


So erhöhen Sie die Bearbeitungsgeschwindigkeit von Titan
Gepostet am 19.10.2020, | Von Candy, WayKen Rapid Manufacturing
Titan wurde aufgrund seiner Eigenschaften lange übersehen. Jüngste Entwicklungen in der Metallurgie und Fertigungstechnologie haben jedoch eine neue Sicht auf das Material eröffnet. Derzeit ist Titan wegen seines hervorragenden Verhältnisses von Gewicht zu Festigkeit (dreimal besser als Stahl), seiner Korrosionsbeständigkeit, Kompatibilität mit menschlichem Gewebe und seiner hervorragenden Leistung bei hohen Temperaturen begehrt. Titanteile für die Luft- und Raumfahrt sind besonders beliebt, weil sie leicht und stark sind. Es gibt jedoch viele Probleme bei der Titanbearbeitung.
Die gängigsten Titanlegierungen

Es gibt eine Reihe von Elementen, die Titan hinzugefügt werden, um seine Leistungsfähigkeit zu erhöhen. Titan erfährt bei einer Temperatur von über 800 °C eine allotrope Umwandlung. Die Elemente, die die Temperatur der Titanverwendbarkeit verringern, werden Beta-Stabilisatoren genannt, und diejenigen, die sie erhöhen, werden Alpha-Stabilisatoren genannt. Je nach Gehalt der Stabilisatoren werden Titanlegierungen in 4 Gruppen eingeteilt.
- Unlegiertes Titan. Eigentlich nur Titan. Die unlegierte Version hat die beste Korrosionsbeständigkeit, aber eine geringe Festigkeit.
- Alpha-Legierungen. Alpha-Legierungen haben eine bessere Kriechfestigkeit, sodass sie für Hochtemperaturleistung verwendet werden.
- Alpha-Beta-Legierungen. Diese Gruppe ist aufgrund ihrer hervorragenden Eigenschaften am weitesten verbreitet. Alpha-Stabilisatoren erhöhen die Hitzebeständigkeit des Materials und Beta-Stabilisatoren erhöhen die Festigkeit der Legierung. Die gebräuchlichste Alpha-Beta-Legierung Ti-6Al-4V macht fast 50 % des gesamten Titanlegierungsmarktes aus.
- Beta-Legierungen. Diese Legierungen sind härter als alle vorherigen Gruppen, haben aber auch eine höhere Dichte.
7 Gründe, warum Titan schwer zu bearbeiten ist

Lassen Sie uns nicht tief in die Mechanik des Titanfräsens, Titandrehens oder Titanschleifens, den Werkzeugverschleiß und die Mechanik der Spanerzeugung eintauchen. Stattdessen finden Sie hier eine Zusammenfassung von 7 Punkten, warum die Bearbeitung von Titan so mühsam ist.
- Titan behält auch bei hohen Temperaturen seine hohe Festigkeit und seine Beständigkeit gegen plastische Verformung bleibt auch bei Schnittgeschwindigkeiten bestehen. Dies macht die Schnittkräfte im Vergleich zu jedem Stahl viel größer.
- Wenn sich der Span dann doch bildet, ist er sehr dünn und die Kontaktfläche zwischen Span und Werkzeug dreimal kleiner als bei Stahl. Dadurch muss die Spitze des Werkzeugs fast der gesamten Schnittkraft standhalten.
- Titanlegierungen haben einen hohen Reibungskoeffizienten zu den Schneidwerkzeugmaterialien. Dadurch erhöhen sich die Schnitttemperatur und die Kräfte.
- Bei einer Temperatur von über 500 Grad Celsius reagiert Titan chemisch mit den meisten Werkzeugmaterialien. Oh, und Titan neigt dazu, sich beim Schneiden selbst zu entzünden, wenn die Wärmeentwicklung zu hoch ist, daher ist die Verwendung von Kühlmittel beim Schneiden von Titanlegierungen ein absolutes Muss.
- Aufgrund einer geringen Kontaktfläche und der Dünnheit der Späne geht die gesamte Wärme während des Schneidvorgangs an das Werkzeug, was seine Lebensdauer erheblich verkürzt. Nur Hochdruckkühlmittel können mit der Hitzeentwicklung mithalten.
- Titanlegierungen haben einen sehr niedrigen Elastizitätsmodul. Dies kann zu zusätzlichen Vibrationen, Werkzeugrattern und Durchbiegung führen.
- Bei niedrigen Schnittgeschwindigkeiten kann das Material an der Schneidkante haften bleiben und ist extrem schlecht für die Oberflächengüte.
Wie Sie sehen können, gibt es also eine ganze Reihe erheblicher Probleme. Fertigungsingenieure auf der ganzen Welt haben sich jedoch viele Strategien ausgedacht, um die Bearbeitungsgeschwindigkeiten von Titan zu erhöhen.

