


Säge
Hintergrund
Eine Säge ist ein Handwerkzeug mit einem gezahnten Blatt zum Schneiden von harten Materialien wie Holz oder Knochen. Sie gehören zu den ältesten bekannten Werkzeugen. Innovationen aus Jahrtausenden sind auch heute noch in modernen, seriengefertigten Exemplaren präsent.
Die ersten Feuersteinsägen tauchten während der frühen Altsteinzeit zwischen 60.000 und 10.000
Als die Eisenzeit begann, wurden das schwächere Kupfer und die Bronze verworfen und endlich wurden geharkte Zähne ermöglicht. Schließlich stellte sich heraus, dass die Erhöhung der Zähnezahl einer Säge die Effizienz ihrer Verwendung steigerte. Für die Tischlerei wurden kleine Sägen verwendet, wobei der asiatische Stil der Zugsägen speziell von den alten Ägyptern verwendet wurde. In ägyptischen Denkmälern entdeckte Hieroglyphen dokumentieren die Verwendung der Säge durch die Ägypter bei ihren Methoden der Möbelherstellung. Anpassungen im Sägedesign wurden entsprechend der beabsichtigten Anwendung einer Säge vorgenommen. Zum Beispiel ermöglichten beabstandete Zähne der Säge, sich nach dem Schnitthub als Rechen zu verdoppeln und Sägemehl aus dem sich entwickelnden "Kern" oder Schnitt zu entfernen.
Sägen wurden im Zuge der Entwicklung von Innovationen in der Metallurgie weiter verbessert. Leonardo da Vinci erfand im 15. Jahrhundert eine Marmorsäge, und viele Entwickler in Europa und im Ausland nutzten die Verbesserungen beim Stahl, um eine bessere Schnittkante zu erzielen. Während des gesamten 17. Jahrhunderts waren die stärksten Klingen immer noch die schmalsten. Die Bogensäge – benannt nach ihrer strukturellen Ähnlichkeit mit Pfeil und Bogen – war aufgrund dieser Einschränkung weiterhin beliebt. Die Popularität der Holzrahmensäge bei den frühen europäischen Siedlern in Amerika wurde auf die damalige Metallknappheit in den Kolonien sowie auf den Mangel an Breitstahl zurückgeführt.
Mit dem Aufkommen der industriellen Revolution wurden stärkere und langlebigere Sägen hergestellt. Zum Beispiel wurden im frühen 18. Jahrhundert verschiedene Formen der Kreissäge hergestellt, obwohl das erste Patent in den Vereinigten Staaten 1814 an Benjamin Cummins aus New York erteilt wurde. Heute wird eine Vielzahl von Hand- und Motorsägen hergestellt für Verbraucher sowie gewerbliche Nutzung.
Rohstoffe
Vergüteter hochwertiger Werkzeugstahl, legiert mit bestimmten anderen Metallen, ist das Hauptmaterial für die Herstellung des Sägeblattes. Früher bestanden Griffe ausschließlich aus Holz, moderne Werkzeuge können aber auch aus geformtem Kunststoff hergestellt werden.
Design
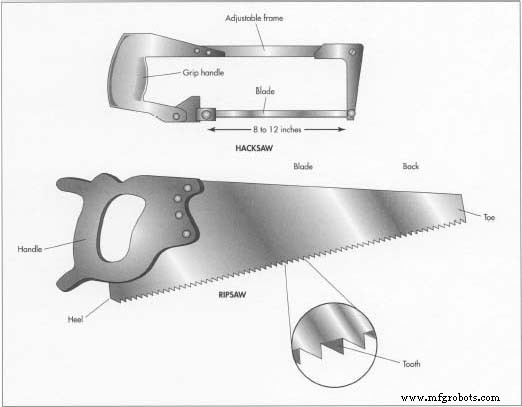
Es gibt drei Haupttypen von Handsägen:die Bügelsäge, die Bucksaw und die ikonisch bekannte Kapp- oder Auftrennsäge.
