden, indem das Volumen eines Objekts in trockenem und befeuchtetem Zustand verglichen wird.
3D-Druckerteile
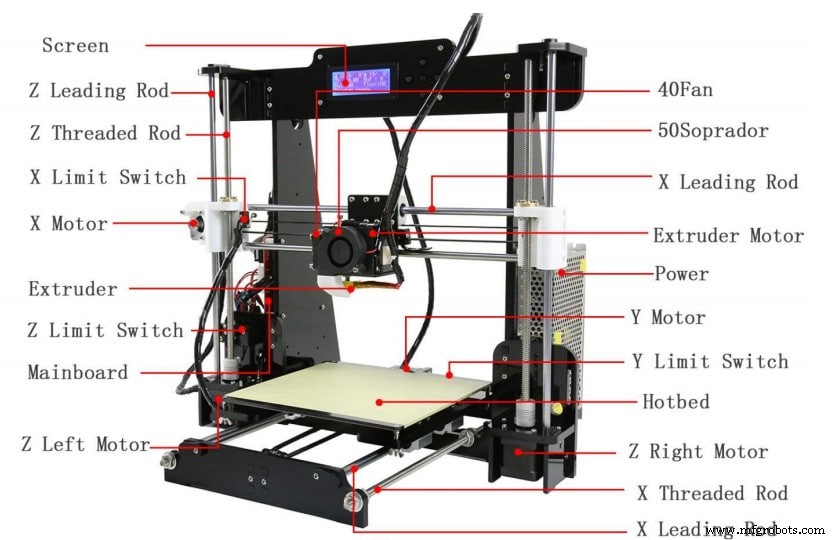
Steuerplatine
Die Steuerplatine ist das „Gehirn“ Ihres 3D-Druckers. Es übernimmt alle elektronischen Funktionen und Anforderungen eines 3D-Druckers. Diese Leiterplatten (PCB) empfangen den G-Code vom Slicer und übersetzen ihn in Befehle für die Motoren und Heizkomponenten des 3D-Druckers.
Extruder
Der Extruder ist der Teil eines 3D-Druckers, der das Bewegen und Verarbeiten des Filaments übernimmt, um es in aufeinanderfolgenden Schichten abzulegen, um das 3D-Objekt zu bilden. Der Extruder besteht aus 2 Elementen, dem kalten Ende und dem heißen Ende.
Kaltes Ende
Das kalte Ende ist der Teil des 3D-Druckers, wo das Filament zugeführt wird. Dort greifen die Antriebszahnräder das Filament und schieben es in das heiße Ende. Bei Extrudern mit Direktantrieb befindet sich das kalte Ende direkt über dem heißen Ende. Während bei Bowden-Setups die Antriebszahnräder normalerweise am Rahmen des Druckers montiert sind.
Hot-End
Das heiße Ende ist der Teil des 3D-Druckers, in dem das Filament geschmolzen und dann in aufeinanderfolgenden Schichten auf dem Druckbett abgelegt wird. Das Filament wird durch ein nicht wärmeleitendes Rohr in den Heizblock geschoben, wo es geschmolzen und dann aus der Düse herausgedrückt wird.
Düse
Die Düse wird in den Heizblock geschraubt und ist der letzte Teil des heißen Endes, durch das das Filament läuft, bevor es in das Druckbett abgelegt wird. Düsen gibt es in verschiedenen Durchmessern und Materialien, wobei Messing am häufigsten verwendet wird und 0,4 mm der beliebteste Durchmesser ist. Vermeiden Sie Messingdüsen, wenn Sie mit abrasiven Filamenten drucken, da diese ziemlich schnell beschädigt werden können.
Bowden-Röhre
Bei einem Bowden-Aufbau sind die Antriebszahnräder normalerweise am Rahmen des Druckers montiert. Von dort wird das Filament durch eine Bowden-Röhre in das heiße Ende geschoben. Der Bowdenzug besteht im Allgemeinen aus PTFE-Kunststoff, der hitzebeständig ist und das Filament schützt.
Heizblock
Der Heizblock ist ein Teil des Hotends und fungiert als Wärmeleiter. Die Heizpatrone erwärmt den Heizblock, der dann die Düse erwärmt. Heizblöcke werden normalerweise aus Aluminium hergestellt, da es ein hervorragender Wärmeleiter ist.