Erhöhung der Titan-Bearbeitungsgeschwindigkeiten mit Schneidwerkzeugen
Die Wahl des Schneidwerkzeugs ist der erste Schritt zu einem erfolgreichen CNC-Bearbeitungsprozess für Aluminium und Titan. Die Hauptsache bei der Auswahl ist das Material. Im Laufe der Jahre hat sich eine Reihe harter Legierungen als gut zum Schneiden von Titan erwiesen. Um Titanteile gut bearbeiten zu können, müssen die Werkzeuge eine Reihe von Eigenschaften aufweisen.
- Die Werkzeuge müssen bei hohen Temperaturen hart sein.
- Sie müssen eine hohe Chatterresistenz aufweisen.
- Sie müssen hohe Ermüdungseigenschaften aufweisen, da die CIP-Erzeugung mit Titan ein zyklischer Prozess ist.
- Sie müssen gegenüber heißem Titan chemisch neutral sein.
- Sie müssen eine hohe Festigkeit haben.
- Sie müssen eine gute Wärmeleitfähigkeit haben, um die langsame Titanrate zu kompensieren.
Die am besten geeigneten Werkzeugwerkstoffe, die alle oben genannten Eigenschaften aufweisen, sind die WC/Co-Legierungen. Eine weitere mögliche Lösung sind die Schnellarbeitsstähle, da sie sehr widerstandsfähig gegen Ausbrüche sind. Diamantwerkzeuge haben auch eine gute Leistung gegen Titanverschleiß gezeigt. Unsere Tipps zur Diamantbearbeitung finden Sie hier.
Hochgeschwindigkeits-Titanbearbeitungstechniken
Eine weitere praktikable Möglichkeit, die Leistung der Titanbearbeitung zu steigern, ist die Anwendung spezieller Titanbearbeitungsstrategien. Unsere Titanbearbeitungsdienste sind sehr gut darin geworden, die richtigen Schnittparameter auszuwählen, um die Zeit der Titanbearbeitung auf ein Minimum zu reduzieren. Abgesehen von der Parameteroptimierung gibt es jedoch einige unkonventionelle Bearbeitungsstrategien, die die Schnittgeschwindigkeiten von Titan erheblich erhöhen können.
Leisten-Tools
Diese Tools wurden von der Firma General Electric entwickelt. Sie verwenden Werkzeuge, die eine dünne hervorstehende Kante haben. Anstelle des gesamten Werkzeugs schneidet nur diese dünne Leiste das Titan. Da der Span auch sehr dünn ist, gibt es aber keinen Unterschied, die Leiste nutzt sich langsamer ab und lässt sich leichter schärfen. Die Flanke der Leiste verschleißt schnell und bleibt dann während des Verschleißes der restlichen Leiste konstant, was bei konstanten Flanken langsamer geschieht.
Dreheinsätze
Rotierende Wendeschneidplatten werden zum Drehen von Titan verwendet. Bisher waren sie aufgrund mangelnder Präzision bei der Konstruktion von Werkzeugmaschinen nicht möglich. Der Stand der Herstellungstechnologie macht jedoch seinen Einsatz jetzt möglich. Das Hauptprinzip besteht darin, dass der Werkzeugeinsatz eine runde Form hat und sich um die Vorrichtung dreht, während das Werkzeug das Material schneidet. Auf diese Weise ist die Wärmeübertragung viel schneller und das Werkzeug heizt sich nicht so stark auf. So können Schnittgeschwindigkeiten erhöht werden.
Ultraschallunterstützte Metallentfernung
Das Hinzufügen von Ultraschallvibration zum Schneidwerkzeug erleichtert tatsächlich die Spanbildung. Titanspäne haben eine sehr schlechte Elastizität, die durch die Verformungshärtung verschlechtert wird, wenn die Schneidkante beginnt, das Material zu schneiden. Ultraschallwellen fördern Spanbruch statt Verformung, was sich positiv auf die Standzeit, die Oberflächengüte und die Eigenschaften des Werkzeugs auswirkt, Materialablagerungen an der Schneidkante verhindert und dem Maschinisten ermöglicht, die Schnittgeschwindigkeit zu erhöhen.
Möchten Sie mehr erfahren?
Die Auswahl der richtigen Bearbeitungsspitzen und Rohmaterialien für Ihr nächstes Rapid Prototyping ist wirklich ein wichtiger Teil, wenn Sie die Leistung erwarten. Bei WayKen stehen wir Ihnen gerne für weitere professionelle Beratung zur Verfügung. Bitte kontaktieren Sie uns:info@waykenrm.com oder laden Sie dort Ihre CAD-Datei hoch.
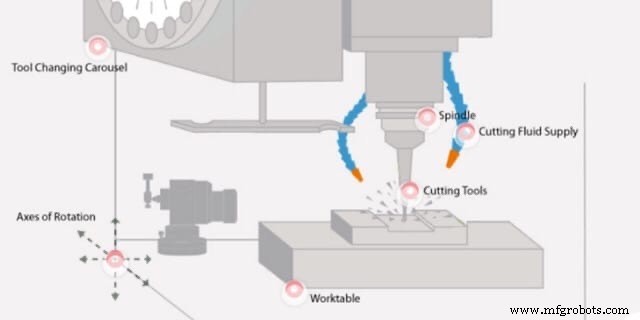
CNC-Maschine
- Verwendung von Titanlegierungen in Zivilflugzeugen
- Anwendung von Titanlegierungen auf Schiffen
- Anodisierungsprozess von Titan und seinen Legierungen
- Wie wird Titan heute verwendet?
- Wie man die Innovationsgeschwindigkeit durch besseres Konstruktionsdesign erhöht
- Wissen, wie man die Effizienz der CNC-Bearbeitung maximiert
- Wissen, wie präzise CNC-Bearbeitung zur Produktivität beiträgt
- So steigern Sie die Effizienz des Luftkompressors
- So senken Sie die CNC-Bearbeitungskosten
- So maximieren Sie die Rentabilität in der Hochpräzisionsbearbeitung