


Warum sind 3D-Drucker so langsam?
Das Drucken eines detaillierten Modells auf einem 3D-Drucker kann viel Zeit in Anspruch nehmen:Je nach eigenem Drucker und den Anforderungen Ihres Modells kann ein einzelner Druck mehr als 24 Stunden dauern. Also, warum dauert es so lange? Was hält diese Technologie davon ab, Modelle innerhalb von Minuten zu erstellen? Und was können Sie tun, um Ihre Ausdrucke zu beschleunigen?
In diesem Artikel werde ich diese Fragen im Detail durchgehen, in der Hoffnung, dass sie für Ihre zukünftigen Unternehmungen von Nutzen sein werden.
3D-Drucker bauen Material Schicht für Schicht zusammen und haben daher physikalische Grenzen, wie schnell diese Schichten auf dem aktuellen Produkt aufgebracht werden können. Drucker auf Filamentbasis müssen ihr Material Zoll für Zoll mit mechanischen Vorrichtungen ablegen, was sie bei größeren Drucken tendenziell merklich langsamer macht als einige der Drucker auf Harzbasis, da Drucker auf Harzbasis auf Licht angewiesen sind und einige eine ganze Schicht drucken können eine Zeit.
Bei der Gegenüberstellung dieser Technologien sind weitere Faktoren zu beachten. Es gibt jedoch einige Dinge, die Sie tun können, um den Vorgang zu beschleunigen.
FDM vs. Resin-Drucker
Während andere Konstruktionsmethoden Minuten dauern können, um ein Stück herzustellen, macht die Schicht-für-Schicht-Methode, die die 3D-Drucker verwenden, sie aufgrund der physikalischen Einschränkungen, die der Technologie innewohnen, von Natur aus langsamer, sowohl für Fused Deposition Modeling (FDM) als auch für Resin- Basierend auf Druckern.
FDM-Drucker (Fused Deposition Modeling) basieren auf thermoplastischem Material, das erhitzt, extrudiert und durch eine Düse, die präzise durch eine Reihe motorisierter Teile bewegt wird, auf das aktuelle Modell aufgetragen wird.
Drucker auf Harzbasis verwenden UV-Licht, um einen Pool aus Photopolymermaterial zu härten und feste Objekte zu erzeugen. Es gibt auch verschiedene Technologien für Harzdrucker:Die Stereolithographie verwendet einen einzelnen Laser, der einen kleinen Bereich abdeckt und die Schicht analog zu FDM-Druckern zeichnet, während die digitale Lichtverarbeitung (DLP) und die Lichtkristallanzeige (LCD) Projektoren und hintergrundbeleuchtete LCD-Bildschirme verwenden, um dies bereitzustellen UV-Lichtquelle.
Alle Unterschiede bei diesen Techniken im Detail zu erklären und wann und wo es besser ist, eine über der anderen zu verwenden, verdient einen eigenen Artikel, aber für unser aktuelles Thema lautet das Wesentliche:
FDM-Drucker müssen schwere mechanische Teile (Motoren, Düsen, Extruderzahnräder usw.) mit unglaublicher Präzision bewegen. Um den Mechanismus zu bewegen und anzuhalten, ist viel Energie erforderlich, aber selbst wenn einige der Teile schneller laufen könnten (wie die Motoren), führt dies normalerweise zu starken Vibrationen, die die Ergebnisse beeinträchtigen würden. Je nach Material des Filaments, das Sie verwenden, kann es außerdem länger dauern, bis es geschmolzen, abgeschieden und verfestigt ist.
Andererseits sind SLA-Drucker schneller als ihre FDM-Pendants, da sich der Laser schneller bewegt als die Schrittmotoren. LCD- und DPL-Drucker sind sogar noch schneller und drucken ganze Schichten auf einmal. Dies macht sich bei größeren oder feiner definierten Teilen zunehmend bemerkbar, da jede Schicht ungefähr gleich viel Zeit in Anspruch nimmt.
Erwähnenswert ist auch, dass nach Fertigstellung des Modells das restliche Harz manuell von der Oberfläche des Endstücks entfernt werden muss, was zu zusätzlichem Zeit- und Arbeitsaufwand führt.
Neben den mechanischen Aspekten der Drucker selbst spielt auch die Software eine Rolle, wenn es um die Geschwindigkeit Ihrer Drucke geht. Die Slicer-Programmeinstellungen können den Unterschied zwischen einem 1-stündigen und einem 3-stündigen Druck ausmachen, und daran können Sie arbeiten, um den Prozess für den durchschnittlichen Desktop-3D-Drucker zu beschleunigen, während Sie sich der Kompromisse bewusst sind, die Sie für Ihre Zeit eingehen.
