


Tempern von 3D-Drucken. Verbessern Sie Ihre 3D-Drucke auf einfache Weise!
Jeder, der schon einmal ein 3D-Objekt gedruckt hat, weiß, dass am Ende böse Überraschungen auf einen warten können.
Verziehen, Delaminierung und andere Defekte können einen schönen Druck ruinieren.
Aber wussten Sie, dass das Glühen Ihrer Drucke dazu beitragen kann, diese Probleme zu vermeiden und bessere Drucke zu erzeugen?
Der 3D-Druck ist eine fantastische Technologie, die die Welt im Sturm erobert hat. Wie jede andere Technologie hat sie jedoch ihre Macken.
Tempern von 3D-Drucken
Eines der häufigsten Probleme beim 3D-Druck ist, dass die Drucke nicht so stark sind, wie Sie es sich wünschen. Dies liegt oft daran, dass der Druck nicht ausreichend erhitzt wird, wodurch der Kunststoff zu schnell abkühlt.
Wenn Sie Ihr gedrucktes Objekt verbessern möchten, sollten Sie es glühen! Das Tempern Ihrer 3D-Drucke kann eine großartige Möglichkeit sein, ihre Qualität und Haltbarkeit zu verbessern.
Was ist Tempern beim 3D-Druck?
Glühen ist ein Wärmebehandlungsprozess, der verwendet wird, um die physikalischen und mechanischen Eigenschaften von Metallen bei Glühtemperaturen zu verändern. Der Zweck besteht darin, das Metall zu erweichen, Spannungen abzubauen und seine Duktilität und Zähigkeit zu verbessern.
Es wird üblicherweise bei der Herstellung von Metallen und Legierungen sowie bei der Herstellung von Metallteilen verwendet. Der Prozess beinhaltet das Erhitzen des Metalls auf eine bestimmte Temperatur und das anschließende Halten auf dieser Temperatur für einen bestimmten Zeitraum.
Nach Ablauf der erforderlichen Zeit wird das Metall langsam auf Raumtemperatur abgekühlt.
Tipps, die Sie über den Glühprozess im 3D-Druckprozess wissen müssen
Wärmeformbeständigkeit
Glühen ist ein Prozess, der nur an Metallen durchgeführt werden sollte, die höheren Temperaturen standhalten können. Das Metall muss über die Rekristallisationstemperatur oder Wärmeformbeständigkeit, aber unter den Schmelzpunkt erwärmt werden.
Schmelztemperatur
Außerdem müssen Sie die Tempertemperatur und -zeit sorgfältig kontrollieren, um die gewünschten Ergebnisse zu erzielen. Kühlen Sie das Metall nach dem Glühen langsam auf Raumtemperatur oder Schmelztemperatur ab. Auch hier können Sie es entweder mit einem Gas- oder Elektroofen durchführen.
Wenn es sich um einen Gasofen handelt, wenden Sie die Wärme indirekt an, indem Sie die Ofenwände auf eine geeignete Temperatur erhitzen. Im Gegensatz dazu beheizen Sie den Arbeitsplatz direkt mit einem Elektroofen.
Wie funktioniert das Glühen von PLA?
Beim Glühen von Polymilchsäure wird das Filament auf eine bestimmte Temperatur erhitzt und für einen festgelegten Zeitraum auf dieser Temperatur gehalten, um kristalline Strukturen im Material aufzubrechen.
Darauf folgt eine Kühlung unter kontrollierten Bedingungen, typischerweise in kühler Luft oder Wasser, manchmal aber auch mit externen Lamellen oder anderen Geräten wie beheizten Druckbetten.
Der Prozess kann mehrfach durchgeführt werden und verbessert kontinuierlich die Materialeigenschaften. PLA ist ein amorpher Kunststoff, was bedeutet, dass es kein sich regelmäßig wiederholendes Atommuster aufweist, wie Sie es bei Metallen oder anderen kristallinen Materialien finden würden.
Es besteht aus unregelmäßigen Klumpen, die als amorphe Regionen bezeichnet werden und zwischen anderen Bereichen, die als Kristallite bekannt sind, eingestreut sind. Wenn sich diese langkettigen Moleküle erwärmen, werden sie beweglicher und können etwas leichter aneinander vorbeigleiten.
Warum muss PLA getempert werden?
PLA ist ein Thermoplast, der aus Maisstärke und Zucker hergestellt wird. Es hat einen niedrigeren Schmelzpunkt als andere Thermoplaste wie Acrylnitril-Butadien-Styrol (ABS) und Polyethylenterephthalatglykol (PETG). Es kann durch die Hitze einer Extruderdüse schnell geschmolzen werden.
