


Ihre stärksten Teile mit Kohlefaser-3D-Druck – isotrope Füllung Teil 1
Update:Wenn Sie mehr darüber erfahren möchten, wie verschiedene Füllungen Ihren Part auf verschiedene Weise stärken können, und die Wissenschaft dahinter, besuchen Sie uns am 21. Juni um 11 Uhr EDT zu einem Webinar (hier anmelden)!
Anmerkung des Autors:Dies ist der erste von einem zweiteiligen Beitrag über die Verwendung des Isotropen Faser-Füllmusters von Eiger, um mit einem Mark Two extrem starke Teile herzustellen. In diesem Beitrag werden wir überprüfen, wie man sich mit einem Markforged-Drucker den hochfesten Layup-Mustern herkömmlicher Verbundwerkstoffe annähert. Im Folgebeitrag gehen wir darauf ein, wie Sie diese Strategien für maximale Festigkeit Ihrer verstärkten Teile einsetzen können. Wir werden in diesem Beitrag etwas technischer werden, als wir es normalerweise in unserem Blog tun, aber wir werden die Terminologie langsam durchgehen (wir haben ein kurzes Glossar der Composites-Terminologie hinzugefügt), und wir denken, Sie werden es schätzen ein tieferes Verständnis dafür, wie man effektiv für verbundstoffverstärkten, hochfesten 3D-Druck konstruiert.
Ein Composites-Hintergrund
Die kontinuierlichen Strangverbund-3D-Drucker von Markforged ermöglichen unseren Kunden, industrietaugliche 3D-gedruckte Teile herzustellen, die mit Verbundfasern verstärkt sind, um in einem hochautomatisierten 3D-Drucksystem ähnliche Eigenschaften wie quasi-isotrope Verbundlaminate zu erzeugen. Quasi-isotrope 3D-gedruckte Teile haben unterschiedliche Materialeigenschaften entlang verschiedener Achsen, und durch Variieren der Faserorientierung in unserer Eiger-Slicing-Software können Sie starke Teile entwerfen, die bestimmten Belastungsanwendungen widerstehen, denen das Teil ausgesetzt sein kann.

Die Eigenschaften des hochfesten isotropen Materials* machen die Konstruktion von Konstruktionsteilen einfach – wenn ein Material in allen Richtungen die gleichen Eigenschaften aufweist, dann ist die Herstellung eines Teils, das für eine beabsichtigte Anwendung stark genug ist, nichts anderes als eine Frage der Geometrie. Für den Fall, dass die Materialeigenschaften werden sich über verschiedene Achsen unterscheiden (wie es beim 3D-Druck der Fall ist), ist ein quasi-isotropes* Material die nächstbeste Option, da ein Festigkeitsunterschied entlang nur einer Achse berücksichtigt werden muss und es viel weniger Zeit benötigt und Konstruktionsarbeit zur Optimierung der Bauteilfestigkeit als bei einem vollständig anisotropen* Material. Eine ausführlichere Erörterung der Variationen der Materialeigenschaften finden Sie unten in der allgemeinen Terminologie für die Orientierung der Verbundwerkstoffeigenschaften. Beachten Sie, dass Markforged der Einfachheit halber und mit dem Verständnis, dass alle 3D-gedruckten Teile unterschiedliche Materialeigenschaften in der Z-Richtung (der Achse senkrecht zur Druckbettebene) aufweisen, das "Quasi-" von dem Quasi-Isotrop bei der Beschreibung unserer "Isotropen" weggelassen hat Fülltyp der Faser.
Glossar der zusammengesetzten Terminologie
- Isotrope Materialien — in allen Richtungen einheitliche Materialeigenschaften aufweisen, unabhängig von Material oder Beobachtungsausrichtung. Die meisten (aber nicht alle) Metalle haben in der Regel stark isotrope Eigenschaften.
- Anisotropie — ein Gesamtzustand mit richtungsabhängigen Eigenschaften. Ein als anisotrop charakterisiertes Material weist nicht die Eigenschaft auf, isotrop zu sein, aber eine solche allgemeine Klassifizierung bietet keine Informationen darüber, wie oder entlang welcher Achsen das Material richtungsabhängig ist. Das zuvor gezeigte lebende Scharnierteil ist ein großartiges Beispiel, da es Biegeelemente sowie steifere, Kevlar-verstärkte Bereiche enthält.
- Orthotrope Materialien — wie Holz, weisen Eigenschaften auf, die sich entlang dreier zueinander orthogonaler Achsen (im 90-Grad-Winkel zueinander) unterscheiden. Holz ist ein gutes Beispiel, weil es dazu neigt, leicht entlang der Maserungslinien zu spalten, aber in andere Richtungen schwer zu schneiden oder zu spalten ist.
- Quasi-isotrope Materialien — oft approximieren oder sind isotrope Materialien in zwei Achsen, haben aber unterschiedliche Eigenschaften in einer dritten Richtung. Dies ist eine genaue allgemeine Beschreibung von Markforged 3D-gedruckten Teilen, die das Verstärkungsmuster „Isotrope Faser“ enthalten, meist ohne Berücksichtigung der Werte, die in der unten beschriebenen Eigenschaft „Faserwinkel“ verwendet werden.