Heizpatrone
Die Heizpatrone ist das Element, das für die Wärmeerzeugung in einem 3D-Drucker verantwortlich ist. Sie werden in den Heizblock eingesetzt und erzeugen aus dem elektrischen Strom Wärme. Die Wärme wandert durch den Heizblock zu den Düsen, wo das Filament schmilzt.
Thermistor
Der Thermistor wird in den Heizblock eingesetzt und teilt dem 3D-Drucker mit, wie heiß der Heizblock ist. Dies ist wichtig, da unterschiedliche Filamenttypen unterschiedliche Drucktemperaturen erfordern, um erfolgreich zu schmelzen.
Kühlgebläse
Der Lüfter ist Teil des Hotends und trägt in Verbindung mit dem Kühlkörper zur Wärmeableitung bei. Ohne das Kühlgebläse könnte die durch hohe Drucktemperaturen erzeugte Wärme außerhalb des heißen Endes wandern und das Filament vorzeitig schmelzen. Wenn das Filament schmilzt, bevor es in das heiße Ende eintritt, müssen Sie sich wahrscheinlich mit Verstopfungen auseinandersetzen.
Layer-Fans
Der Schichtfächer ist wichtig, um einige Filamente erfolgreich zu drucken. Es befindet sich in der Nähe der Düse und soll das Filament kühlen, wenn es auf das Druckbett kommt. Auf diese Weise helfen wir dem geschmolzenen Filament, sich schneller zu verfestigen und Verformungen zu vermeiden.
Anschläge
Die Endanschläge teilen Ihrem 3D-Drucker mit, wie weit er die Düse durch die X-, Y-, Z-Achse bewegen kann. Endstopps sind dafür verantwortlich, Entgleisungen und Staus auf einer bestimmten Achse zu vermeiden. Die gebräuchlichsten sind mechanische Schalter, aber es gibt auch optische und magnetische.
Druckbett
Das Druckbett ist die Oberfläche, auf der der 3D-Drucker druckt. Idealerweise bietet es eine perfekt flache Oberfläche, auf der Ihre Düse extrudieren kann. Das Druckbett verleiht der ersten Schicht auch eine klebrige Oberfläche, um zu verhindern, dass sich das Filament löst. Je nach Druckbettmaterial müssen Sie möglicherweise etwas Klebstoff auftragen, um sicherzustellen, dass das Filament daran haftet. Druckbetten aus Glas sind die am häufigsten verwendeten, aber es gibt auch andere Materialien mit anderen Eigenschaften.
X-, Y-, Z-Achsenmotoren
Die Achsenmotoren sind dafür verantwortlich, die Düse des 3D-Druckers über die verschiedenen Achsen zu bewegen. Um einen erfolgreichen Druck zu haben, müssen die Achsenmotoren das heiße Ende richtig bewegen. Jede Fehlfunktion an den Achsenmotoren verringert die Druckqualität und -geschwindigkeit.
Begriffe zur Fehlerbehebung
Verziehen
Sie haben ein Warping-Problem, wenn Sie sehen, dass sich das Filament während des 3D-Drucks vom Druckbett weg kräuselt. Verziehen tritt auf, wenn das Filament ungleichmäßig abkühlt, da sich Kunststoff beim Abkühlen zusammenzieht. Wenn sich das Filament zu stark zusammenzieht, hebt es sich und löst sich vom Druckbett. Um ein Verziehen zu vermeiden, stellen Sie sicher, dass das Filament gut auf dem Druckbett haftet. Einige Filamente neigen eher zum Verziehen und erfordern die Verwendung eines Heizbetts, um dies zu vermeiden.
Hitzekriechen
Wärmekriechen bezieht sich auf ein Problem beim 3D-Druck, bei dem die Wärme außerhalb der Schmelzzone nach oben wandert und beginnt, das Filament vorzeitig zu schwächen und aufzuweichen. Dieses Problem führt zu einer Fehlfunktion des Extruders und kann letztendlich zu Verstopfungen führen. Versuchen Sie, die Drucktemperatur zu senken, und vergewissern Sie sich, dass die Kühlgebläse funktionieren, um ein Kriechen der Hitze zu vermeiden.
