


Beseitigen Sie PVC-Kantenbandfehler durch fachmännische Maschinenoptimierung
Beim Betrieb einer Kantenanleimmaschine können zwei der häufigsten Qualitätsprobleme – abblätternde Kanten und dicke Leimlinien – schnell die Integrität der fertigen Produkte beeinträchtigen. Diese Fehler entstehen typischerweise, wenn die Maschineneinstellungen nicht mit den Eigenschaften des Klebstoffs übereinstimmen. Dieser Leitfaden erklärt fünf häufige Klebeprobleme, vergleicht EVA- und PUR-Klebstoffe und bietet umsetzbare Maschinenoptimierungslösungen zur Wiederherstellung einer einwandfreien Kantenanleimung.
1. EVA vs. PUR Kantenanleimkleber
Schmelzklebstoffe sind das Rückgrat der PVC-Kantenbänderung. EVA (Ethylen-Vinylacetat) und PUR (Polyurethan) sind die in der Branche am häufigsten verwendeten Optionen.

Nachfolgend finden Sie einen kurzen Vergleich der wichtigsten Attribute:
Funktion EVA-Kleber PUR-Kleber Was ist besser? Klebkraft GutSehr starkPURHitzebeständigkeit MittelHochPURFeuchtigkeitsbeständigkeit MediumHighPURSichtbarkeit der Klebelinie Besser sichtbarMinimale PUR-Kosten (keine Klebefuge). Geringere höhere EVAReparaturfähigkeit Physikalische Kühlung; umschmelzbarChemische Aushärtung; irreversibleEVAMaschinenanforderung StandardmaschinenPUR-KantenanleimmaschineEVAAnwendung Standardmöbel (Schränke, Kleiderschränke), MassenproduktionHochwertige Möbel (Küchen, Badezimmer), feuchte/heiße KlimazonenAbhängig vom Anwendungsfall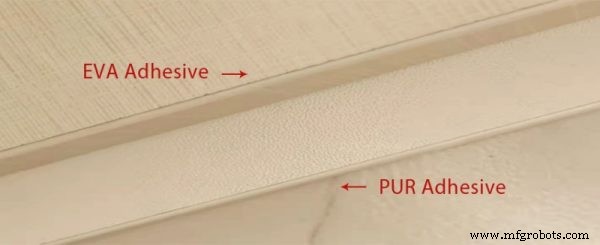
2. Fünf häufige Kleberprobleme und Maschinenlösungen
Abblätternde Kanten, sichtbare Klebefugen, schwache Bindungen, hitzebedingte Delaminierung und Feuchtigkeitsschäden sind alles Anzeichen für falsche Maschineneinstellungen oder falsche Klebstoffauswahl. In den folgenden Abschnitten werden die einzelnen Probleme, ihre Grundursache und die Art und Weise, wie sie durch präzise Maschineneinstellungen behoben werden können, erläutert.
2.1 Kantenanleimung löst sich ab
Warum es passiert: Eine schwache Klebeverbindung, verursacht durch unzureichende Temperatur oder verschmutzte Platten.
Maschinenkorrekturen:
- Klebertopftemperatur stabilisieren: Bewahren Sie EVA bei 170–200 °C oder PUR bei 110–130 °C auf. Gleichmäßige Hitze sorgt für einen reibungslosen Fluss und eine gleichmäßige Verteilung.
- Panelkanten reinigen: Verwenden Sie Staubbläser oder einen Vorfräser, um eine ebene, staubfreie Oberfläche freizulegen. Reststaub oder Feuchtigkeit schwächen die Haftung.
- Feuchtigkeit im Bedienfeld: Aktivieren Sie die Vorheizeinheit, um die Oberflächenfeuchtigkeit vor dem Kleben zu trocknen.
2.2 Sichtbare Klebelinien
Warum es passiert: Übermäßiger Auftrag oder ungleichmäßiger Walzendruck, besonders auffällig bei hellen oder hochglänzenden Platten.
Maschinenkorrekturen:
- Leimstärke reduzieren: Zielen Sie auf 80–120 g/m² für EVA oder 60–90 g/m² für PUR. Eine ausreichende Abdeckung ohne Überschuss verhindert Hautbildung und Abfall.
- Rollendruck anpassen: Kalibrieren Sie auf 4–6 bar (EVA) oder 5–7 bar (PUR), um überschüssigen Klebstoff zu entfernen und gleichzeitig den vollständigen Kontakt aufrechtzuerhalten.
- Fokus auf gut sichtbare Panels: Achten Sie besonders auf helle Platten, bei denen die Leimfugen hervorstechen.

