


Feuerzeug
Verlauf
Die Entdeckung des Tabaks in der Neuen Welt im sechzehnten Jahrhundert und die Öffnung eines weltweiten Marktes schufen die Notwendigkeit einer tragbaren Art, Feuer zu machen. Stücke aus Feuerstein und Stahl schlugen gegeneinander und modifizierte Pistolen waren frühe Geräte. 1903 fertigte der österreichische Chemiker Carl Auer von Welsbach ein Handfeuerzeug mit Schlagrad. Während des Ersten Weltkriegs machten Soldaten ihre eigenen mit leeren Patronen. 1886 eröffnete Louis V. Aronson in New York City ein Unternehmen für "künstlerische Metallwaren" für Raucher und ließ sich nach dem Ersten Weltkrieg ein automatisches Feuerzeug patentieren.
Im Jahr 1931 sah George G. Blaisdell aus Bradford, Pennsylvania, wie ein Freund versuchte, sich mit einem unbeholfenen Feuerzeug eine Zigarette anzuzünden, aber eines, das funktionierte. Blaisdell erwarb die amerikanischen Vertriebsrechte für das österreichische Produkt. Er gestaltete das Gehäuse aus Komfortgründen neu, verbesserte den Kamin (oder Windschutz) um den Docht, um das Feuerzeug winddichter zu machen, und modifizierte die Brennstoffkammer. Blaisdell nannte sein Feuerzeug "Zippo", weil ihm der Klang des Wortes "Zipper" gefiel, ein weiteres neues und öffentlich gelobtes Gerät. Er begann 1933 mit der Herstellung seines Feuerzeugs.
Blaisdells Timing war schlecht und die anhaltende Weltwirtschaftskrise ließ das Unternehmen beinahe bankrott gehen. Sein Glück änderte sich während des Zweiten Weltkriegs, als Soldaten feststellten, dass Zippo-Feuerzeuge bei jedem Wetter funktionierten. Besatzungen von Navy-Schiffen haben diese Feuerzeuge mit ihren eigenen Logos seit dem Zweiten Weltkrieg verwendet, und während jedem Krieg durch Desert Storm wurden maßgeschneiderte Feuerzeuge für Soldaten verteilt. Die Feuerzeuge hatten viele Verwendungen in Kriegszeiten; GIs erhitzten mit den Feuerzeugen Pulverrationen in ihren Helmen und konnten bei jedem Wetter Feuer machen.
Sammler suchen Zippo-Feuerzeuge vor allem wegen des Gedenkens an große und kleine Ereignisse auf ihren Etuis. Anzeigen aus den 1940er und 1950er Jahren sind wertvolle Sammlerstücke, ebenso wie Feuerzeuge zur Mondlandung 1969, Sportmannschaften, viele Firmenkunden und eine Reihe anderer historischer Ereignisse, Persönlichkeiten und Interessen. 1997 wurden 9.000 verschiedene Bilder auf den Feuerzeugen verwendet.
Heute ist Zippo der einzige Hersteller von Taschenfeuerzeugen in den USA und produziert täglich 50.000 Feuerzeuge. Andere Produktionen haben sich nach Europa und Asien verlagert, wo das Rauchen beliebter ist. Andere große Hersteller von Taschenfeuerzeugen wie Ronson und BIC haben Niederlassungen in Österreich, Frankreich und Asien. Die Beiträge von BIC zum Feuerzeug sind ein kindersicherer Metallschutz über dem Funkenrad und Einwegfeuerzeuge in Minigröße. BIC, Scripto und andere stellen auch Gebrauchsfeuerzeuge (Kamin) mit langen Röhrenformen her, die mit Butangas betrieben werden. Andere Firmen stellen Zigarettenanzünder her.
Rohstoffe
Das gesamte untere Gehäuse und die Teile eines Feuerzeugs werden als äußere Gehäusebaugruppe bezeichnet, und das innere Gehäuse (das den Kraftstoff und die Funkenbildung enthält) und seine Teile werden als innere Gehäusebaugruppe bezeichnet. Als Rohstoffe für die Feuerzeugherstellung werden meist Metalle verwendet. Die Außenhülle besteht aus Patronenmessing, einem Material, das für Büchsenpatronen entwickelt wurde. Eine spezialisierte Mühle stellt Messingbleche in der richtigen Dicke her und schneidet sie auf die vom Feuerzeughersteller geforderte Breite. Das Messing wird auf große Rollen oder Spulen gewickelt, die an das Werk geliefert werden.