Überbrückung
Die Überbrückung beim 3D-Druck ist im Wesentlichen eine Extrusion von Filamenten, die in der Luft schweben und zwei Säulen verbinden. Wenn ein Drucker eine kleine Lücke nicht überbrücken kann, liegt ein Überbrückungsproblem vor. Überbrückungsprobleme sind ziemlich häufig; Um dieses Problem zu lösen, erhöhen Sie die Geschwindigkeit des Layer-Lüfters und verringern Sie die Drucktemperatur und -geschwindigkeit (verwandter Artikel).
Maßgenauigkeit
Wann immer Ihr Druckobjekt andere Größen als ursprünglich vorgesehen aufweist, haben Sie es mit Maßhaltigkeitsproblemen zu tun. Wie gut ein gedrucktes Objekt der Größe und den Spezifikationen der Originaldatei entspricht, hängt von vielen Dingen ab. Bevor Sie also beginnen, die Gürtel enger zu schnallen und die Firmware zu optimieren, drucken Sie einen Testwürfel, um zu sehen, wie genau Ihr Drucker ist. ABS ist dafür bekannt, dass es beim Abkühlen um bis zu 8 % schrumpft.
Ghosting oder Klingeln
Geisterbilder, Klingeln, Kräuseln, Echos, all diese Begriffe beziehen sich auf das unerwünschte Vorhandensein von duplizierten Linien oder Merkmalen auf der Oberfläche von 3D-gedruckten Objekten. Dies wird durch schnelle Geschwindigkeits- und Richtungsänderungen am Extruder verursacht, die zu Vibrationen führen. Um dieses Problem zu vermeiden, verringern Sie die Druckgeschwindigkeit und verringern Sie die Beschleunigungs- und Ruckeinstellungen (vollständiger Artikel zur Lösung dieses Problems).
Überextrusion
Immer wenn der 3D-Drucker mehr Filament extrudiert, als die Software annimmt, spricht man von Überextrusion. Überextrusion verursacht Drucke von schlechter Qualität und kann ein gedrucktes Objekt vollständig ruinieren. Mögliche Lösungen für die Überextrusion sind das Senken der Drucktemperatur, das Verringern der Extrusionsflussrate und das Sicherstellen, dass der Slicer die richtige Filamentdurchmessereinstellung hat (vollständiger Artikel zur Lösung des Problems).
Unterextrusion
Immer wenn der 3D-Drucker weniger Filament extrudiert, als die Software annimmt, spricht man von Unterextrusion. Unterextrusion schwächt die Struktur des 3D-gedruckten Objekts. Wenn Sie sehen, dass Ihre Modellschichten zu dünn sind oder Löcher oder Lücken aufweisen, liegt höchstwahrscheinlich eine Unterextrusion vor. Um die Unterextrusion zu beheben, muss die Software den richtigen Filamentdurchmesser haben und die Drucktemperatur und die Extrusionsflussrate erhöhen (zugehöriger Artikel zur Fehlerbehebung).
Betthaftung
Betthaftung bezieht sich darauf, wie klebrig Ihr Druckbett ist. Für einen erfolgreichen Druck ist es wichtig, dass das Filament am Druckbett haftet. Eine schlechte Betthaftung kann neben anderen Druckproblemen zu Verwerfungen führen. Um Problemen mit der Betthaftung vorzubeugen, stellen Sie sicher, dass das Druckbett nivelliert und sauber ist. Wenn das Problem weiterhin besteht, können Klebestifte und Haarsprays viel zusätzliche Haftung für das Druckbett bieten.
Ebenentrennung
Die Schichttrennung hat mit den Bindungen zwischen den Schichten zu tun. Für einen erfolgreichen Druck muss jede Schicht ausreichend auf der darunter liegenden haften. Eine schlechte Haftung von Schicht zu Schicht kann zu drastisch fehlerhaften Drucken führen. Die Schichttrennung ist leicht zu erkennen, da Sie Lücken zwischen den Schichten sehen werden. Sehen Sie sich unseren Artikel zu den Ursachen und Lösungen dieses Problems an.