So erhöhen Sie die Geschwindigkeit eines 3D-Druckers
Es kann viel getan werden, um die Geschwindigkeit der Software zu erhöhen, und wir werden die wichtigsten Einstellungen dafür behandeln. Der Rest des Artikels geht davon aus, dass es sich um FDM-Drucker handelt (sofern nicht anders angegeben), da diese im Großen und Ganzen die beliebtesten sind.
Druckgeschwindigkeit
Bei FDM-Modellen definiert die Druckgeschwindigkeit die Geschwindigkeit (in mm/s), mit der sich der Extruder bewegt. Diese Einstellung kann bei allen Slicern geändert werden und ist einer der Hauptparameter, der zu geringeren Druckzeiten führt. Nichtsdestotrotz gibt es in jedem Drucker mechanische Einschränkungen, was bedeutet, dass Sie Ihre Druckgeschwindigkeit nicht unbegrenzt erhöhen können, ohne die Gesamtqualität des resultierenden Stücks zu beeinträchtigen. Es gibt andere Einschränkungen, wie z. B. die Geschwindigkeit, mit der Ihr Extruder den Kunststoff schmelzen kann. Die meisten Drucker arbeiten standardmäßig mit etwa 50 mm/s, aber abhängig von den Besonderheiten können sie bis zu 750 mm/s oder sogar noch mehr erreichen. Erwähnenswert ist auch, dass Drucker mit unterschiedlichen Geschwindigkeiten arbeiten können, je nachdem, welchen Teil des Modells der Drucker gerade druckt.
Als Referenz sind einige Dinge zu beachten, die sich auf die Druckgeschwindigkeit beziehen:
- Erhöhung der Außenwandgeschwindigkeit kann die Oberflächenqualität beeinträchtigen und ist daher nur zu empfehlen, wenn die Gesamtoptik des Modells von untergeordneter Bedeutung ist.
- Erhöhung der Geschwindigkeit an den Innenwänden und der Infill-Geschwindigkeit kann die Stärke und Haltbarkeit des Stücks beeinträchtigen; Wenn das keine Rolle spielt, ist die Beschleunigung dieses Parameters eine Möglichkeit .
- Höchst-/Untergeschwindigkeit ist die Geschwindigkeit, mit der die oberen und unteren Schichten gedruckt werden; Eine Beeinträchtigung dieser Schichten kann problematisch sein, daher werden langsamere Geschwindigkeiten empfohlen, um die Zuverlässigkeit des Schließens dieser Schichten zu erhöhen.
- Die Unterstützungsfüllgeschwindigkeit bestimmt die Geschwindigkeit, mit der Stützen gedruckt werden. Da Unterstützungsstrukturen normalerweise keine hohe Qualität benötigen, können höhere Werte eine gute Idee sein, um den Prozess zu beschleunigen.
- Und Unterstützung der Schnittstellengeschwindigkeit ist die Geschwindigkeit, mit der Stützdächer und -böden gedruckt werden. Da diese Schichten die Qualität der mit ihnen in Kontakt stehenden Oberfläche beeinträchtigen können, wird empfohlen, konservative Parameter zu verwenden.
Fahrgeschwindigkeit
Die Fahrgeschwindigkeit beeinflusst, wie schnell sich der Kopf bewegt, wenn er kein Filament extrudiert. Eine Erhöhung kann viel Zeit sparen, aber es kann zu Problemen wie Schichtverschiebungen führen, die den gesamten Druck ruinieren können. Der beste Weg, um die optimale Verfahrgeschwindigkeit für Ihr Gerät zu finden, besteht darin, die Informationen Ihres Herstellers zu finden und, was noch wichtiger ist, wie so ziemlich jede Einstellung auf dieser Liste, mit den Einstellungen für einige Testdrucke herumzuspielen und sie langsam zu erhöhen, bis Sie die richtige Geschwindigkeit gefunden haben das wird Ihre Projekte nicht gefährden. Lockere Gürtel sind in der Regel der Hauptgrund für Lagenwechsel, also stellen Sie sicher, dass Sie sie regelmäßig festziehen.