Der niedrige Schmelzpunkt von PLA macht es anfällig für Verformung und Schrumpfung, wenn es bei hohen Temperaturen gedruckt wird.
Das Tempern von PLA entfernt die durch den 3D-Druckprozess bei hohen Temperaturen verursachten Spannungen und verbessert seine Duktilität und Zähigkeit. Dies führt dazu, dass sich geglühte Teile weniger wahrscheinlich verziehen oder schrumpfen und widerstandsfähiger gegen Bruch sind.
PLA muss auch geglüht werden, da PLA-Filament aus biologisch abbaubarem Material hergestellt wird. Der Glühprozess verleiht dem Filament zusätzliche Festigkeit und Haltbarkeit, wodurch es besser für die Verwendung in FDM-Druckern geeignet ist.

So glühen Sie PLA-Drucke
Der Glühprozess kann entweder unter Verwendung eines Gas- oder Elektroofens durchgeführt werden. Beim Glühen von PLA-Filamenten ist es wichtig, eine Temperatur unterhalb des Schmelzpunkts des Filaments zu verwenden.
Die empfohlene Temperatur zum Glühen von PLA-Filament beträgt 175 Grad Celsius. Das Filament sollte auf diese Temperatur erhitzt und zwischen 30 und 60 Minuten gehalten werden. Nach Ablauf der erforderlichen Zeit sollte das Filament langsam auf Raumtemperatur abgekühlt werden.
Die Glühtemperatur und -zeit müssen sorgfältig kontrolliert werden, um die gewünschten Ergebnisse zu erzielen. Das Metall sollte nach dem Glühen langsam auf Raumtemperatur abgekühlt werden.
Wie kann man PLA glühen, ohne sich zu verziehen?
Einer der Hauptgründe, warum PLA getempert wird, ist die Vermeidung von Verformungen, aber wie können Sie dies ohne Ofen tun?
Obwohl es nicht ganz so effektiv ist wie die Verwendung eines Ofens, gibt es einige Methoden, mit denen Sie Ihren Druck ausreichend erhitzen können, um eine Rekristallisation zu bewirken.
- Die erste Methode besteht darin, Ihren Druck auf eine elektrische Heizplatte zu legen und die Temperatur auf etwa 100 Grad Celsius einzustellen. Stellen Sie sicher, dass die Heizplatte eben ist, damit sich Ihr Druck während des Erhitzens nicht verzieht!
- Die zweite Methode ist die Verwendung eines Haartrockners. Richten Sie den Luftstrom etwa 15-20 Sekunden lang auf das Teil, schalten Sie dann den Trockner aus und lassen Sie das Teil langsam abkühlen.
- Die dritte Methode ist die Verwendung einer Heißluftpistole. Der Schlüssel bei dieser Methode ist, dass die Pistole in einem Abstand von etwa 15-20 cm vom Druck gehalten wird und dass Sie sie während des Erhitzens langsam hin und her bewegen. Es ist wichtig zu beachten, dass keine dieser Methoden so effektiv ist wie die Verwendung eines Ofens, aber sie helfen, eventuell auftretende Verwerfungen zu minimieren.
Glasübergangstemperatur. Bei welcher Temperatur wird PLA getempert?
Die empfohlene Temperatur zum Glühen von PLA-Filament beträgt 175 Grad Celsius und dauert höchstens 60 Minuten. Sie müssen jedoch beachten, dass die richtige Glühzeit variiert.
Nach Ablauf der erforderlichen Zeit sollte das Filament langsam auf Raumtemperatur abgekühlt werden. Einige Materialien können auch bei einer Glasübergangstemperatur von 140 bis 370 Grad Celsius getempert werden.
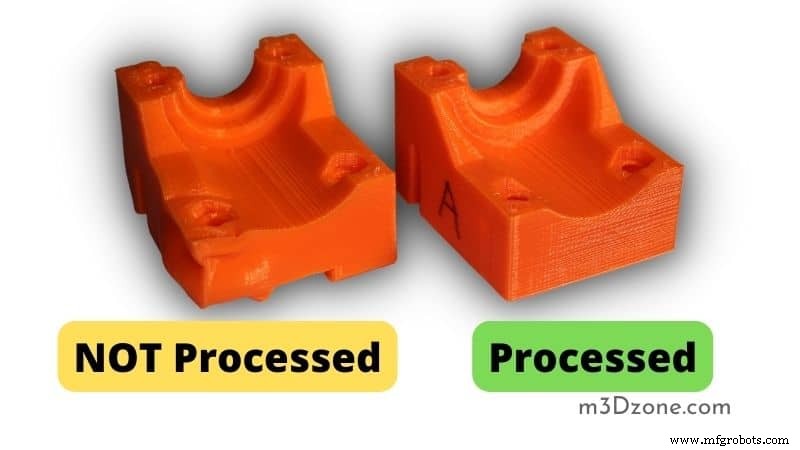
Wie Tempern Ihre 3D-Drucke verbessert
Der Prozess führt zu vitaleren Metallteilen mit einer gleichmäßigeren Kornstruktur. Wenn Sie Ihre PLA-Drucke tempern, werden sie sich aufgrund von Temperaturänderungen im Laufe der Zeit weniger wahrscheinlich verziehen und ihre Form ändern.