Extruder verstopft
Ein verstopfter Extruder bedeutet, dass Ihr 3D-Drucker das Filament nicht mehr richtig extrudieren kann. Dies wird normalerweise durch eine Verstopfung in der Düse verursacht. Um einen verstopften Extruder zu vermeiden, stellen Sie sicher, dass Sie die richtige Drucktemperatur für Ihr Filament haben und dass es sauber ist. Stellen Sie außerdem sicher, dass die Düse nicht zu nahe am Druckbett ist, da manchmal nicht genügend Platz für die Extrusion vorhanden ist (wie man einen verstopften Extruder repariert).
Lücken
Lücken sind ein häufiges Problem im 3D-Druck. Sie können Lücken zwischen Linien in der ersten und obersten Ebene oder zwischen Ebenen haben. Je nachdem, wo sich die Lücken befinden, gelten unterschiedliche Lösungen (Wie werden Lücken behoben).
Blobs und Pickel
Blobs und Zits sind kleine Klumpen auf der Außenfläche eines 3D-gedruckten Objekts. Dies geschieht an der Stelle, an der der Extruder den Druck eines Abschnitts der Außenhülle beendet und mit dem Druck eines neuen beginnt. Um Kleckse und Pickel zu vermeiden, stellen Sie sicher, dass Sie optimale Rückzugs- und Nachlaufeinstellungen im Slicer haben.
Schwache Füllung
Die Füllung unterstützt die Struktur eines 3D-gedruckten Objekts. Eine schwache Füllung bedeutet, dass der Druck leicht brechen kann. Um dieses Problem zu vermeiden, verwenden Sie ein starkes Füllmuster. Wenn das Problem weiterhin besteht, verringern Sie die Druckgeschwindigkeit und erhöhen Sie den Füllprozentsatz (vollständiger Artikel).
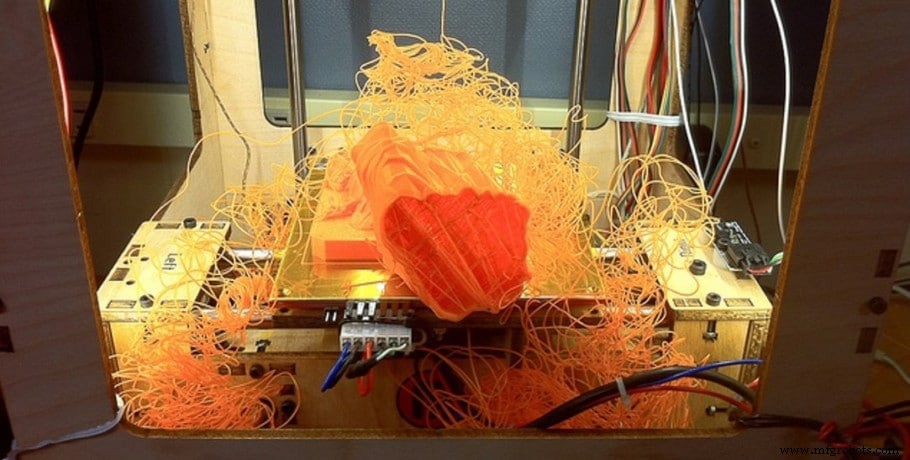
Besaitung
Wenn sich der Extruder zum Drucken durch einen offenen Raum zu einem neuen Ort bewegt, kann etwas Filament aus der Düse austreten und sich am gedruckten Objekt festsetzen. Dieses Problem wird Stringing genannt und lässt Ihre Drucke aussehen, als hätten sie Spinnweben. Um Fadenbildung zu vermeiden, verringern Sie die Drucktemperatur und überprüfen Sie, ob Sie die richtigen Rückzugseinstellungen haben (vollständiger Artikel).
Schichtverschiebung
Schichtverschiebung ist ein Fehler beim 3D-Druck, bei dem der Drucker nicht richtig funktioniert und die Schichten verlegt werden. Ebenen werden falsch voneinander positioniert, dies kann allmählich oder als eine große Verschiebung geschehen. Dies kann aufgrund von zu hoher Geschwindigkeit und mechanischen oder elektrischen Problemen passieren.
Überhitzung
Überhitzung ist ein Problem beim 3D-Druck, bei dem das Filament bei hoher Temperatur extrudiert wird und daher nicht rechtzeitig abkühlen und die gewünschte Form behalten kann. Überhitzung kann mit geeigneten Drucktemperaturen und Schichtlüftern behoben werden.