Rückzugsgeschwindigkeit
Bei FDM-Maschinen wirkt sich dies darauf aus, wie schnell der Drucker das Filament zieht, bevor es sich wieder bewegt. Wenn es zu langsam bleibt, führt dies zu Fadenbildung, aber wenn es zu schnell eingestellt ist, kann es zu Filamentschleifen kommen, was zu Schäden an Ihrem Extruder und Filamentverlust sowie zu anderen Problemen führen kann. Daher ist es ratsam, einige Testdrucke durchzuführen.
Infill reduzieren
Füllung ist das, was sich innerhalb der Innenwände des gedruckten Modells befindet. Slicer verwenden unterschiedliche Muster, um das Volumen der 3D-Modelle zu füllen, und unterschiedliche Muster führen zu unterschiedlichen Zugeigenschaften. Die Reduzierung des Füllungsprozentsatzes führt zu schnelleren Drucken, weniger Filamentverbrauch und weniger widerstandsfähigen Stücken.
Dieser Parameter kann zwischen 0 % (was bedeutet, dass sich nichts zwischen den Wänden des Modells befindet) und 100 % (die Wände sind vollständig mit Material gefüllt) gehen. Es ist erwähnenswert, dass der geringfügige Vorteil einer Erhöhung dieser Einstellung auf über 30 % die zusätzliche Zeit fast immer nicht wert ist.
Bei LCD- oder DPL-Druckern, die ganze Schichten in jeder Iteration drucken, wirkt sich die Füllung nicht wirklich auf die Zeit aus, die für die Herstellung des Stücks benötigt wird, aber bei FDM- und SLA-Druckern ist dieser Wert einer der Haupttreiber für Druckzeiten und Filamentverbrauch.
Reduzieren Sie die Anzahl der Schalen/Wände
Die Schalen sind die Anzahl der Schichten, die die Kontur des Drucks bilden. Wenn Sie sie erhöhen, wird die Außenwand dicker und Ihr 3D-Druck stärker. Wenn Sie auch vorhaben, den Druck zu schleifen, um ihn schöner aussehen zu lassen, ist es immer eine gute Idee, ein paar zusätzliche Wände einzubauen.
Ebenenhöhe erhöhen
Die Schichthöhe definiert, wie klein jede Schicht auf der Y-Achse ist, und sie ist die Hauptdeterminante für die Detailpräzision und das Gesamtbild des Modells. Es ist jedoch einer der Hauptgründe für die Zeit, die zum Drucken benötigt wird. Wenn das Finish eines Teils von geringer Bedeutung oder groß genug ist, ist die Wahl einer höheren Schichthöhe ein praktischer Trick, um die Zeit zu verkürzen, die zum Drucken benötigt wird.
Ein hochwertiger Druck kann Werte von 0,1 mm oder sogar darunter annehmen. Es besteht jedoch eine umgekehrte 1:1-Beziehung zu den Druckzeiten:Wenn Sie die Schichthöhe halbieren, verdoppelt sich die Druckzeit.
Minimieren Sie die Verwendung von Stützen
Beim FDM muss jede Schicht auf etwas aufgebracht werden, sei es die Oberfläche der Bauplatte oder eine andere Filamentschicht. Wenn das Modell Abschnitte hat, in denen einige Schichten anfangen würden, ins Leere zu drucken, würde der gesamte Prozess fehlschlagen.
Die Herstellung von Stützen kann viel Zeit in Anspruch nehmen und ist manchmal unvermeidlich, aber Sie werden überrascht sein, wie viel Sie mit ein paar Tricks erreichen können:Drehen und Anpassen des Modells, damit es ohne Stützen gedruckt werden kann, oder nur Verkleinern der Umfang der benötigten Unterstützung kann den Zeitaufwand erheblich verkürzen. Versuchen Sie als Faustregel, das Modell zu drehen, um die Oberfläche mit Winkeln von mehr als 45 Grad zu minimieren.