Es wird Ihnen später leichter fallen, Ihre Drucke abzuschleifen (wenn Sie möchten), da ihre Schichten sauber aneinander ausgerichtet werden.
Das Glühen von ABS ist besonders vorteilhaft, wenn ABS-Teile zusammengeklebt werden, anstatt die traditionelle lösungsmittelgestützte Klebemethode zu verwenden.
Sobald Ihr 3D-Druck wärmebehandelt wurde, sollten alle seine Oberflächen und Schichten ähnliche kristalline Strukturen aufweisen und sich daher eher besser mit Klebstoffen oder Epoxidharzen verbinden – insbesondere, wenn sie von derselben Spule stammen!
Ihr Druck wird höchstwahrscheinlich auch etwas glänzender und farbenfroher aussehen, nachdem er getempert wurde, da der Temperprozess dazu neigt, glänzenden PLA-Lack wegzubrennen, der sich möglicherweise noch auf Ihrem Druck befunden hat.
3D-Drucke, die vor dem Zusammenkleben mit Wärme behandelt wurden, müssen nicht so stark geklemmt werden wie unbemalte, da die Verbindungsschichten eine größere Berührungsfläche haben.
Bei Metallteilen brauchen Sie auch nicht so viele Schrauben oder Nieten, um sie zusammenzuhalten – zumindest unter bestimmten Bedingungen! Das Glühen von ABS-Filament macht es während des Extrusionsprozesses schmelzbarer, was gut ist, wenn Sie sowieso mit ABS drucken möchten.
Es macht es für ABS-Filamente einfacher, sich mit darunter liegenden Schichten zu verbinden, wodurch die Gefahr des Verziehens verringert wird.
Tempern transparenter Materialien
Es gibt viele verschiedene Arten von transparenten Materialien, darunter getempertes Glas, Quarzglas und Saphir. Diese Materialien haben ein hohes Maß an optischer Homogenität, wodurch sie sich hervorragend für Anwendungen wie Faseroptik und Laser eignen.
Vergessen Sie nie, transparente Materialien wie Gläser bei der Glasübergangstemperatur zu tempern. Es gibt viele andere transparente Materialien, die jedoch möglicherweise nicht so kristallklar sind wie die drei oben genannten.
Beispielsweise wird Fensterglas aus geschmolzenem Sand hergestellt, der gekühlt wurde, um einen Feststoff mit nur mikroskopisch kleinen Oberflächenunregelmäßigkeiten in der Größenordnung von 600 Nanometern oder weniger zu bilden. Im Vergleich dazu haben die meisten Saphire Oberflächenmerkmale von mehreren Mikrometern Größe!
Beim Glühen eines beliebigen Materials ist es entscheidend, es über seine Rekristallisationstemperatur (T) zu heben. Es sollte lange genug auf dieser Temperatur gehalten werden, damit eine ausreichende Anzahl von Mikrokristallen wachsen kann. Eine charakteristische zeitabhängige Wachstumskurve.
Wenn die Anzahl der Kerne exponentiell zunimmt, kommt der Punkt, an dem mehr Energie in wachsende Kristalle gesteckt wird, als neue Kristalle gebildet werden. Diese Wachstumsphase wird als statische Rekristallisation bezeichnet, da es keine Nettoveränderung in der Größe des Kristalls gibt.
An diesem Punkt wird T gleich der Glühtemperatur, was bedeutet, dass jede weitere Erhöhung der Temperatur zu keiner Änderung der Kristallgröße oder -dichte führt!
Die Geschwindigkeit, mit der sie abgekühlt sind, bestimmt, wie schnell Keimbildung stattfinden kann und damit welche Form die gezüchteten Kristalle annehmen werden. Langsamere Abkühlraten erzeugen schmale Körner, während schnellere Abkühlraten größere Körner erzeugen.