Elefantenfuß
Elefantenfuß beschreibt einen 3D-Druckmangel, bei dem die erste Schicht eines 3D-gedruckten Objekts etwas größer ist als der Rest. Manchmal verursacht das Gewicht der oberen Schichten genug Druck, um die erste Schicht auszubeulen, wenn sie nicht vollständig abgekühlt ist. Der Elefantenfuß kann repariert werden, indem das Druckbett nivelliert, die Temperatur des beheizten Betts verringert oder dem Modell ein Floß hinzugefügt wird (verwandter Artikel).
3D-Drucktechnologien
Stereolithographie (SLA)
Stereolithographie (SLA) ist eine beliebte Technologie des 3D-Drucks. Diese Technologie verwendet einen Laser, um ein lichtempfindliches Harz in einem Schicht-für-Schicht-Verfahren zu härten. SLA ist eines der genauesten 3D-Druckverfahren, da es hochwertige Details, enge Maßtoleranzen und glatte Oberflächengüten bietet. Der Nachteil ist, dass SLA normalerweise langsamer ist, Harze zerbrechlich und die Komponenten teuer sind. Für stärkere Drucke wird eine UV-Härtung nach der Verarbeitung empfohlen (verwandter Artikel).
Digitale Lichtverarbeitung (DLP)
Digital Light Processing (DLP) ist eine 3D-Drucktechnik, die das Licht einer speziellen Projektionsleinwand verwendet, um lichtempfindliches Harz zu verfestigen. DLP erstellt jeweils eine ganze Ebene und ist damit schneller als SLA. Um die gewünschte Form zu erreichen, lenkt ein digitales Mikrospiegelgerät (DMD), das sich zwischen der Lichtquelle und dem Harz befindet, das Licht und erzeugt das Muster einer Schicht.
Fused Deposition Modeling (FDM)
Fused Deposition Modeling (FDM) ist die beliebteste additive Fertigungsmethode. Dabei wird der 3D-Drucker mit einem thermoplastischen Filament gespeist, das über seine Glasübergangstemperatur hinaus erhitzt wird. Dann wird das geschmolzene Filament Schicht für Schicht auf das Druckbett extrudiert. FDM-Drucker sind billiger als Harzdrucker und können eine Vielzahl von Materialien zum Drucken verwenden (verwandter Artikel).
Selektives Lasersintern (SLS)
Selektives Lasersintern (SLS) ist ein schnelles additives Fertigungsverfahren. Diese Technologie erzeugt 3D-Objekte durch Sintern feiner Polymerpulverpartikel. Nachdem eine Walze eine dünne Pulverschicht über das Druckbett verteilt hat, erhitzt ein Laser das Material und verschmilzt es miteinander. Wenn eine Schicht fertig gedruckt ist, wird das Druckbett abgesenkt und eine weitere Pulverschicht aufgetragen, damit der Prozess fortgesetzt werden kann. Dieses Verfahren benötigt keine Stützen, da das Pulver selbst als Stütze dient. Sobald der Druck fertig ist, müssen Sie das ungesinterte Pulver vom Modell entfernen.
Selektives Laserschmelzen (SLM)
Selective Laser Melting (SLM) ist eine weitere schnelle additive Fertigungstechnik. Beim SLM wird ein Laser verwendet, um das Metallpulver zu schmelzen und zu verschmelzen. Eine Walze verteilt das Metallpulver über das Druckbett und wenn der Laser mit dem Drucken der Schichten fertig ist, wird das Druckbett abgesenkt und der Vorgang wiederholt. Im Gegensatz zu SLS erfordert SLM Stützen für Überhänge, da das Material schwerer ist.
Elektronenstrahlschmelzen (EBM)
Elektronenstrahlschmelzen (EBM) ist eine additive Fertigungstechnologie, die zum Drucken von Metallteilen verwendet wird. Der Druckprozess findet in einer Vakuumkammer statt, in der ein hochenergetischer Elektronenstrahl das Metallpulver verschmilzt, um Schicht für Schicht die gewünschten Teile zu erzeugen. Diese Technik ist sehr schnell und ermöglicht die Konstruktion komplexer und hochbeständiger Objekte. EBM-Maschinen und -Materialien sind teuer, daher wird diese Technologie hauptsächlich von hochwertigen Industrien eingesetzt.
