


Herstellung von hochpräzisem Glas für NIR-Laser
Mit Erbium (Er) dotiertes Phosphatglas weist viele vorteilhafte Eigenschaften auf, was in den letzten Jahren zu einer erhöhten Nachfrage nach Er:Glas-Lasern für so weitreichende Anwendungen wie Laser-Entfernungsmessung, Langstreckenkommunikation, Dermatologie und laserinduzierte Durchschlagsspektroskopie geführt hat (LIBS). Erbium-Faserverstärker ermöglichen eine schnelle globale Kommunikation im transpazifischen Kabel zwischen Hongkong und Los Angeles, Er:Glass-Laser-Entfernungsmesser werden zunehmend in Verteidigungsanwendungen und Aufklärung eingesetzt, und Er:Glass-Ästhetiklaser gewinnen an Zugkraft zur Entfernung von Narben und sogar zur Behandlung von verursachtem Haarausfall durch androgenetische Alopezie.
Diese wachsenden Anwendungsbereiche erfordern hochpräzises Laserglas mit anspruchsvollen Maßtoleranzen und Hochleistungs-Laserbeschichtungen. Enge Toleranzen geben Systemintegratoren die Gewissheit, dass die Komponenten ohne zeitaufwändige Ausrichtung einfach in ihre Systeme eingesetzt werden können, aber diese Spezifikationen stellen eine Herausforderung für Laserglashersteller dar. Prozesskontrolle und ein Fokus auf Messtechnik sind für Laserglashersteller erforderlich, um die anspruchsvollen Komponenten zu entwickeln, die für den wachsenden Bereich der NIR-Laseroptik erforderlich sind.
Warum Erbium-dotiertes Glas?
In den letzten Jahrzehnten wurden bedeutende Fortschritte in der phosphatbasierten Lasertechnologie in Bezug auf verbesserte Ausgangsleistung, kürzere Pulsdauer, reduzierte Systemgröße und neue Betriebswellenlängen gemacht.[1] Er:Glaslaser emittieren üblicherweise bei augensicheren Wellenlängen von 1540 nm, 1550 nm oder 1570 nm, was bei der Entfernungsmessung und anderen Situationen, in denen Menschen den Strahlen ausgesetzt sein können, sehr vorteilhaft ist. Diese Wellenlängen profitieren von einer hohen Transmission durch die Atmosphäre. 1540 nm erfährt auch eine minimale Absorption durch Melanin, wodurch Er:Glas-Laser optimal für ästhetische Laseranwendungen bei Patienten mit dunklerer Hautfarbe sind.[2]
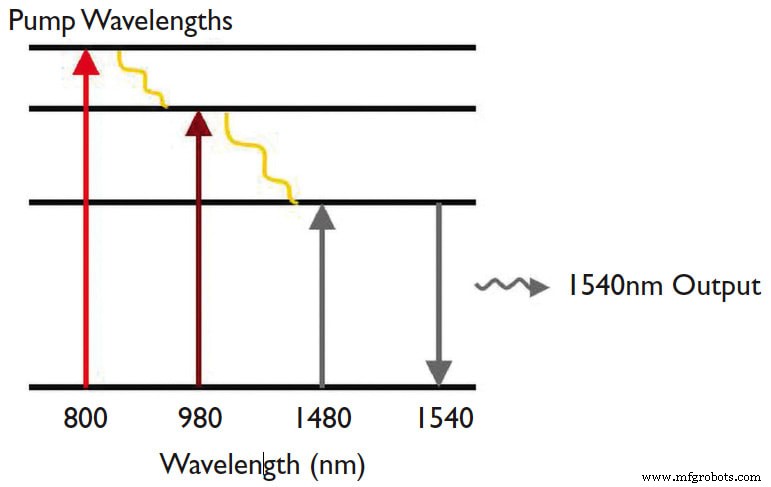
Phosphatglas erreicht hohe Transmissionen und kann mit Seltenerdatomen wie Erbium und Ytterbium dotiert werden, so dass es Besetzungsinversion und Laser erreichen kann, wenn es einer Pumpwellenlänge von 800 nm oder 980 nm ausgesetzt wird (Abbildung 1). Er:Glas könnte auch durch Photonen bei 1480 nm gepumpt werden, aber dies ist unerwünscht, da die Effizienz durch Pumpen und stimulierte Emission verringert werden könnte, die im gleichen Wellenlängen- und Energieband auftreten.[3] Phosphatgläser profitieren auch von chemischer Stabilität und hohen laserinduzierten Schädigungsschwellen (LIDTs), was Er:Glas und andere dotierte Phosphatgläser zu idealen Kandidaten für NIR-Laserverstärkungsmedien macht.[1]
Phosphatgläser haben eine höhere Löslichkeit für Seltenerdionen als Silikatgläser, die eine starrere Matrixstruktur aufweisen.[1] Allerdings sind sie schmalbandiger als Silikatgläser und leicht hygroskopisch, nehmen also mehr Feuchtigkeit aus der Luft auf. Daher sind sie in ihrer Bandbreite auf Anwendungen und Systeme beschränkt, bei denen sie durch Beschichtungen oder andere Optiken ausreichend vor Feuchtigkeit geschützt werden.