Auf ähnliche Weise verarbeitet eine Metallmühle Edelstahl für das Innengehäuse. Es kommt auch auf großen Spulen an und jede enthält genug Metall, um mehrere tausend Feuerzeuge herzustellen.
Den Großteil der Teile fertigt der Hersteller in einem Feuerzeug. Auch die meisten kleineren Teile sind aus Messing oder Stahl, je nach Verwendungszweck und Lage des Teils im Feuerzeug. Das Feuersteinrohr und die Federspitze (in der Brennstoffkammer enthalten) sind aus Messing, ebenso wie die Schraube, die diese an Ort und Stelle hält und aus den Böden beider Gehäuse austritt.
Weitere Kleinteile im Inneren und mit dem Innengehäuse verbunden sind aus Edelstahl. Die Nocke, Nockenniete und Platte sind an der Rückseite des Innengehäuses befestigt und halten das Feuerzeug geschlossen. Im Schornsteinbereich und an der Vorderseite halten die Nockenfeder und Öse sowie die Niete für das Feuersteinrad die feuermachenden Teile. Ösen und Befestigungsmittel werden von spezialisierten Handwerkern gefertigt.
Drei nichtmetallische Komponenten sind ebenfalls Teile des Innengehäuses; dies sind feuchtigkeitstransportierende Bälle aus einer baumwollartigen Substanz und Filz. Der Docht und die Kugeln werden in die Brennstoffkammer gelegt. Am Boden des Innengehäuses ist ein Stück Filz befestigt, das vordere Ende kann jedoch angehoben werden, um leichtere Flüssigkeit nachfüllen und neue Feuersteine zu ermöglichen.
Andere Metalle, einschließlich Nickel, Chrom und Gold, werden auf Kundenwunsch zur Beschichtung der Messinggehäuse verwendet. In den Galvanikbädern für die Gehäuse werden nichtmetallische leitende Flüssigkeiten verwendet. Es werden viele Methoden verwendet, um die rechten Gesichter der Feuerzeuge zu verzieren:dreidimensionale (Relief-) Embleme, die typischerweise Organisationen darstellen, können an den Feuerzeugen angebracht werden, Designs können in das Metall geätzt oder graviert werden, und Laser können detaillierte Designs zeichnen, die durch eine von mehreren Methoden gefärbt. Für diese Bilder werden Epoxide und spezielle Tinten und Pulver benötigt.
Design
Das grundlegende Design und die Funktionsweise des Taschenfeuerzeugs haben sich seit den 1930er Jahren kaum verändert, aber der Einsatz neuer Technologien hat viele Aspekte der Produktion drastisch verändert. In der Fertigung umfasst "Design" nicht nur das Produkt und seine Teile, sondern auch die Einführung und Interaktion von Maschinen mit Montage- und anderen Produktionsabläufen. Eine neue Maschine oder Technik kann andere erfordern.
Auch das Verbraucherinteresse hat sich geändert. Feuerzeuge waren einst unverzichtbare Taschenwerkzeuge, werden aber heute oft als "Taschenkunst" geschätzt. Ausgefeilte Techniken wie Lasergravur und technischer Druck sind einige der Mittel, um leichtere Koffer zu verkleiden. Diese erfordern qualifizierte Künstler und technisches Know-how in künstlerischen und produktionstechnischen Erwägungen sowie Zeit- und Kostenbeschränkungen.
Der Herstellungsprozess
Prozess
- Der Herstellungsprozess beginnt am Wareneingang der Fabrik, wo Rohstoffe und Teile von Lieferanten ankommen. Das Werkspersonal prüft die Menge und Qualität von Materialien und Komponenten. Sie überprüfen auch Blaupausen und Spezifikationen, um zu bestätigen, dass Materialien und Teile den Anforderungen des Konstrukteurs entsprechen.
- Die Metallspulen für die Außen- und Innengehäuse werden in einem als "Tiefziehen" bezeichneten Verfahren durch Pressen gewalzt. Die Pressen stanzen die Kanten jedes Feuerzeugs (als ob es aufgeklappt und abgeflacht wäre) sowie wichtige Details. Die Löcher im Feuerzeugkamin sind vollständig durch den Stahl des Innengehäuses gestanzt. In den Boden der Messing-Außengehäuse sind Herstellername und Datumscode eingepresst.