2.3 Schlechte Haftfestigkeit und schlechte Vorhärtung
Warum es passiert: Durch langsame Vorschubgeschwindigkeiten kann der Schmelzkleber vor dem Kontakt abkühlen und aushärten.
Maschinenkorrekturen:
- Fördergeschwindigkeit erhöhen: Lassen Sie den Kleber mit einer Geschwindigkeit von 12–23 m/min laufen, damit der Kleber im optimalen Klebefenster bleibt.
- Umgebungstemperatur anpassen: Passen Sie die Fördergeschwindigkeit an die Werkstattbedingungen an, um ein vorzeitiges Aushärten zu verhindern.
2.4 Kantenablösung bei heißem Wetter
Warum EVA fehlschlägt: Erhöhte Temperaturen erweichen EVA, verringern die Haftfestigkeit und führen zum Abheben der PVC-Kanten.
Maschinenkorrekturen:
- Auf PUR-Kleber umsteigen: Die vernetzte Chemie von PUR hält hohen Sommertemperaturen stand.
- Verwenden Sie ein versiegeltes Schmelzsystem: Spezielle PUR-Kantenanleimmaschinen verhindern die Wechselwirkung der Luft mit Feuchtigkeit vor der Verarbeitung.
2.5 Wasserschäden und Schwellungen an den Rändern
Warum es passiert: Dicke oder poröse Leimschichten ermöglichen das Eindringen von Feuchtigkeit in das Holz und verursachen ein Aufquellen.
Maschinenkorrekturen:
- Verwenden Sie PUR für Küchen und Badezimmer: Die wasserdichte Barriere von PUR blockiert das Eindringen von Feuchtigkeit.
- Vorheizung aktivieren: Trocknen Sie die Plattenoberfläche vor dem Kleben ab, um eine stärkere Verbindung zu erzielen.
- Upgrade auf Dual-Glue-Pot-System: Mit Maschinen wie der automatischen PUR-Kantenanleimmaschine E-70JDSR können Sie bei Bedarf zwischen EVA und PUR wechseln.

3. Kurzreferenz:Parametertabelle und FAQs
3.1 Empfohlene Maschineneinstellungen
Die optimalen Werte variieren je nach Maschine, Plattentyp und Produktionszielen. Verwenden Sie die folgende Tabelle als Grundlage.
Maschineneinstellung Funktion EVA-Referenz PUR-Referenz Bedienertipp Klebertopftemperatur Steuert den Leimfluss170–200 °C110–130 °C (vorschmelzen)Halten Sie die Temperatur stabil; Große Schwankungen verschlechtern die Klebequalität.Kleberauftrag Steuert Abdeckung und Dicke:80–120 g/m², 60–90 g/m². PUR erfordert normalerweise eine dünnere Schicht für sauberere Kanten.Andruckrollendruck Sorgt für Kontakt4–6 bar5–7 barErhöhen Sie den Druck für dicke PVC- oder Hochglanzplatten.Vorschubgeschwindigkeit Steuert das Klebefenster12–23 m/min10–23 m/minPassen Sie die Geschwindigkeit an Klebstoff, Plattenmaterial und Kantendicke an.3.2 FAQ
Q1. Wie stelle ich den Leimwalzenspalt ein?
Beginnen Sie mit dem Standardspalt der Maschine und optimieren Sie ihn dann schrittweise, bis Sie eine vollständige Kantenabdeckung ohne übermäßiges Herausdrücken erreichen.
Q2. Welcher Kleber eignet sich für MDF-, PET- oder Acrylkanten?
MDF-Kanten: Verwenden Sie EVA für Standardmöbel; Stellen Sie in Küchen und Bädern auf PUR um, um Schwellungen vorzubeugen. PET- und Acrylkanten: Diese glatten Oberflächen erfordern PUR; Stellen Sie sicher, dass Ihre Maschine über eine flache Schabereinheit verfügt, um Glanzkratzer zu vermeiden.