Enge Toleranzen und Prozesskontrolle
Viele der zuvor besprochenen Anwendungen, insbesondere die Laser-Entfernungsmessung für Verteidigungsanwendungen, erfordern häufig kleine Er:Glas-Komponenten mit extrem engen Maßtoleranzen. Diese fein polierten Platten aus Laserglas können dann ohne oder mit nur geringer Ausrichtung in Baugruppen eingesetzt werden. Sie können die Größe einer SIM-Karte erreichen und weisen oft keine Abschrägungen auf, weil sie so klein sind (Abbildung 2). Dies macht Kantenausbrüche wahrscheinlicher. Das Erreichen enger Parallelitäts- und Oberflächenqualitätsspezifikationen bei diesen kleinen Komponenten kann eine unglaubliche Herausforderung darstellen. Die freie Apertur oder der Teil der optischen Oberfläche, der alle Spezifikationen erfüllen muss, beträgt oft fast 100 %, sodass an den Rändern optischer Oberflächen wenig bis gar kein Spielraum für Fehler bleibt.

Warum sich also all diese Mühe machen? Frühere Lösungen umfassten häufig größere Unterbaugruppen aus mehreren Kristallkomponenten, die an einem Nd:YAG-Stab befestigt waren. Diese zusätzlichen Komponenten könnten Brewster-Platten, sättigbare Absorber für passives Q-Switching oder Frequenzumwandlungskristalle umfassen. Frequenzumwandlungskristalle sind in Entfernungsmessern oder anderen Open-Air-Anwendungen wichtig, da die Emissionswellenlänge von Neodym viel gefährlicher ist als Erbium und auf eine längere Wellenlänge verschoben werden muss, bevor sie sicher über große Entfernungen übertragen werden kann.
Entfernungsmesser-Anwendungen erfordern häufig Erschütterungen und Vibrationen, was das Zusammenfügen mehrerer Komponenten bei gleichzeitiger Erfüllung aller Spezifikationen erschwert. Der Wechsel von diesen alten Designs zu einem einzigen, polierten Stück Er:Glas, das die gleichen Aufgaben mit verschiedenen Beschichtungen erfüllt, reduziert die Größe und die Kosten des Systems. YAG-Kristalle werden oft im Brewster-Winkel verwendet, aber der gleiche Effekt kann durch die Verwendung von Beschichtungen erzielt werden. Da Er:Glasplatten sowieso beschichtet werden müssen, ist es vorteilhaft, diese Art der Beschichtung hinzuzufügen, um so viel Funktionalität wie möglich einzupacken und an anderer Stelle Kosten zu sparen.
Da Phosphatgläser leicht hygroskopisch sind, kann sich unbeschichtetes Er:Glas zersetzen, wenn es mehrere Tage im Freien gelassen wird. Die Oberflächenqualität muss vor der Beschichtung kontrolliert werden, um zu verhindern, dass Feuchtigkeit in das Glas eindringt. Beschichtungen, die auf den polierten Oberflächen der endgültigen Glasplatte abgeschieden werden, tragen dazu bei, sie vor dieser Verschlechterung zu schützen.
Übliche Spezifikationen für kleine, hochpräzise Er:Glasplatten sind eine Rechtwinkligkeit von <5 Bogenminuten für die Kanten, eine Rechtwinkligkeit von <10 Bogensekunden für die Enden und eine Oberflächenqualität von besser als 10-5 Scratch Dig. Diese anspruchsvollen Spezifikationen erfordern eine saubere Umgebung, streng kontrollierte Prozesse und eine minimierte Bearbeitungszeit.
Laserglas hat normalerweise nur zwei polierte Oberflächen an den Enden, während der Rest der Oberflächen geschliffen ist, aber einige der Seiten dieser Er:Glasplatten sind ebenfalls poliert und hochgradig toleriert, um die Ausrichtung zu vereinfachen. Die Wahl, welche Seiten zuerst poliert und beschichtet werden, welche Seiten vor oder nach dem Zerteilen zu polieren sind und wann einseitiges oder doppelseitiges Polieren verwendet wird, bestimmt Kosten und Ausbeute. Der Ertragsunterschied zwischen einem uninformierten Prozess und einem von einem erfahrenen Hersteller optimierten Prozess kann leicht den Faktor drei betragen.
Um die Bearbeitungszeit zu reduzieren und die Ausbeute zu verbessern, ist es optimal, die gesamte Fertigung und Beschichtung an einem einzigen Ort durchführen zu lassen. Jedes Mal, wenn das teilweise fertiggestellte Teil zwischen verschiedenen Standorten transportiert wird, steigt die Wahrscheinlichkeit einer Kontamination und Beschädigung stark an, zusammen mit zusätzlicher Wartezeit.
