


Benutzerdefinierte Gruppen zur Verbesserung der Funktion von Kugellagern
Es kommt eine Zeit, in der Ihr Direct Digital Manufacturing (DDM)-Projekt neben statischen Endverbrauchsteilen auch spezifische Funktionen umfasst. Eine Funktion kann die Verwendung von Kugellagern beinhalten, die in FDM-Teilen eingeschlossen sind.
Traditionell klingen und fühlen sich Kugellager glatt an, und wenn dieses Geräusch oder Gefühl fehlt, nehmen wir das Teil als beschädigt wahr. Wenn Kugellager an FDM- oder DDM-Teilen verwendet werden, ergibt das beim Drucken erzeugte Raster eine raue Oberfläche und der Eindruck, dass die Baugruppe beschädigt ist.
Die eigentliche Herausforderung besteht darin, ein Montagegehäuse aus Kugellagern in FDM so glatt und glatt zu machen, als wäre es bearbeitet, und dies ohne Nachbearbeitung.
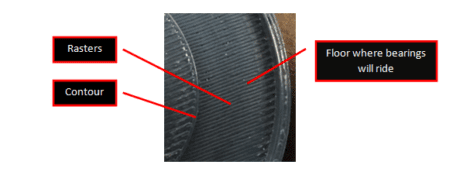
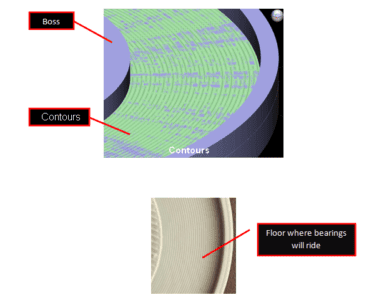
Der Boden, auf dem die Peilung reitet, hat Raster, die dem, was ich traditionellen Druck nenne, oder allgemein bekannt als Grüne Flagge innewohnen.
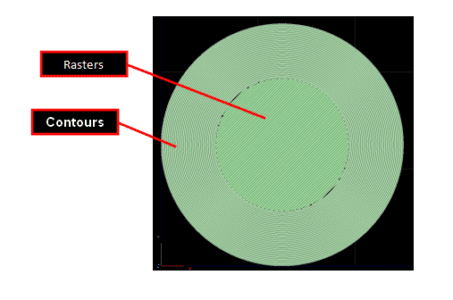
Die oben genannten Teile wurden digital auf einem Fortus 380mc in ASA hergestellt, und die STLs wurden in der Insight-Software verarbeitet, die erweiterte Bearbeitungsfunktionen wie benutzerdefinierte Gruppen ermöglicht. Benutzerdefinierte Gruppen bieten leistungsstarke Funktionen, mit denen die Bodenraster des Teils in Konturen umgewandelt werden, die eine glatte Oberfläche für die Kugellager schaffen. Hinweis:Konturen sind gedrucktes Material, das dem Umriss der Region folgt, während Raster das Innere von Kante zu Kante ausfüllen.
Auf benutzerdefinierte Gruppen kann über Werkzeugwege im Hauptmenü zugegriffen werden
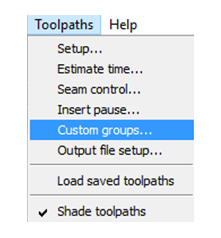
Wenn diese Option ausgewählt ist, wird das Menü für die benutzerdefinierte Gruppe auf der rechten Seite angezeigt.

Klicken Sie auf Neu und benennen Sie Gruppe1 in einen für Sie aussagekräftigen Namen um.