Laminierte Objektherstellung (LOM)
Laminated Object Manufacturing (LOM) ist ein schneller additiver Fertigungsprozess, bei dem Modelle unter Verwendung von Papier-, Kunststoff- oder Metalllaminaten erstellt werden. Das Material wird sukzessive durch Hitze und Druck zusammengeklebt und die gewünschte Form des Objekts wird mit einem Laserschneider geschnitten.
3D-Drucksoftware
Beliebte CAD-Software für den 3D-Druck
Mixer
Blender ist eine kostenlose Open-Source-Software, die die gesamte 3D-Pipeline unterstützt. Es ist ein erstaunliches Programm für künstlerisches Design, bei dem Sie sich mehr um das natürliche Erscheinungsbild lebensechter Formen als um Maßhaltigkeit kümmern. Da es sich um Open-Source-Python-Entwickler handelt, können sie die API von Blender verwenden, um ihre eigenen Tools zu erstellen (vollständige Überprüfung).
ZBrush
ZBrush ist der König der digitalen Bildhauerei, da es über eine immense und raffinierte Auswahl an Bildhauerpinseln verfügt. Diese Software kann eine sehr hohe Anzahl von Polygonen verarbeiten, wodurch Designer unglaublich detaillierte Modelle erstellen können. Zur Nutzung des Programms ist ein kostenpflichtiges Abonnement erforderlich (vollständige Überprüfung).
SketchUp
SketchUp ist eine browserbasierte 3D-Computer-Aided-Design-Software mit kostenlosen und kostenpflichtigen Versionen. Es ist eine großartige Software für Anfänger, die sich für Konstruktion und Innenarchitektur interessieren, da es eines der einfachsten 3D-CAD-Modellierungsprogramme für den Einstieg in die Welt des 3D-Designs ist (vollständige Rezension).
Fusion360
Fusion360 ist eine cloudbasierte 3D-CAD-Software für Produktdesign und -fertigung. Es wird am besten für die genaue Modellierung verwendet, weshalb es perfekt für den funktionalen 3D-Druck geeignet ist, bei dem genaue Toleranzen und spezifische Winkel erforderlich sind. Für die professionelle Nutzung müssen Sie ein Abonnement bezahlen, für den persönlichen Bedarf ist es jedoch kostenlos (vollständige Überprüfung).
FreeCAD
FreeCAD ist eine kostenlose und quelloffene parametrische 3D-Modellierungssoftware. Dieses Programm soll verwendet werden, um Modelle für mechanische Zwecke wie genaue Ersatzteile und ausgearbeitete technische Objekte zu entwerfen. Da FreeCAD vollständig parametrisch ist, wird es nicht zum Modellieren organischer Formen empfohlen (vollständige Überprüfung).
SolidWorks
SolidWorks ist eine beliebte computergestützte Konstruktionssoftware, die als Industriestandard für die Konstruktion gilt. Es konzentriert sich auf das parametrische Design, daher ist die organische Modellierung mit diesem Programm nicht sehr praktisch. SolidWorks wurde in erster Linie entwickelt, um mechanische Objekte zu bauen, die Mechanismen und Baugruppen integrieren. Für die Verwendung dieser Software ist eine kostenpflichtige Lizenz erforderlich (vollständige Überprüfung).
Tinkercad
Tinkercad ist eine kostenlose browserbasierte 3D-Designsoftware. Es ist ein großartiges Werkzeug, um Kindern die Wunder der 3D-Modellierung näher zu bringen, da es ziemlich einfach ist, die grundlegenden Konzepte damit zu erlernen. In Tinkercad entwerfen Sie mit einem voreingestellten Formenkatalog, der Ihre Möglichkeiten einschränkt, aber Sie können immer noch einige erstaunliche Modelle damit erstellen (vollständige Rezension).
Beliebte Slicer für den 3D-Druck
Kura
Cura ist eine sehr beliebte kostenlose Open-Source-Slicing-Anwendung für 3D-Drucker. Dies ist ein einfacher und zugänglicher Slicer für Anfänger und Experten gleichermaßen. Anfänger werden schnell feststellen, wie einfach es ist, diese Software mit ihrer freundlichen, übersichtlichen Oberfläche und den empfohlenen Voreinstellungen zu verwenden. Für Experten gibt es über 400 Einstellungen, die Sie anpassen können, um die gewünschten Ergebnisse zu erzielen (Slicer-Vergleich anzeigen).
