


Mill-Turn-Technologie:Verstehen der Ausrichtungen angetriebener Werkzeuge
Im letzten Blogartikel haben wir die Grundlagen der Fräsdrehtechnologie angesprochen. Auf dieser Basis möchte ich heute aufbauen. Ein Bereich, der für viele Bediener Verwirrung stiftet, ist die Werkzeugbestückung – insbesondere die Beschreibungen der Werkzeughalterausrichtung (radiale Werkzeuge vs. axiale Werkzeuge). Hoffentlich können wir das für einige von euch, die damit zu kämpfen haben, ein wenig aufklären. Ich möchte auch die Verwendung verschiedener Werkzeugoptionen erörtern, um Revolverstationen bei der Bearbeitung von Teilen mit vielen Merkmalen und Schneidvorgängen zu erhalten. Die Bearbeitung komplizierter Teile, ohne dass die Werkzeugstationen ausgehen, ist ein gängiger Kampf bei der Herstellung von Teilen auf einer Fräs-Dreh-Maschine.
Angenommen, Sie betreiben eine Maschine mit einem Revolver mit 12 Stationen, und sobald Sie damit beginnen, alle Werkzeuge zu laden, die für die Fertigstellung aller Merkmale des Teils erforderlich sind, stellen Sie fest, dass Sie nicht genug Platz für alle haben Werkzeug. Wie geht's? Nun, Sie haben eigentlich zwei vorhersehbare Optionen …