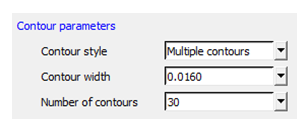
Unter Konturparameter habe ich den Konturstil von der Standardeinstellung "Einzelkontur" in "Mehrere Konturen" geändert. Ich habe die Konturbreite auf das Minimum eingestellt, das mein .010-Slice-Parameter zulässt. Schließlich setze ich die Anzahl der Konturen auf 30.
Wählen Sie als Nächstes den Layer oder eine Gruppe von Layern aus und klicken Sie auf Hinzufügen. Ihre Ebenen werden magentafarben und haben keinen Werkzeugweg. Klicken Sie unten rechts auf das Z-Symbol, um eine Vorschau des Werkzeugwegs anzuzeigen.
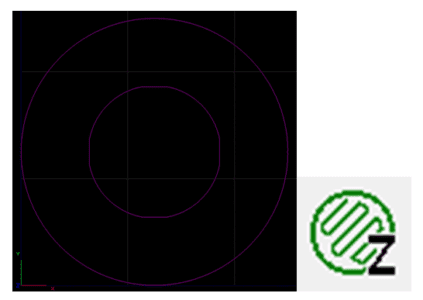
Wie Sie unten sehen können, gibt es einige Probleme, die durch das Design verursacht werden, das eine flache Innenfläche verwendet, um die Basis am Drehen zu hindern. In der Mitte des Bodens befindet sich ein Luftspalt, in dem sich das Lager bewegt, was ein leichtes Wackeln verursacht, und ein einzelnes Raster, das alle 90 Grad als Bremse wirkt.
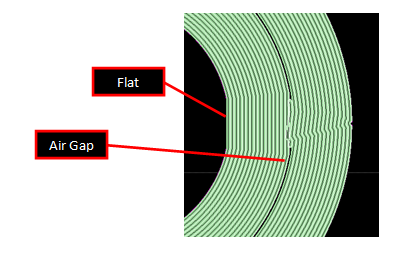
Ich habe zahlreiche Kombinationen der Einstellungen für Konturbreite und Anzahl der Konturen versucht, um die Probleme zu beheben. Ich blieb bei meinen Waffen, um die kleinste Konturbreite zu haben (in der Annahme, dass dies den glattesten Boden für Kugellager bieten würde), musste ich diesen Luftspalt entfernen.
Ein weiterer Faktor zur Überwindung der oben genannten Probleme ist die Einhaltung der traditionellen Wandstärke. Denken Sie daran, dass es sich um ein DDM-Teil handelt und die Regel der gleichmäßigen Wandstärke nicht gilt. Daher besteht die beste Lösung zur Lösung dieses Problems darin, Änderungen am CAD-Modell vorzunehmen, anstatt sie in Insight zu bearbeiten.
Nachdem Sie die Überarbeitung in SOLIDWORKS vorgenommen haben, weist der Layer ein solides Raster auf und ist bereit, eine neue benutzerdefinierte Gruppe anzuwenden. Ich werde die gewünschte Konturbreite beibehalten und die Anzahl der Konturen erhöhen.
Die Ergebnisse dieser Revisionen sind nun zufriedenstellend. Die Konturen sind für meine Zehntausendstel (.010) Extruderspitze minimal und ich werde eine sanftere und leisere Kugellagerrotation haben. Das Zentrum hat Raster, die in Ordnung sind, weil der Boss dort anfängt und es abdeckt.
Obwohl nicht so perfekt wie bearbeitete oder gegossene Teile, erwies sich unser bearbeiteter Kugellagerboden als erfolgreich. Der Klang wird stark verbessert; Der raue Klang, der von den Original-Rastern erzeugt wird, sollte die Kundenbedenken einer beschädigten Baugruppe befriedigen. Das Gefühl ist glatter; die Kugellager werden auf viel weniger Widerstand stoßen. Wenn Gewicht hinzugefügt wird, geben Sound, Feeling und Funktion diesem DDM-Projekt grünes Licht.
Ohne benutzerdefinierte Gruppen könnte dieser Teil des Produkts nie sein volles Potenzial erreichen. FDM-Teile würden im Bereich des „traditionellen“ Drucks oder der Verarbeitung bleiben. Einer der Vorteile von Insight Software besteht darin, dass wir uns nicht abrechnen müssen. Wir können es wagen, es besser zu machen. Es ist nicht perfekt, aber es ist ein Prozess, den wir erstellen und kontrollieren können.
Der Bereich DDM hat großes Potenzial mit großer Belohnung. Es gibt viel für uns zu lernen und zu verbessern. Kommt noch:Ich plane, diese Teile fertigzustellen und werde die Ergebnisse veröffentlichen, wenn sie fertig sind.
Tags:3D-Drucker, AMG, Kugellager, benutzerdefinierte Gruppen
3d Drucken
- Formlabs führt aktualisierte 3D-Packfunktion für alle Fuse 1-Kunden ein
- Benutzerdefinierte 3D-Druck-Kraftstoffeinspritz-Greifer für einen Pick-and-Place-Roboter
- Gruppen suchen nach allgemeinen Metriken für Wartung und Verfügbarkeit
- Tech Spotlight:Vorspannen von Kugellagern
- Top 5 Materialien für Kunststofflager auf Metalloberflächen
- Medizinisches TPE für preisgekrönten Therapieball
- Proto-Tech-Tipp:Griffe für Ihr individuelles Gehäuse
- Schubladenführungen für Ihr individuelles Rackmount-Gehäuse
- Individuelle Oberflächengütelehren für schwer zugängliche Stellen
- Warum sich Phenolkunststoff hervorragend für Lager eignet