Q3. Wie pflegt man ein PUR-System?
Im warmen Zustand mit einem verträglichen Reiniger abspülen, verhärtete Rückstände entfernen und Feuchtigkeit fernhalten. Regelmäßige Reinigung verhindert Verstopfungen.
Q4. Wie testet man die Haftfestigkeit?
Führen Sie einen 90°-Schältest oder Zugtest durch. Durch eine starke Bindung werden Holzfasern aus der Platte gezogen; Bleibt die Oberfläche sauber, ist die Verbindung fehlgeschlagen.
Q5. Beste Methoden für Kanten ohne Klebefuge?
Leimmenge, Temperatur, Walzendruck und Vorschubgeschwindigkeit aufeinander abstimmen. PUR ist ideal für fugenlose Kanten an hellen oder hochglänzenden Platten.
Q6. Warum heben sich PVC-Kanten bei heißen oder feuchten Bedingungen?
Hitze macht EVA weich, während Feuchtigkeit die Bindung schwächt. Wechseln Sie in solchen Umgebungen zu PUR, um eine bessere Haftung zu erzielen.
4. Fazit
Eine effektive PVC-Kantenanleimung hängt von der Auswahl des richtigen Klebstoffs, der Kalibrierung der Maschineneinstellungen und der Aufrechterhaltung sauberer Platten ab. Indem Sie Ihren Prozess an die Eigenschaften des Klebers und die Produktionsumgebung anpassen, können Sie Abblättern, sichtbare Kleberlinien und feuchtigkeitsbedingte Defekte vermeiden. Wenn Sie einen Übergang von EVA zu PUR erwägen, investieren Sie in eine Maschine mit stabiler Temperaturregelung und einem versiegelten Leimsystem für einen problemlosen Betrieb.
Lesen Sie weiter mit diesen empfohlenen Beiträgen:
- PVC vs. ABS-Kantenband – welches sollten Sie wählen?
- Wie Möbelfabriken Sperrholz effizient kanten
- 8 Möglichkeiten, mit einer Kantenanleimmaschine Geld zu verdienen
CNC-Maschine
- Premium 3015 Quarzstein-CNC-Bearbeitungszentrum – geliefert nach Minsk, Weißrussland
- Erstellen Sie einen erfolgreichen Lebenslauf als CNC-Maschinist:Bewährte Beispiele und Expertentipps
- 1325 ATC CNC 4x8 Holzbearbeitungsmaschine – Vertrauenswürdige Lieferung nach Australien
- Einstieg in die Welt des CNC-Plasmaschneidens - Teil 1
- Ein genauerer Blick auf verschiedene Präzisions-CNC-Bearbeitungsprozesse
- Messen der Werkzeuglänge im DSP A15-Griffsteuerungssystem:Schritt-für-Schritt-Anleitung
- ABS-Material:Ein Rapid Prototyping Guide
- Was eine 100-W-Laserreinigungsmaschine leisten kann
- Fräsen – Eine Kurzanleitung
- 8 wesentliche Kriterien für die Auswahl einer örtlichen Dieselmechanikerschule