Simplify3D
Simplify3D ist ein kostenpflichtiges 3D-Slicer-Programm. Aufgrund seiner Kosten wird es hauptsächlich von Fachleuten für kommerzielle Zwecke verwendet. Simplify3D gibt Benutzern die Möglichkeit, mit mehreren Prozessen zu arbeiten. Sie können unterschiedliche Parameter für unterschiedliche Objekte auf dem Druckbett und sogar unterschiedliche Schichthöhen für dasselbe Modell einstellen. Außerdem ist Simplify3D ein schneller Slicer und kann riesige Dateien importieren und im Handumdrehen anzeigen (Slicer-Vergleich ansehen).
KISSlicer
KISSlicer ist eine Slicing-Anwendung für 3D-Drucker, die es sowohl in einer kostenlosen als auch in einer kostenpflichtigen Version gibt. Die meisten Hersteller werden feststellen, dass die kostenlose Version ihre Anforderungen erfüllt, aber einige möchten möglicherweise erweiterte Einstellungen, die in der Pro-Version zu finden sind, wie z. B. duale Extrusionsoptionen. Dieser Slicer ist einfach zu bedienen und verfügt dennoch über viele fortschrittliche Slicing-Funktionen für hochwertige Drucke.
Slic3r
Slic3r ist eine hervorragende kostenlose Open-Source-Slicing-Software für 3D-Drucker. Dieser Slicer ist besser für Experten geeignet, da er viel zu viele Einstellungen und experimentelle Funktionen hat. Slic3r ist ein Allround-Programm, das alles aufnehmen kann, was Sie darauf werfen, es kann sogar für SLA-Drucke verwendet werden.
OctoPrint
OctoPrint ist eine kostenlose und quelloffene Remote-3D-Drucker-Controller-Anwendung. Mit einem WLAN-fähigen Gerät wie einem Raspberry Pi, das mit dem 3D-Drucker verbunden ist, erhalten Sie die vollständige Kontrolle über Ihre Drucke über einen Webbrowser oder ein Handheld-Gerät. Darüber hinaus kann OctoPrint STls-Dateien aufteilen, da CuraEngine integriert ist.
PrusaSlicer
PrusaSlicer ist eine kostenlose Open-Source-Software, die auf Slic3r basiert. Dieses Programm bietet drei Modi zur Verwendung:Anfänger, Fortgeschrittene und Experte. Diese Modi in Verbindung mit der übersichtlichen und einfachen Benutzeroberfläche machen die Software benutzerfreundlich. Diese funktionsreiche Software kann sowohl für FDM- als auch für Harzdrucker verwendet werden (Slicer-Vergleich ansehen).
Dateiformate

STL
STL ist das am häufigsten verwendete Dateiformat im 3D-Druck. Wenn der Modellierungsprozess abgeschlossen ist, wird das Objekt als STL-Datei gespeichert, die die Informationen über das 3D-Modell als ein Netz aus tessellierten Dreiecken speichert.
Die meisten 3D-Drucker können STLs nicht direkt interpretieren, daher wird die Datei vor dem Drucken in G-Code umgewandelt. STL-Dateien enthalten nur Informationen über die Oberflächengeometrie eines 3D-Modells. Es gibt keine Informationen über Farbe, Textur oder die Geometriestabilität des Objekts, was zu Fehlern führen kann.
G-Code
3D-Drucker (und die meisten CNC-Maschinen) lesen G-Code, um Anweisungen zum Drucken eines Modells zu erhalten. G-Code liefert der Reihe nach alle Befehle (Extrusionsbewegungen, Temperatur, Lüfter, Geschwindigkeit usw.), die der 3D-Drucker ausführt, um das gewünschte Modell zu drucken.
OBJ
OBJ ist ein weiteres beliebtes Dateiformat, das zum Speichern eines Projekts verwendet wird, wenn der Modellierungsprozess abgeschlossen ist. OBJ kann die Oberflächengeometrie, Farbe und Textur eines Modells speichern. Mit OBJ können Sie glattere Oberflächen erhalten, da es verschiedene Arten von Polygonen verwenden kann.