Adaptive Schichten
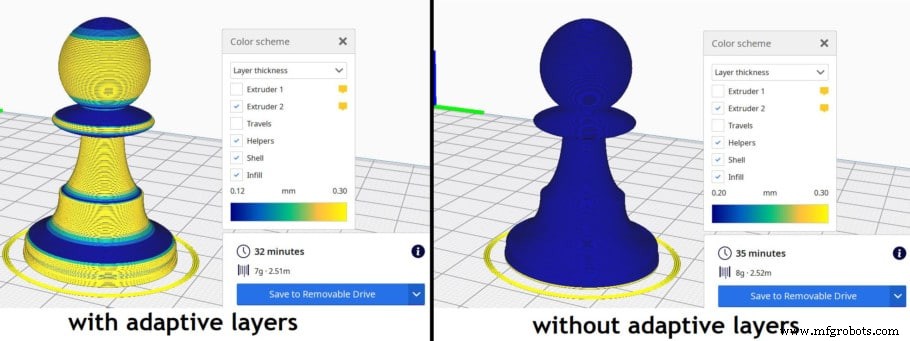
Kurz gesagt, adaptive Ebenen ermöglichen das Drucken mit variablen Ebenenhöhen, sodass Ihr Slicer sie automatisch verringern kann, wenn feinere Details erforderlich sind, oder sie erhöhen, wenn die Form eines Abschnitts dies zulässt. Wenn Sie mit dieser Einstellung drucken, können Sie den Vorgang beschleunigen, ohne zu viel Qualität einzubüßen. Es hat jedoch seine Grenzen:Wenn Sie ein Stück mit hohen Details überall benötigen oder wenn Sie versuchen, zwei verschiedene Objekte gleichzeitig zu drucken, können adaptive Ebenen den Druck als Ganzes beeinträchtigen. Weitere Informationen zu adaptiven Ebenen finden Sie hier.
Geschwindigkeit von 3D-Druckern heute
Auf dem heutigen 3D-Druckmarkt druckt die überwiegende Mehrheit der Drucker mit einer Geschwindigkeit von etwa 40-50 mm/s, und raffiniertere Modelle können bis zu 120-150 mm/s erreichen; Es gibt jedoch bereits Modelle, die höhere Geschwindigkeiten erreichen können:Einige Voron-Drucker haben bis zu 1000 mm/s erreicht! (aber es ist immer noch rau, um es gelinde auszudrücken). Der Markt für 3D-Drucker entwickelt sich ständig mit sehr hoher Geschwindigkeit und wir können zukünftige technologische Durchbrüche erwarten, die schnellere und zuverlässigere Drucke ermöglichen werden.
Schlussfolgerung
Bei der Berechnung der Druckzeiten unserer Stücke gibt es einiges zu beachten. Nicht nur die Drucktechnologie und die Maschine selbst sind wichtig, sondern auch die Konfiguration, die wir für unseren bevorzugten Slicer wählen. Diese hängen nicht nur von der Form und dem Volumen eines Modells ab, sondern auch von den gewünschten ästhetischen Details und den körperlichen Voraussetzungen, die wir benötigen.
Die Geschwindigkeit, mit der sich Hobbydrucker verbessern, ist erstaunlich und es könnte sogar der Tag kommen, an dem wir nichts mehr über die richtige Konfiguration eines Drucks wissen müssen. In der Zwischenzeit müssen wir weiter mit den Einstellungen spielen, um eine zusätzliche Minute einzusparen, ohne die Qualität eines Drucks zu beeinträchtigen. Für einige von uns ist dies einer der unterhaltsamsten und interessantesten Aspekte dieses Berufs!
Sehen Sie sich unseren Bereich mit empfohlenen Produkten an

Wir haben einen Abschnitt mit empfohlenen Produkten erstellt, der es Ihnen ermöglicht, das Rätselraten zu beseitigen und den Zeitaufwand für die Suche nach Druckern, Filamenten oder Upgrades zu reduzieren, da wir wissen, dass dies eine sehr entmutigende Aufgabe sein kann und im Allgemeinen zu viel Verwirrung führt .
Wir haben nur eine Handvoll 3D-Drucker ausgewählt, die unserer Meinung nach sowohl für Anfänger als auch für Fortgeschrittene und sogar Experten geeignet sind, um die Entscheidung zu erleichtern, und die Filamente sowie die aufgeführten Upgrades wurden alle von uns getestet und sorgfältig ausgewählt , damit Sie wissen, dass die von Ihnen gewählte Methode wie beabsichtigt funktioniert.
3d Drucken
- Warum 3D-Drucker thermoplastische Materialien verwenden
- Warum bringen etablierte Hersteller den 3D-Druck intern ein?
- Wie Desktop-3D-Drucker den 3D-Druck verändern
- Warum 3D-Druck und Software für die digitale Transformation entscheidend sind
- Wie 3D-Drucker die Zahnmedizin in Indien revolutionieren
- Warum sind Leiterplatten normalerweise grün?
- Warum wir eine Serie B aufziehen
- Warum Laufkraninspektionen wichtig sind
- Warum sind Cupronickel-Bünde wünschenswert?
- Warum sind CNC-Stangenlader so beliebt?