Die Kappsäge schneidet quer zur Faser, die Auftrennsäge schneidet entlang der Faser. Die Zähne einer Säge sind unterschiedlich formuliert, um unterschiedliche Bedürfnisse zu erfüllen. Bei zu starkem Winkel verhaken sich die Zähne im Holz. Wenn der Winkel zu flach ist, können die Zähne überhaupt nicht schneiden. Die Zähne einer Kappsäge sind stumpfer abgewinkelt als die einer Auftrennsäge, um zu schneiden 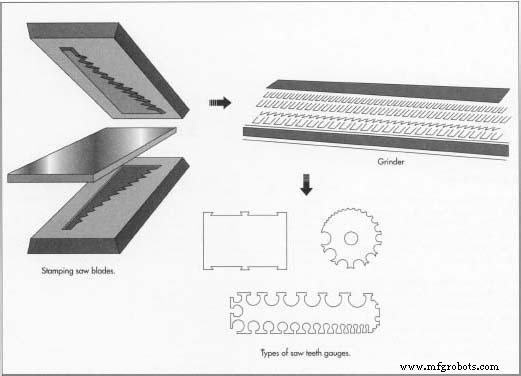 Ein mit Wolfram legierter Spezialstahl wird hergestellt und zu Bändern gewalzt. Anschließend werden die Klingen mit Stanzmaschinen aus dem legierten Stahl gestanzt. Die Säge wird nach Vorgabe geschliffen. Messgeräte werden verwendet, um den Winkel der Zähne der Säge zu messen, die ihre Wirksamkeit beim Schneiden bestimmen. Anschließend wird die Klinge gehärtet und der Griff befestigt. in die Holzmaserung ein, ohne sie zu meißeln. Umgekehrt ist die Schneide der Aufteilsäge rechtwinklig zum eigentlichen Blatt eingestellt, sodass die Zähne wie kleine Meißel wirken. Die Zähne einer Hartholzsäge haben einen optimalen Winkel von 60 Grad, während weichere Hölzer mit einem spitzeren Winkel geschnitten werden müssen, im Allgemeinen 45 Grad. Abgelagerte und grüne Hölzer verlangen auch nach unterschiedlich geformten Klingen. Eine grobe Säge hat etwa fünf Zähne pro Zoll (zwei pro cm), was am besten zum Schneiden von grünem oder weichem Holz geeignet ist. Eine feine Säge mit mindestens acht Zähnen pro Zoll (zwei pro cm) kann glatte Schnitte in abgelagertem Hartholz machen, das für Showzwecke oder für kompliziertere Konstruktionen wie Schwalbenschwanz verwendet wird.
Ein mit Wolfram legierter Spezialstahl wird hergestellt und zu Bändern gewalzt. Anschließend werden die Klingen mit Stanzmaschinen aus dem legierten Stahl gestanzt. Die Säge wird nach Vorgabe geschliffen. Messgeräte werden verwendet, um den Winkel der Zähne der Säge zu messen, die ihre Wirksamkeit beim Schneiden bestimmen. Anschließend wird die Klinge gehärtet und der Griff befestigt. in die Holzmaserung ein, ohne sie zu meißeln. Umgekehrt ist die Schneide der Aufteilsäge rechtwinklig zum eigentlichen Blatt eingestellt, sodass die Zähne wie kleine Meißel wirken. Die Zähne einer Hartholzsäge haben einen optimalen Winkel von 60 Grad, während weichere Hölzer mit einem spitzeren Winkel geschnitten werden müssen, im Allgemeinen 45 Grad. Abgelagerte und grüne Hölzer verlangen auch nach unterschiedlich geformten Klingen. Eine grobe Säge hat etwa fünf Zähne pro Zoll (zwei pro cm), was am besten zum Schneiden von grünem oder weichem Holz geeignet ist. Eine feine Säge mit mindestens acht Zähnen pro Zoll (zwei pro cm) kann glatte Schnitte in abgelagertem Hartholz machen, das für Showzwecke oder für kompliziertere Konstruktionen wie Schwalbenschwanz verwendet wird.
Der Herstellungsprozess
Prozess
- Ein mit Wolfram legierter Spezialstahl wird hergestellt und zu Bändern gewalzt. Die Dicke des Streifens bestimmt die Dicke der fertigen Klinge und wird mit den gleichen Instrumenten gemessen, die zum Messen von Drähten verwendet werden.
- Anschließend werden die Klingen mit Stanzmaschinen aus dem legierten Stahl gestanzt. Die Gesamtform des Handsägeblattes verjüngt sich vom Griff zur Spitze. Die besten Sägen haben eine "Krone" oder eine gebogene Schneide anstelle einer geraden, so dass während der Bewegung der Säge zu jeder Zeit weniger Zähne mit der Holzoberfläche in Kontakt sind. Die billigsten Handsägen haben eine einheitliche Dicke.
- Die Klinge wird dann gemäß den Standards für eine optimale Nutzung verarbeitet. Je nach Sägentyp können unterschiedliche Techniken angewendet werden. Die Kappsäge zum Beispiel ist schräg gefeilt. Die Rückseite einer Handsäge ist dünner geschliffen als die gezahnte Kante, um die Reibung während des Gebrauchs zu reduzieren. Handsägen sind im Allgemeinen konisch geschliffen.