AMF
AMF sollte STL als Hauptdateiformat im 3D-Druck ersetzen. AMF wurde entwickelt, um schneller zu sein, und bietet native Unterstützung für Dateispezifikationen wie Oberflächengeometrie, Farbe, Material und Ausrichtung. AMF wird jedoch nicht überall in der 3D-Druckindustrie unterstützt.
3MF
3MF ist ein Open-Source-Dateiformat für die additive Fertigung, das in der 3D-Druckindustrie immer beliebter wird. 3MF ist hochpräzise und kann Fertigungsdaten wie Slicer-Einstellungen zusätzlich zu allen relevanten Informationen über ein Modell (Oberflächengeometrie, Farbe und Textur) speichern. Diese Dateien sind in der Regel fehlerfrei und druckbereit.
VRML und X3D
VRML und sein Nachfolger X3D sind Standarddateiformate, die verwendet werden, um interaktive 3D-Weltobjekte im Web darzustellen. Innerhalb dieser Dateien können Oberflächengeometrie, -farbe und -textur angegeben werden. Einige Slicer können diese Dateiformate direkt lesen.
DWG
DWG (Zeichnung) ist ein proprietäres Binärdateiformat, das alle Daten zu einem CAD-Projekt enthält. DWG ist das native Format für mehrere CAD-Programme und wird hauptsächlich von Ingenieuren, Designern und Architekten verwendet.
F3D
F3D ist das native Dateiformat, das von Fusion360 verwendet wird, um lokale Archive von Modellen, Designs und Assets zu speichern.
DXF
DXF ist ein von Autodesk entwickeltes CAD-Datendateiformat. DXF wurde erstellt, um die Dateninteroperabilität zwischen AutoCAD und anderer Software zu ermöglichen.
SCHRITT
Das STEP-Dateiformat wird für die Interoperabilität zwischen allen CAD-Programmen verwendet. Dieses Open-Source-Dateiformat kann jede Form mithilfe mathematischer Darstellungen der 3D-Geometrie (NURBS) präzise beschreiben.
SA
SAT-Dateien speichern 3D-Geometriedaten in einem Standard-Textdateiformat. Das Format wird von vielen 3D-CAD-Programmen unterstützt, sodass es für die Interoperabilität verwendet werden kann, und wird im ACIS-Volumenmodellierungsformat von Spatial gespeichert.
X3G
X3G ist ein von MakerBot entwickeltes Toolpath-Dateiformat. Es ist eine vereinfachte und effiziente Alternative zu G-Code, die für MakerBot-Drucker einfacher zu handhaben ist.
Sehen Sie sich unseren Bereich mit empfohlenen Produkten an

Wir haben einen Abschnitt mit empfohlenen Produkten erstellt, der es Ihnen ermöglicht, das Rätselraten zu beseitigen und den Zeitaufwand für die Suche nach Druckern, Filamenten oder Upgrades zu reduzieren, da wir wissen, dass dies eine sehr entmutigende Aufgabe sein kann und im Allgemeinen zu viel Verwirrung führt .
Wir haben nur eine Handvoll 3D-Drucker ausgewählt, die unserer Meinung nach sowohl für Anfänger als auch für Fortgeschrittene und sogar Experten geeignet sind, um die Entscheidung zu erleichtern, und die Filamente sowie die aufgeführten Upgrades wurden alle von uns getestet und sorgfältig ausgewählt , damit Sie wissen, dass die von Ihnen gewählte Methode wie beabsichtigt funktioniert.
3d Drucken
- ULTEM &PEEK:der ultimative Leitfaden für Hochleistungs-3D-Druckmaterialien
- 6 Möglichkeiten, die Kosten des 3D-Drucks zu senken
- Die Rolle der Verschachtelung beim Polymer-3D-Druck
- Drucken der Sicherung 1 mit der Sicherung 1
- Mit 3D-Druck die Vergangenheit aufdecken
- 3D-Druck in Entwicklungsländern
- 3D-Druck:Die 3 größten Missverständnisse
- Die Zukunft des 3D-Drucks in der Fertigung
- Ist 3D-Druck die Zukunft der Fertigung?
- Glossar mit umweltbezogenen Begriffen