Um die bestmöglichen Ergebnisse zu erzielen, insbesondere beim Tempern von sehr reinen Materialien wie Quarzglas (Siliziumdioxid), ist die Kontrolle sowohl von T als auch von der Abkühlgeschwindigkeit unerlässlich.
Die Temperatur muss innerhalb von 0,1 Grad Celsius gehalten werden, wenn die Glühzeiten Stunden betragen; Bei kurzen Glühzeiten (einige Minuten) kann diese Toleranz jedoch auf Hundertstel Grad Celsius sinken.
Bei den Kühlraten kann der Unterschied zwischen 50 Millimeter pro Minute und 150 Millimeter pro Minute tiefgreifend sein. Weniger reine Materialien sind in der Regel toleranter gegenüber ungenauer T- und Kühlratensteuerung.
Beachten Sie, dass transparente Materialien beim Glühen rissanfällig sind. Auch der Versuch, durch kontrolliertes Abkühlen in Wasserbädern keine Belastung des Materials einzubringen, kann riskant sein!
Tempern von PETG. Kann PETG getempert werden?
Eine der am häufigsten gestellten Fragen zum Tempern ist, ob PETG getempert werden kann oder nicht. Die Antwort auf diese Frage ist etwas kompliziert. PETG hat eine viel niedrigere Rekristallisationstemperatur als PLA und ABS, daher ist es schwierig, erfolgreich zu glühen.
Wenn Sie jedoch die Temperatur über die Rekristallisationstemperatur erhöhen und lange genug dort halten können, wird PETG wie jedes andere Material glühen. Die größte Herausforderung besteht darin, die erforderlichen Temperaturen zu erreichen, ohne das zu druckende Objekt zu beschädigen.
Da PETG eine niedrigere Rekristallisationstemperatur als PLA oder ABS hat, ist es anfälliger für Beschädigungen, wenn die Temperatur zu hoch ist. Das bedeutet, dass die Glühtemperatur niedriger und die Zeit auf Temperatur länger sein muss, um erfolgreiche Ergebnisse zu erzielen.
Wie stark wird mein PLA nach dem Glühen schrumpfen?
Ihr PLA wird stark schrumpfen. Es ist nicht ungewöhnlich, dass es in allen Dimensionen um bis zu 10 % schrumpft! Sie sollten es sich zweimal überlegen, Teile mit sehr dünnen Wänden oder Überhängen zu drucken, insbesondere wenn sie lang und nicht unterstützt sind, da sich Ihr Teil durch das Glühen verziehen und seine Form merklich ändern wird.
Dazu gehören überhängende Fasen an der Seite Ihres Drucks. If you want the edges to line up nicely with each other after annealing them, make sure their bottom layer doesn’t have any sharp corners or cuts around it since those can get stressed easily by heat treatment too.
On average, your ABS prints might shrink about 2-3% in all dimensions before they start warping significantly from being annealed. Your part’s shape might change a bit, too, especially if you have very thin walls or overhangs.
If the walls are too thin to remain straight without bowing out toward the inside of your print after being annealed, they’ll most likely break off when you try removing it from your build plate.
How Do I Clean My Prints After Annealing?
Abrasives or solvents will remove cold-bed ooze so the part can be glued in place. However, it would help if you were careful not to move around too much while sanding/scraping your print because that could cause it to warp or crack.
If there are any especially thin pieces on your model – like threads or tiny whiskers of plastic – then they might become even lighter after treatment and may break off entirely afterward. Clean up all loose ends by scraping them with a razor blade or file!
Bottom Line
Annealing is the best way to make PLA and PBS prints warp less when handled because it straightens out the internal layers of the filament while allowing the exterior to remain unchanged.
Make your 3D print look cleaner and shinier by annealing it before you use it for anything! It is the best treatment you can give your ABS prints since it straightens out the internal layer, so they don’t warp when you handle them!
3d Drucken
- Verbesserung der Qualität Ihres industriellen Lackierprozesses
- Das Beste aus Ihren STL-Dateien herausholen
- Das perfekte Finish für Ihre SLS-Drucke
- Erzielen lebendiger Farben für Ihre SLS-Drucke
- Temperaturüberwachung auf dem Raspberry Pi
- Rotationsräumen:Die schnelle und einfache Art, ein quadratisches Loch zu bohren
- Die wichtigsten Herausforderungen auf dem Weg zu Industrie 4.0
- Verbesserung der Bearbeitbarkeit von Aluminium
- Verbesserung der Genauigkeit und Leistung Ihrer Wasserstrahlschneidemaschine
- Der beste Weg, um Ihren IoT-Prototyp zu erstellen