Die erste Option besteht darin, das Teil einfach in mehreren Aufspannungen auszuführen, die meisten Merkmale in der ersten Aufspannung zu bearbeiten und dann die Maschine so einzurichten, dass sie die verbleibenden Merkmale in einem separaten Einrichtungsvorgang ausführt. Obwohl dies nicht der effizienteste Weg ist, dieses Problem zu lösen, würde es definitiv funktionieren!
Die zweite Möglichkeit besteht darin, das Problem mit handelsüblichen Multitool-Werkzeughaltern zu lösen. Mit diesen Werkzeughaltern können Sie mehr als ein Werkzeug in jeder Revolverstation montieren und können zwei, vier oder sogar sechs Werkzeuge in einer einzigen Station aufnehmen. Obwohl für viele dieser Arten von Haltern eine Y-Achse erforderlich ist, ist sie eine ziemlich einfache Lösung für ein ziemlich komplexes Problem.
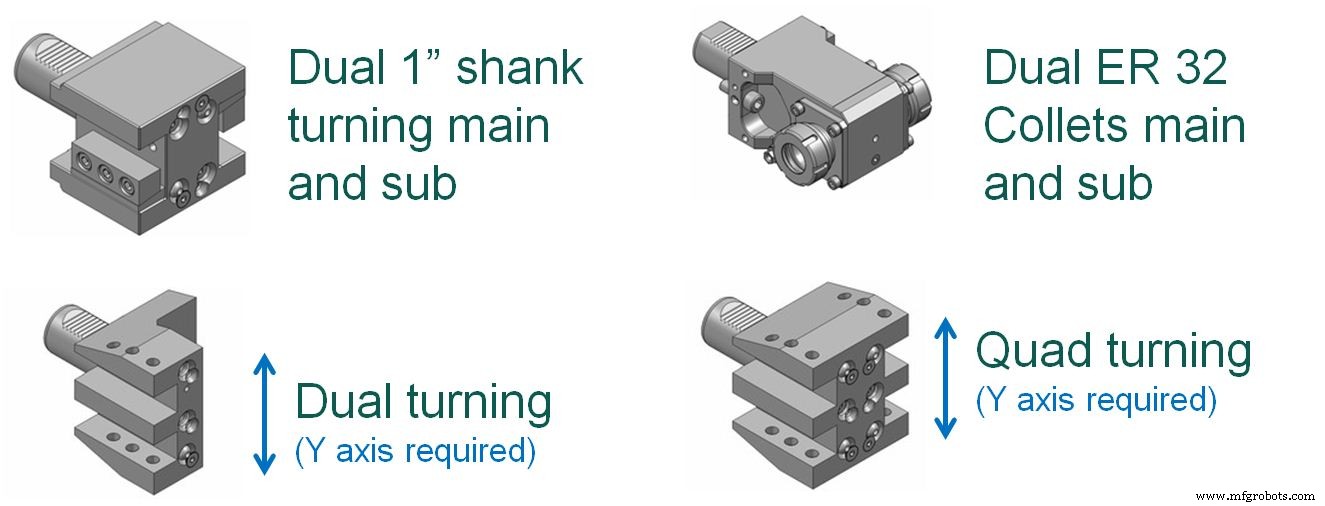
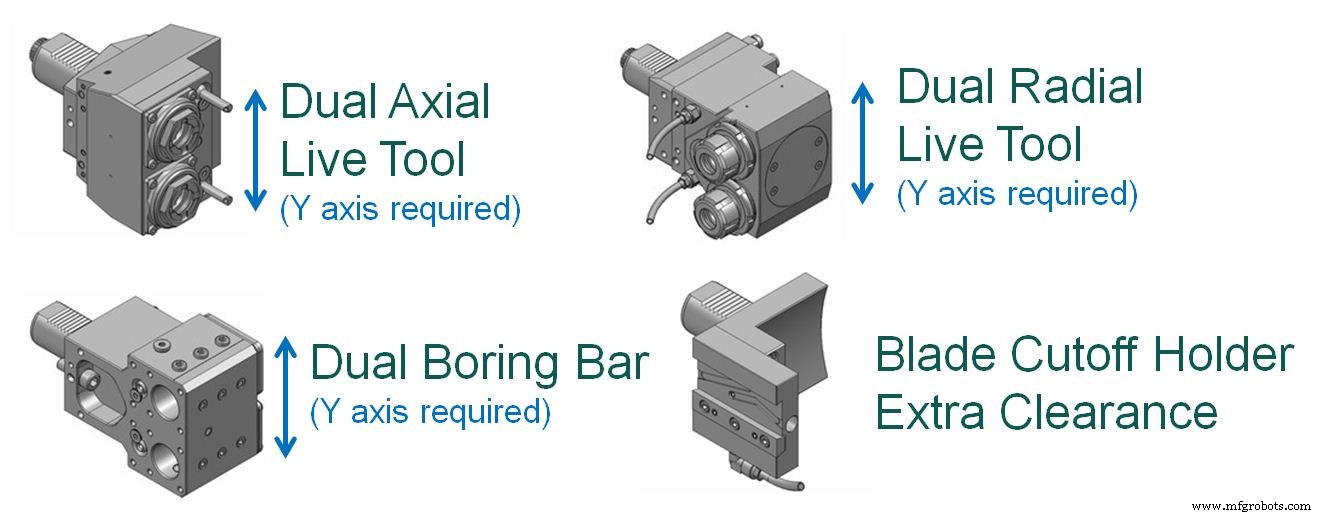
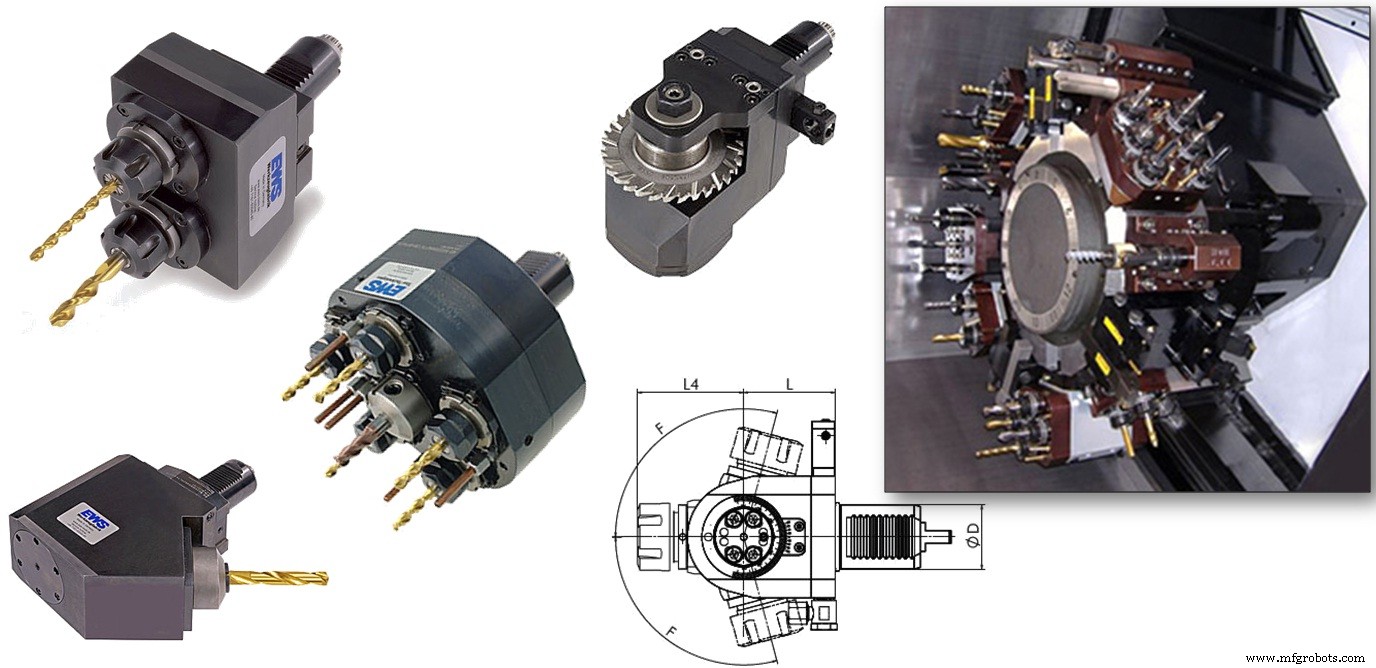