- Die Gehäuseteile sind beschnitten. Sie werden in den Fertigungsbereich gebracht, wo sie maschinell biegen und in ihre kastenförmigen Formen falten und dann miteinander punktgeschweißt werden. Die Schweißmaschinen sind hochpräzise und können mehrere Positionen in einem Gehäuse gleichzeitig punktschweißen.
- Inzwischen werden kleine Metallteile zu Montagestationen transportiert, um die Aufnahme kompletter Koffer vorzubereiten. Der Feuerzeughersteller fertigt die meisten Spezialteile, darunter das Gehäusescharnier und die Messingteile, die den Feuerstein halten und hochdrücken. Eine Präzisionsmaschine fertigt und schweißt die Scharniere, die den Gehäusedeckel und den Boden mit beiden Teilen verbinden, unter Verwendung eines starken Schweißverfahrens, das als "Widerstandsschweißen" bezeichnet wird. Andere Fertigungsmaschinen produzieren die Komponenten des Feuersteinrohres.
- Die Messingoberflächen der Außengehäuse können unplattiert bleiben, aber die Außenseiten werden häufig in anderen Metallen wie Nickel, Gold und Chrom veredelt. Dies geschieht in einem als Galvanisieren bezeichneten Prozess, bei dem Feuerzeuge, die an einer beweglichen Reihe von Kleiderbügeln hängen und ein Flüssigkeitsbad durchlaufen, mit einer kleinen elektrischen Ladung beaufschlagt werden. Dieses Bad enthält eine leitende Lösung, die nichtmetallisch ist, sowie ein kleines Stück des Plattierungsmetalls. Dem Bad wird die entgegengesetzte Ladung zugeführt, und Atome des Plattierungsmetalls werden von diesem Metallstück zu den geladenen Feuerzeugen gezogen. Bei diesem Beschichtungsverfahren wird eine dünne Atomschicht mit allen Oberflächen der Gehäuse elektrisch verbunden.
- Unabhängig von der Metallart erhalten alle Gehäuse eine Endbearbeitung. Viele sind zu einem funkelnden Glanz poliert. Andere erhalten einen gebürsteten Look oder eine Textur. Fließbandarbeiter bringen die letzten Oberflächen an, prüfen die leichteren Kisten und legen sie in passende Kartons für den Transport zur nächsten Montagestation.
- Bearbeitete Teile werden dann oben an der Innengehäusebaugruppe befestigt. Der Nocken, ein fingerartiger Vorsprung aus dem Innengehäuse, übt genügend Druck auf den Deckel des Außengehäuses aus, um diesen geschlossen zu halten. Wenn der Besitzer die Vorderseite des Deckels hochdrückt, um das Feuerzeug zu bedienen, überwindet der Daumendruck den Druck, den die Nocke ausübt, und der Deckel springt leicht auf.
- Die Nockenplatte, die die Nocke trägt, wird angenietet und die Nocke wird ebenfalls mit einer Niete am Gehäuse befestigt. Löcher für diese Nieten wurden beim ersten Tiefziehen aus dem Edelstahlband in das Gehäuse gestanzt. Eine Nockenfeder wird an der Basis des Schornsteins angebracht, die auch die Oberseite des kastenartigen Teils des Gehäuses ist. Eine Ösenschraube durch die Nockenfeder befestigt sie unten und bietet auch die Öffnung für den Docht.
- Elemente der Innengehäusebaugruppe werden in die geschweißte Schale eingesetzt. Mehrere kleine Kugeln aus baumwollartigem Material werden in die Brennstoffkammer gelegt, die die Feuerzeugflüssigkeit enthält. Ein Stück Docht wird eingelegt und später durch die Öse im Schornstein gezogen.
- Das Funken- oder Feuersteinrad, das s gegen den Feuerstein reibt, um die
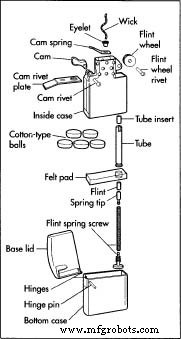 Die internen Komponenten eines Zippo-Feuerzeugs. den Kraftstoff entzünden und anzünden, muss ebenfalls fest an der Oberseite des Innengehäuses befestigt sein. Eine Maschine vernietet das Feuersteinrad mit dem Gehäuse. Auch die Anschlüsse für das Rad am Feuerzeug wurden beim Tiefziehen vorgestanzt.