- Das "Setzen" oder Einstellen der Sägeblattzähne ist entscheidend für die Effektivität der Säge,
 also werden die Zähne mit einem Messgerät aus Stahlblech gemessen, das drei Zähne gleichzeitig analysiert. Dann werden sie geschnitten und in wechselnde Richtungen gebogen. Eine zu starke Abwinkelung führt jedoch zu einer Säge, die nicht richtig schneidet.
also werden die Zähne mit einem Messgerät aus Stahlblech gemessen, das drei Zähne gleichzeitig analysiert. Dann werden sie geschnitten und in wechselnde Richtungen gebogen. Eine zu starke Abwinkelung führt jedoch zu einer Säge, die nicht richtig schneidet. - Als nächstes kommt das Härten. Die klassische Technik, die seit Jahrhunderten verwendet wird, beinhaltet das Hämmern der Klinge, um sie "gespannt" zu machen, damit sie die beste Kombination aus Steifigkeit und Flexibilität aufweist. Viele Variationen sind möglich. Profi-Bügelsägen sind heute durchgehend gehärtet, während bei denen für den Heimgebrauch nur die Zähne gehärtet sind.
- Auf das gehärtete Sägeblatt wird eine Rostschutzschicht aufgesprüht.
- Abschließend werden die Klingen an separat gefertigten, spritzgegossenen Griffen befestigt.
Qualitätskontrolle
Der American National Standard soll den Klingensatz sowohl für die Sicherheit als auch für den optimalen Gebrauch regeln, da eine schlecht verarbeitete Säge eine Gefahr darstellen kann. Bügelsägeblätter mit 24-32 Zähnen pro Zoll (10-13 Zähne pro cm) müssen wellig eingestellt werden. Andere Arten von Sägen erfordern einen "Rechensatz", bei dem jeder dritte Zahn ungeschränkt bleibt. Auch die Zusammensetzung des verwendeten Metalls ist geregelt. Eine Standardstahlklinge, um so genannt zu werden, darf nicht mehr als 1,25% Legierung aufweisen. Bei Industrie- und Hochleistungssägen muss ein Schnellarbeitsstahlblatt einer Temperatur von bis zu 537,78 °C standhalten.
Die Zukunft
Dank einer benutzerfreundlichen Optimierungssoftware wie Computer Aided Design (CAD) wird mit Verfeinerungen experimentiert, die die Auswirkungen sich wiederholender Bewegungen auf den Benutzer der Handsäge verzögern können. „Kumulativen Traumata“, wie sie in der Fachwelt genannt werden, muss durch die Ergonomieforschung entgegengewirkt werden. Zu den Zielen gehören die Verteilung der Auswirkungen einer Säge auf einen größeren Bereich, die Reduzierung der Notwendigkeit scharfer Korrekturbewegungen und die Verbesserung der Passform des Griffs, um unbequeme Hand- und Armpositionen zu vermeiden. Freiwillige Testgruppen werden eingesetzt, um die Bedürfnisse der Verbraucher zu ermitteln, und professionelle Benutzer testen Prototypen von Produkten, die sich in der Entwicklung befinden.
Der gleiche Ansatz wird verfolgt, um sowohl große als auch kleine Elektrowerkzeuge zu verbessern. Computergestützte Fertigung (CAM), computerintegrierte Fertigung (CIM) und numerische Steuerung (NC) ermöglichen Sägeherstellern, Abfall zu reduzieren und die Effizienz zu verbessern. Kreissägen in der Holzindustrie wurden mit Hilfe der Finite-Elemente-Analyse neu erfunden. Die Saw Paw Corporation of Pennsylvania hält Patente auf einen recycelbaren, einteiligen Hartmetall-Sägeschaft und -Bit. Das stromlinienförmige Design ist auf eine Verbesserung der Effizienz bei gleichzeitiger Verlängerung der Lebenserwartung ausgerichtet, um die Nutzungskosten langfristig zu senken.
Herstellungsprozess
- Was ist eine Stichsäge?
- Bandsägemaschine &Metallbearbeitung
- Die Hauptkomponenten der Bandsägemaschinen
- Was ist eine Säge und wozu dient sie?
- Was ist Sägen:Die Evolution der Sägemaschinen
- Bandsägen schneiden:Erfahrungen &Gespräche
- Was ist eine vertikale Bandsäge?
- Was ist eine Klinge zum Schneiden?
- Einzelgehrungsschnitt im Vergleich zur Doppelgehrungssäge
- Ihre Auswahlhilfe für Bandsägen