Kreative Werkzeughalter und -optionen können nicht nur dazu beitragen, die Herausforderung begrenzter Revolverstationen zu lösen, sie können auch verwendet werden, um viele andere Werkzeuganforderungen zu erfüllen, wie z (Polygondrehung) extrem schnell.
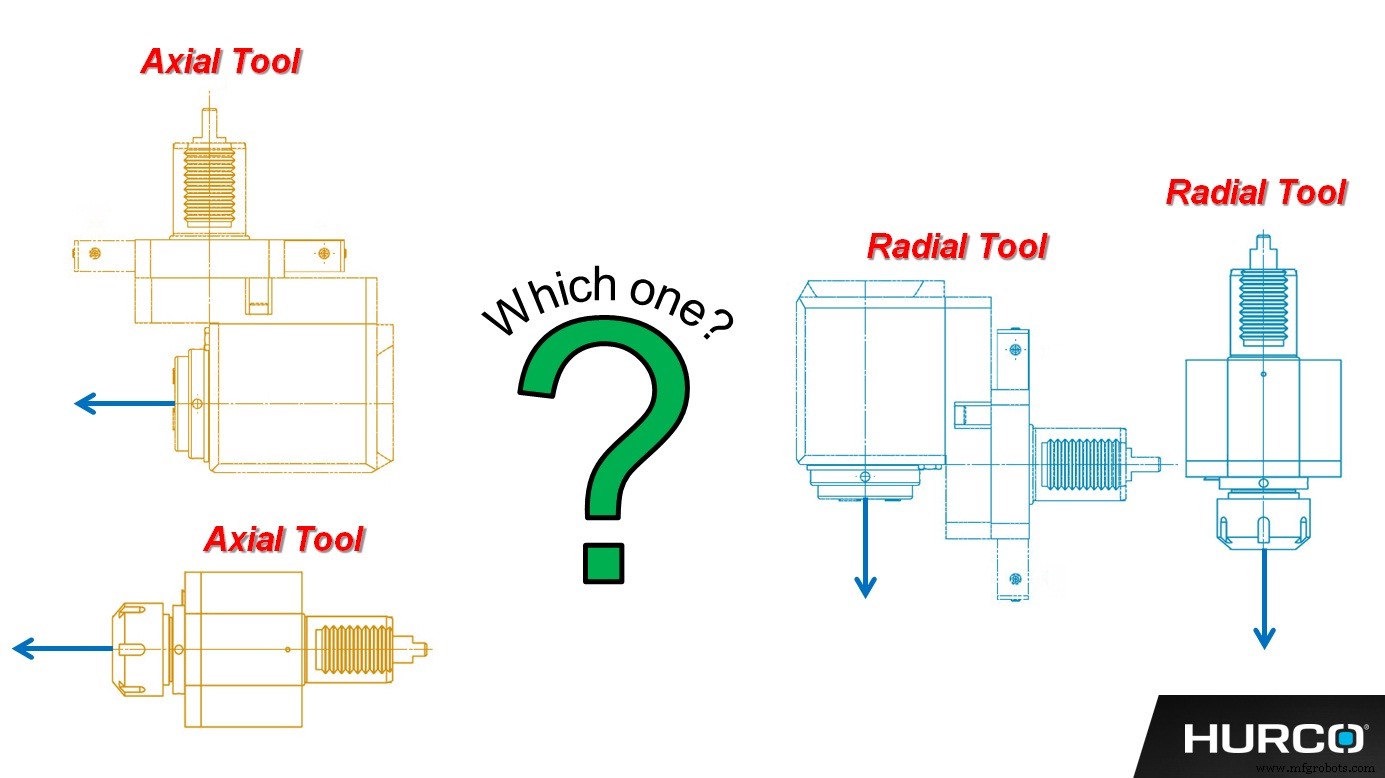
Jetzt müssen wir die Werkzeughalterorientierungen diskutieren … radiale Werkzeuge im Vergleich zu axialen Werkzeugen. Obwohl die Branche in Bezug auf die Beschreibung des eigentlichen Werkzeughalterkörpers ziemlich konsistent ist, beginnt die Verwirrung, wenn wir beginnen, die Programmierung dieser Werkzeuge zu diskutieren und wie sie tatsächlich im Revolver montiert werden. Wenn Sie es mit Werkzeugherstellern (wie Benz oder Eppinger) zu tun haben, gelten grundsätzlich alle rechtwinkligen Werkzeughalter, die Sie kaufen, als Radialwerkzeuge, und alle geraden Halter sind Axialwerkzeuge - beim Programmieren ist dies jedoch nicht ganz so einfach . Da ich ein engagierter Hurco-Anhänger bin, werde ich darüber sprechen, wie wir mit diesem Rätsel umgehen. aber jeder Erbauer und Programmierer (insbesondere beim Programmieren im Dialog) muss es auf irgendeine Weise angehen.

Um die Herausforderung richtig zu verstehen, müssen Sie sich darüber im Klaren sein, dass es zwei übliche Arten gibt, wie die Werkzeuge im Revolver montiert werden – entweder direkt auf der Stirnseite des Revolvers oder um den Außenumfang des Revolvers herum. …ganz zu schweigen davon, dass es sogar zwei verschiedene Arten von Revolvermontagekonventionen gibt (VDI und BMT); aber das ist ein Thema für einen anderen Tag. Konzentrieren wir uns für unsere Zwecke auf den VDI-Typ (Bild oben).
Wenn Sie einen Werkzeughalter jeder Art in einen stirnseitig montierten Revolver (rechtwinklig und gerade) montieren würden, würde der gerade Halter in Richtung des Spannfutters zeigen und das rechtwinklige Werkzeug in Richtung der Mitte der Spindel – parallel zu die X-Achse. Wenn Sie sie jedoch beide in einem Revolver montieren, wo die Werkzeuge um den Umfang montiert sind, haben Sie genau die entgegengesetzte Bedingung.