Die internen Komponenten eines Zippo-Feuerzeugs. den Kraftstoff entzünden und anzünden, muss ebenfalls fest an der Oberseite des Innengehäuses befestigt sein. Eine Maschine vernietet das Feuersteinrad mit dem Gehäuse. Auch die Anschlüsse für das Rad am Feuerzeug wurden beim Tiefziehen vorgestanzt. - Rippen zur Erzeugung des Funkens müssen neben dem Feuersteinrad in Position gehalten und bei Verschleiß angehoben werden. Ein Messingrohr wird in ein Loch im Boden des Innengehäuses eingesetzt. Durch das Messingrohr wird ein Feuerstein, eine Federspitze, die direkt mit der Basis des Feuersteins in Kontakt steht, und die Feuersteinfeder geschoben. Die Federspitze besteht aus Messing, die Feuersteinfeder ist jedoch harter Federstahl, der verschleißfest ist.
- Auf der Unterseite des Innengehäuses ist eine Filzunterlage mit einem vorgestanzten Loch für den Feuerstein und die Feuerzeugflüssigkeit eingeprägt. Der Docht wird durch seine Öse gezogen und die innere Gehäusebaugruppe wird in die äußere Gehäusebaugruppe eingebaut.
- Einige Feuerzeuge werden an verschiedene Arbeitsplätze geschickt, um auf verschiedene Weise dekoriert zu werden. Einige haben rechts angebrachte Relief-(dreidimensionale) Embleme
 Ein Zippo-Feuerzeug. (da die leichteren Öffnungen nach vorne zeigen). Die Diamant-Drag-Rotationsgravur schneidet in einigen Fällen geometrische Muster oder Monogramme. Zwei Arten von Lasern werden verwendet, um die Umrisse von Strichzeichnungen, Fotos, Firmenlogos und anderen Designs auf die Seiten von Feuerzeugen zu gravieren. Wieder andere haben mit computergesteuerten Ätzmaschinen eingravierte Designs.
Ein Zippo-Feuerzeug. (da die leichteren Öffnungen nach vorne zeigen). Die Diamant-Drag-Rotationsgravur schneidet in einigen Fällen geometrische Muster oder Monogramme. Zwei Arten von Lasern werden verwendet, um die Umrisse von Strichzeichnungen, Fotos, Firmenlogos und anderen Designs auf die Seiten von Feuerzeugen zu gravieren. Wieder andere haben mit computergesteuerten Ätzmaschinen eingravierte Designs. - Viele Designs können mit einer Malmethode mit Farbe gefüllt werden. Um aufwendigere Designs zu färben, überträgt ein Sublimationsverfahren Farbe durch Hitze und Druck direkt in die Oberflächenbeschichtung. In einem Beispiel dieses technigraphischen Verfahrens zeigt eine Präsentationsbox ein Design, das sich über mehrere Feuerzeuge erstreckt. Eine Dschungelszene, die vier Feuerzeuge abdeckt, kann Motive von Tieren und Pflanzen aufweisen, die allein auf einem einzigen Feuerzeug stehen, aber auch ein Puzzle oder ein Wandbild im gesamten Set bilden.
- Die Kunstabteilung gestaltet auch Verpackungen für maximale Marketingwirkung. Das Artwork auf den Verpackungen ändert sich mit dem Produkt und mit Kundenbestellungen. Die Boxen präsentieren auch ihren Inhalt. Beispiele sind Plastikboxen, Blister-Plastikbehälter, Deluxe-Holzboxen und maßgeschneiderte Sammeldosen mit Außendesigns, die die beiliegenden Feuerzeuge ergänzen. Diese können auch individuell gewickelt und mit Velours, Filz oder anderen Stoffen gefüttert werden.
Qualitätskontrolle
Die Qualitätskontrolle unterliegt denselben technischen Details wie jeder der Anlagenbetriebe. Eine Qualitätsmethode namens Statistical Process Control (SPC) integriert Kontrollen in alle Designaspekte, von der Produktkonzeption bis zum Management. Feuerzeuge mögen nicht wie hoch entwickelte Produkte erscheinen, aber ihre Herstellung erfordert fortschrittliche Technologie und Ausrüstung, um auf dem heutigen Markt wettbewerbsfähig zu sein.
Programmierbare logische Steuerungen (SPS) ermöglichen den Betrieb von Maschinen mit Informationen aus einer umfangreichen Datenbank. Die Datenerfassung ist werksweit problemlos verfügbar. Mensch-Maschine-Schnittstellen (MMIs) korrigieren Probleme, sobald sie auftreten, und Feuerzeuge mit kleinsten Fehlern werden sofort aus der Produktion genommen. Diese Schnittstellen halten auch alle Maschinen in Betrieb, so dass die Wartung oder Reparatur einer anderen nicht zum Stillstand kommt.
