


Sinumerik 840D Tool Data Systemvariable $TC_DP

Sinumerik 840D Werkzeugdaten
In diesem Beitrag geht es um Siemens Sinumerik 840D Tool Data System Variable $TC_DP1, $TC_DP2 … $TC_DP22.
Werkzeugdaten $TC_DPx Systemvariablen für Sinumerik 840D
Die Werkzeugdaten-Systemvariable für Sinumerik 840D gibt dem CNC-Programmierer viel Leistung und Flexibilität, Werkzeugdaten-Systemvariablen können auf vielfältige Weise auf der Sinumerik 840D CNC-Steuerung verwendet werden, einige sind unten aufgeführt
- Abruf von Werkzeugdaten (Zugriff auf Werkzeugdaten möglich)
- Werkzeugdatenaktualisierung (Werkzeugdaten können aktualisiert werden)
Was sind Sinumerik 840D Werkzeugdaten?
Alle werkzeugbezogenen Daten (wie Werkzeuglänge, Werkzeugspitzenradius usw.) werden als Werkzeugdaten bezeichnet. Oder Sie können einfach sagen, dass Werkzeugabmessungen oder Werkzeuggeometrie oder Werkzeugversatz auf der CNC-Steuerung Sinumerik 840D Werkzeugdaten genannt werden.
Sinumerik 840D Werkzeugdaten
Hier werden einige Systemvariablen der Werkzeugdaten der Sinumerik 840D erklärt,
$TC_DP1 :Werkzeugtyp.
$TC_DP2 :Werkzeugspitzenposition 1…9
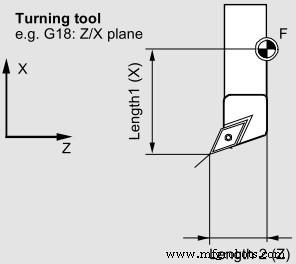
$TC_DP3 :Werkzeuglänge1, Werkzeughöhe(X).
$TC_DP4 :Werkzeuglänge2, Werkzeugbreite (Z).
$TC_DP6 :Werkzeugspitzenradius.
$TC_DP12 :Verschleißlänge1.
$TC_DP13 :Verschleißlänge2.
Sinumerik 840D Werkzeugdaten $TC_DP Systemvariablenverwendung
Sie möchten einige Daten für ein bestimmtes Werkzeug ändern, dann müssen Sie dieser Systemvariable Werte zuweisen, damit sie die richtigen Werkzeugdaten abrufen oder aktualisieren kann.
Die Anforderungen sind wie unter
T-Nummer Werkzeugnummer (dies ist die Werkzeugstationsnummer)
D-Nummer Nummer der Werkzeugschneide oder Versatznummer.
$TC_DP1[ T , D ]
Sinumerik 840D Werkzeugdaten $TC_DP Systemvariablenverwendung im CNC-Programmierbeispiel
N10 $TC_DP3[5, 1] = 90
Im obigen CNC-Programmierbeispiel stellen wir die Werkzeuglänge1 für das Werkzeug ein, das sich an der Werkzeugstation Nummer 5 befindet und dessen Werkzeug-D-Nummer 1 ist.
Jetzt hat das Werkzeug Nummer 5 mit der D-Nummer 1 seine Werkzeuglänge1 auf 90 gesetzt.
Sinumerik 840D Werkzeugdaten $TC_DP Systemvariablenverwendung im CNC-Programmierbeispiel mit R-Parametern
N10 $TC_DP1[R40, R41] = R30
In der obigen CNC-Programmierung stelle ich den Werkzeugtyp für ein Werkzeug ein, dessen Werkzeugnummer in R40 und die Werkzeug-D-Nummer in R41 angegeben ist, und wir stellen den Werkzeugtyp ein, der bereits in R30 angegeben ist.
Sinumerik 840D Werkzeugdaten $TC_DP Systemvariablenverwendung in CNC-Programmierbeispiel zum Abrufen von Werkzeugdaten
N10 R10 = $TC_DP4[7, 1]
Im obigen CNC-Programmierbeispiel rufe ich Tool Length2 in R10 für das Tool Nummer 7 mit D-Nummer 1 ab.
CNC-Maschine
- C#-Variablen und (primitive) Datentypen
- Ist Ihr System bereit für IoT?
- C-Variable, Datentypen, Konstanten
- Einführung des SIEMENS 808D-Steuerungssystems für CNC-Router
- Wie das IoT das Fahrzeugortungssystem unterstützt?
- Externe Eingabe für programmierte Werte
- Tipps zur Benennung von Sinumerik 840D-Systemvariablen
- SINUMERIK 840D-Programmierung WHILE-Schleifenverwendung
- Sinumerik 840D-Systemvariable $AA_IM für die aktuelle Position der Achse
- Sinumerik 840D CNC-Programmierung