Mehrere High-LIDT-Beschichtungen
Eine Herausforderung bei der Herstellung kleiner Er:Glasplatten für die Entfernungsmessung und andere Präzisions-NIR-Anwendungen besteht darin, dass häufig mehrere Beschichtungen auf verschiedenen Facetten der Komponente abgeschieden werden. Dies ist aufgrund der erforderlichen Fixierung und des Schutzes makelloser unbeschichteter Oberflächen vor dem Beschichten schwierig. Es ist auch eine Herausforderung für Hersteller, Overspray oder Blow-by auf der Rückseite der Bramme zu vermeiden, die während der Beschichtung geschützt werden muss. Die Enden verfügen über Antireflexbeschichtungen (AR) mit hohen laserinduzierten Schadensschwellen (LIDTs). Die Kanten sind außerdem mit hohen LIDT-AR-Beschichtungen versehen, um den Pumpstrahl hereinzulassen. Die Pumpleistung ist immer höher als die der Emission. Einige vierseitige Platten haben sogar zusätzliche Beschichtungen für eingebaute Resonatorspiegel mit hohem Reflexionsvermögen, Wellenlängendiskriminierung und Pumplichtunterdrückung.
Metrologie:Was Sie nicht messen können, können Sie auch nicht herstellen
Fertigungspräzision und Prozesskontrolle sind nutzlos ohne die richtige Messtechnik, die benötigt wird, um wichtige Spezifikationen richtig zu messen und zu überprüfen. Laserinterferometer, wie z. B. ein ZYGO Verifire, werden häufig zur Messung der Ebenheit verwendet, aber wenn kleine Er:Glasplatten gemessen werden, beginnt die Rückseite aufgrund der anspruchsvollen Parallelitätsspezifikation die Messungen der Vorderseite zu stören. Bediener können dies umgehen, indem sie Vaseline oder eine andere Substanz auf die Rückseite auftragen, aber diese Oberfläche muss dann erneut gereinigt werden, und die Wahrscheinlichkeit einer Beschädigung der Komponenten steigt. Jüngste Fortschritte bei der Ebenheitsmessung eliminieren jedoch Effekte von der Rückseite und ermöglichen, dass Ebenheitsmessungen schneller und mit geringerer Wahrscheinlichkeit einer Beschädigung durchgeführt werden. Späne an den Kanten der Brammen können Bediener daran hindern, die Ebenheit genau zu messen, was die Prozesskontrolle während der Fertigung noch wichtiger macht. Rechtwinkligkeit und Keil werden normalerweise mit einem Autokollimator mit doppeltem Durchgang überprüft.
Der wachsende Anwendungsbereich für Er:Glas-Laser wird die Hersteller optischer Komponenten weiterhin dazu drängen, Lasergläser und -beschichtungen mit immer höherer Präzision herzustellen. Augensichere 1540-nm- und 1570-nm-Laseranwendungen tragen dazu bei, die Anwendung sicherer zu machen, das Vertrauen durch ästhetische Laserverfahren zu stärken und die Fernkommunikation zu verbessern. Der beste verfügbare Rat ist, dass Sie bei der Entwicklung eines NIR-Lasersystems Ihre spezifischen Anwendungsanforderungen mit Ihrem Komponentenlieferanten besprechen, um sich bei der nuancierten Auswahl des richtigen Laserglases und anderer Komponenten beraten zu lassen.
Dieser Artikel wurde von Cory Boone, Lead Technical Marketing Engineer, Edmund Optics (Barrington, NJ) und Mike Middleton, Operations Manager, Edmund Optics Florida (Oldsmar, FL) verfasst. Wenden Sie sich für weitere Informationen an Herrn Boone unter Diese E-Mail-Adresse ist vor Spambots geschützt! JavaScript muss aktiviert werden, damit sie angezeigt werden kann. oder besuchen Sie hier .
Referenzen
- Boetti, N., Pugliese, D., Ceci-Ginistrelli, E., Lousteau, J., Janner, D., &Milanese, D. ( 2017 ). Hochdotierte Phosphatglasfasern für kompakte Laser und Verstärker:Ein Überblick . Angewandte Wissenschaften, 7 (12), 1295-1314. doi:10.3390/app7121295
- Lupton, J. R., Williams, C. M., &Alster, T. S. (2002). Nichtablative Laser-Hauterneuerung mit einem 1540-nm-Erbiumglaslaser . Dermatologische Chirurgie, 28 (9), 833-835. doi:10.1097/00042728-200209000-00010
- Cox, C., Metz, C., &Taylor, R. (ohne Datum). Faserverstärker . The Fiber Optic Association, Inc. Abgerufen am 23. Dezember 2020.
Sensor
- Die Vorteile von Glasbetten für den 3D-Druck
- 5 Finishing-Tipps für das direkte Lasersintern von Metall
- iC-Haus:1.4/2.8 Miniatur-Treiber-iCs für Kurzpulslaser
- Voreingefärbte medizinische ABS-Compounds für die Lasermarkierung
- Laserausrichtung:4 Vorteile für Ihre Rotationsausrüstung
- 3 Gründe für die Wahl des Wasserstrahls zum Glasschneiden
- Monolithischer optischer parametrischer Oszillator für Laserspektrometer
- Laserdrucktechnologie für wasserdichte E-Textilien
- Amada Laserschneidemaschinen zu verkaufen
- Eine Einführung in Laser