Die mechanische Qualität wird durch die Suche nach den besten neuen Technologien, einschließlich Fertigungsverfahren und Robotik, aufrechterhalten. Schließlich ist die persönliche Note nicht zu ersetzen. Monteure sind dafür verantwortlich, das Produkt in ihrem Bereich zu überwachen und Vorgesetzte zu alarmieren, wenn Details nicht perfekt sind.
Nebenprodukte/Abfälle
Die für die Herstellung von Feuerzeugen erforderlichen Prozesse wurden erheblich verbessert, um den Abfall zu begrenzen. Während in der Vergangenheit Lösungsmittel zum Entfetten von Maschinenteilen verwendet wurden, werden heute nur noch Seife und Wasser verwendet. Beim Tiefziehen von Metallen werden weniger Kohlenwasserstoffe verwendet, und einige Werke verfügen über ein komplettes Wasseraufbereitungssystem, das das Bachwasser in einem saubereren als natürlichen Zustand an die Umwelt zurückführt.
Schmierstoffe werden als Nebel verwendet, um das Feinwerk von Schneckenmaschinen zu durchdringen, aber der Nebel wird vollständig zurückgehalten, um die Ozonschicht und die Mitarbeiter zu schützen. Stoffstaub wird abgesaugt und eingedämmt, Metall- und Papierabfälle werden recycelt.
Die Zukunft
Feuerzeughersteller sind größtenteils aus den Vereinigten Staaten nach Europa und Asien geflohen, wo das Rauchen mehr akzeptiert wird. Feuerzeuge haben jedoch noch eine vielversprechende Zukunft. Sie sind praktisch als kleine Lichtquellen, um verlorene Schlüssel und Schlüssellöcher im Dunkeln zu finden, und ihr Windwiderstand hilft dem Benutzer, die Windrichtung zu bestimmen, da starker Wind oder schlechtes Wetter die Flammen nicht löschen können.
Wiederverwendbare Feuerzeuge aus Metall sind aufgrund ihrer Haltbarkeit, Zuverlässigkeit, Qualität und ihres emotionalen Wertes mit Einwegartikeln konkurrenzfähig. Qualitätsfeuerzeuge gelten jedoch als Luxusartikel, und der Wettbewerb um Verbrauchergelder in diesem Bereich ist groß. Feuerzeughersteller fügen Kunstwerke für Einzigartigkeit hinzu und passen die Außenhüllen mit der gleichen Bequemlichkeit und Qualität an andere persönliche Accessoires an.
Weitere Informationen
Bücher
Schneider, Stuart und David Poore. Zippo:Das große amerikanische Feuerzeug. Atglen, PA:Schiffer Publishing Ltd., 2000.
Schneider, Stuart und Ira Pilossof. Das Handbuch der Vintage-Zigarettenanzünder. Atglen, PA:Schiffer Publishing Ltd., 1999.
Zeitschriften
Dininny, Paulette. "Keepers of the Flame:Nach großen Verkäufen im Zweiten Weltkrieg und Teilen in alten Filmen sind Zippos immer noch da, oft als heiße Sammlerstücke." Smithsonian Magazine (Dezember 1998).
Andere
Webseite der BIC Corporation. Dezember 2001.
Internationale Webseite zum Austausch von Vintage-Feuerzeugen. Dezember 2001.
"Feuerzeug." Webseite für Entdeckungen und Erfindungen. Dezember 20001.
Zippo-Webseite. Dezember 2001.
Gillian S. Holmes
Herstellungsprozess
- Was ist VMC-Bearbeitung?
- Leitfaden zur Laserbeschriftung mit Aluminium
- MIG-Schweißen vs. WIG-Schweißen
- Leitfaden zur Laserbeschriftung
- Überlegungen zur Schweizer Hochproduktionsbearbeitung
- Leitfaden zum CNC-Prototyping
- Den Wellenherstellungsprozess verstehen
- Was ist eine Edelstahlpassivierung?
- Neues recyceltes PP mit hohem Schmelzfluss ermöglicht die Herstellung dünnerer, leichterer Teile
- Neue Form von 3D-gedrucktem Material für leichtere, sicherere Fahrzeugdesigns und mehr