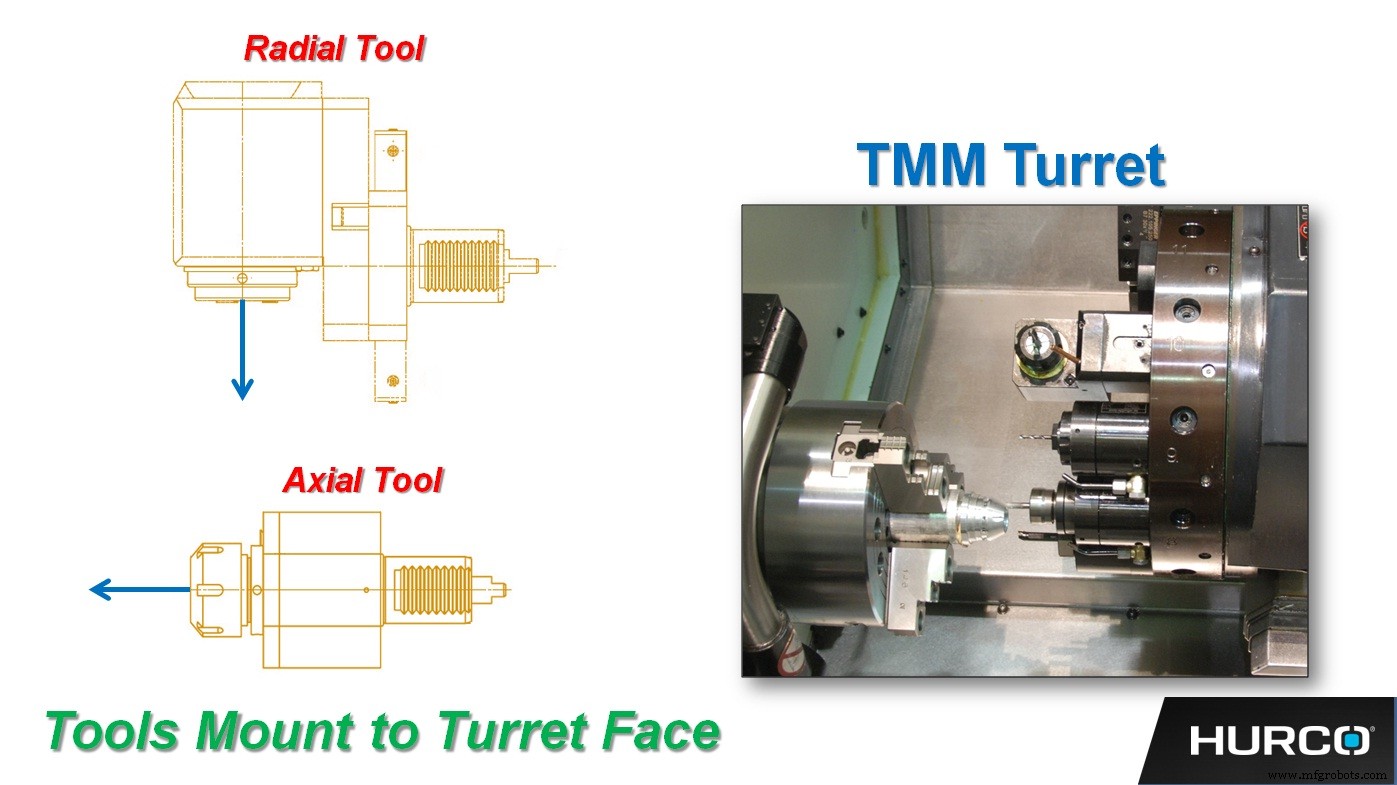
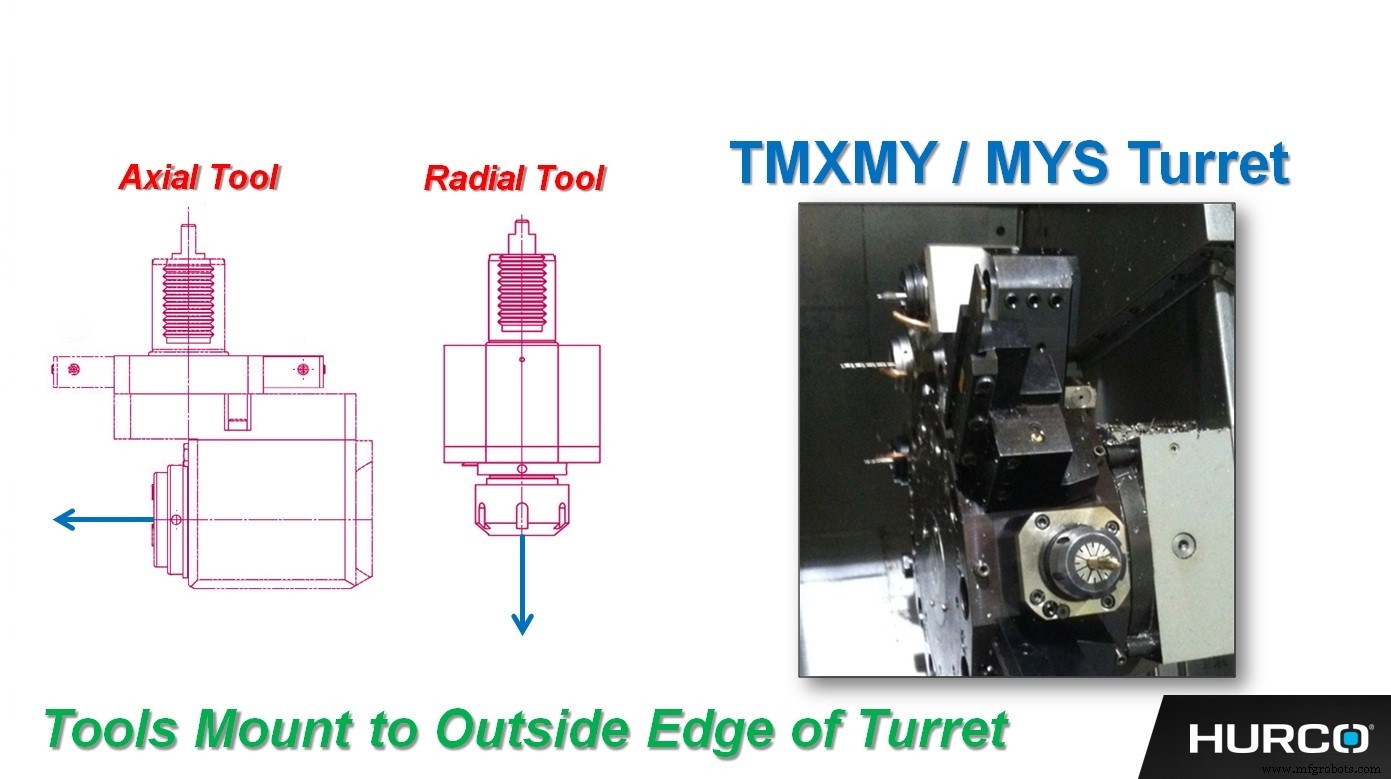
Um angetriebene Werkzeuge in der Hurco-Steuerung zu programmieren, müssen wir den Unterschied zwischen einem radialen Werkzeug und einem axialen Werkzeug standardisieren. Wir haben uns entschieden, die Richtung zu verwenden, in die die Werkzeugspitze zeigt … unabhängig davon, in welcher Art von Halter sie montiert ist und an welcher Art von Revolverkopf sie befestigt ist. Wenn die Werkzeugspitze entlang der Z-Achse liegt, nennen wir es ein „axiales Werkzeug“, und wenn die Werkzeugspitze entlang der X-Achse liegt (die den Radius des Teils steuert), dann nennen wir es ein „radiales Werkzeug“. Sobald Sie diese Standardisierung der Tooltip-Orientierung verstanden haben, wird das Programmieren von Live-Tools, insbesondere mit der Hurco Conversational-Steuerung, zum Kinderspiel!
CNC-Maschine
- CNC-Fräsen verstehen
- Was ist ein Maschinist?
- Druckguss verstehen
- Live-Tool Drehzentrum für flexible Linienplanung
- Die Präzision und den Prozess der Laserschneidtechnologie verstehen
- Die Nuancen von Mill Turn und Turn Mill:Schauen Sie genauer hin!
- Was macht Dreh-Fräsmaschinen rentabel?
- Dreh-Fräsmaschinen sind Kraftpakete der Produktivität
- Warum sich mit einer CNC-Fräsdrehung beschäftigen?
- Wie funktionieren Fräsdrehzentren?