- Querisotrope Materialien — sind eine Untergruppe von quasi-isotropen Materialien und beziehen sich speziell auf Materialien, bei denen Isotropie in der Querebene eines Teils auftritt (denken Sie an einheitliche Eigenschaften in jeder Schicht — der XY-Ebene — eines 3D-gedruckten Teils), mit unterschiedlichen Materialeigenschaften entlang eine einzelne Achse (die Z-Achse in einem 3D-gedruckten Teil). Bei einem Markforged 3D-Drucker wird dies sehr genau angenähert, wenn das Füllmuster der isotropen Faser und die unten beschriebenen Standardwerte für die „Faserwinkel“ verwendet werden.
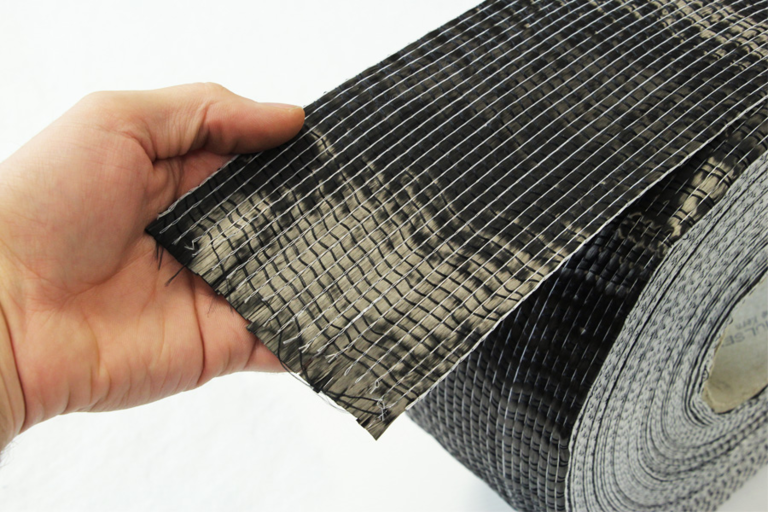
Herkömmliche duroplastische Verbundwerkstoffe (die meisten Verbraucheranwendungen von Kohlefasern verwenden diese Art von Verbundwerkstoffen) bestehen aus Dutzenden bis Tausenden von gestapelten Schichten von unidirektionalem Verbundmaterial (oft in Form von gewebtem Stoff oder unidirektionalem Band), die in einem Muster verschiedener Richtungen ausgerichtet sind; Konstrukteure von Verbundwerkstoffen verwenden eine Nomenklaturstruktur in Form eines „Orientierungscodes“, um eine vereinfachte Beschreibung dieser sich wiederholenden Muster bereitzustellen. Jede nachfolgende Schicht wird im Allgemeinen um einen gewissen Winkel (oft 45 Grad) relativ zur Schicht darunter gedreht, und da die Verbundfasern, aus denen das gewebte Tuch in jeder Schicht besteht, in ihrer Zugrichtung am stärksten sind, erzeugt das Drehen des Tuchs in jeder Schicht einen Teil mit a viel höhere multidirektionale Bauschfestigkeit und Steifigkeit, als wenn das Tuch auf jeder Lage in die gleiche Richtung gelegt worden wäre.
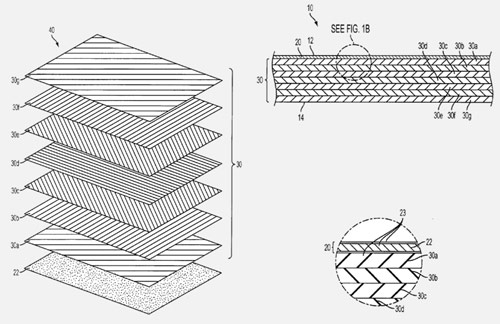
Eine großartige Einführung zu zusammengesetzten Orientierungscodes finden Sie in dieser Präsentation der US Naval Academy. Ein traditioneller Orientierungscode wird durch eine Reihe von Winkeln beschrieben, die durch eckige Klammern begrenzt und durch Schrägstriche getrennt sind, um die verschiedenen Winkel zu bezeichnen, die in einer bestimmten zusammengesetzten Layup-Strategie verwendet werden. Das standardmäßige Füllmuster der isotropen Faser von Eiger verwendet beispielsweise den Orientierungscode [0/45/90/135], was bedeutet, dass die erste Schicht der Faserverstärkung in einem unidirektionalen Muster in einem Winkel von 0 Grad von der Horizontalen gedruckt wird. Die zweite Faserschicht wird um 45 Grad von der Horizontalen weg gedreht, und diese Sequenz wird fortgesetzt, bis der Code abgeschlossen ist, an welchem Punkt das Muster von der Horizontalen neu beginnt. Eiger bietet unseren Kunden auch die Möglichkeit, komplett individuelle Orientierungscodes in beliebiger Wiederhollänge selbst zu entwickeln. Bemerkenswert ist, dass jede einzelne Schicht zwar ein hohes Maß an Anisotropie mit einer viel höheren Festigkeit in Richtung entlang der Länge der einzelnen Verbundfasern enthält, das Hinzufügen mehrerer Verbundschichten mit rotierender Richtung jedoch schnell die Festigkeit in mehrere Richtungen erhöht, was zu in einem Teil, das als Schüttgut isotrop ist.
Verbesserte Fähigkeiten
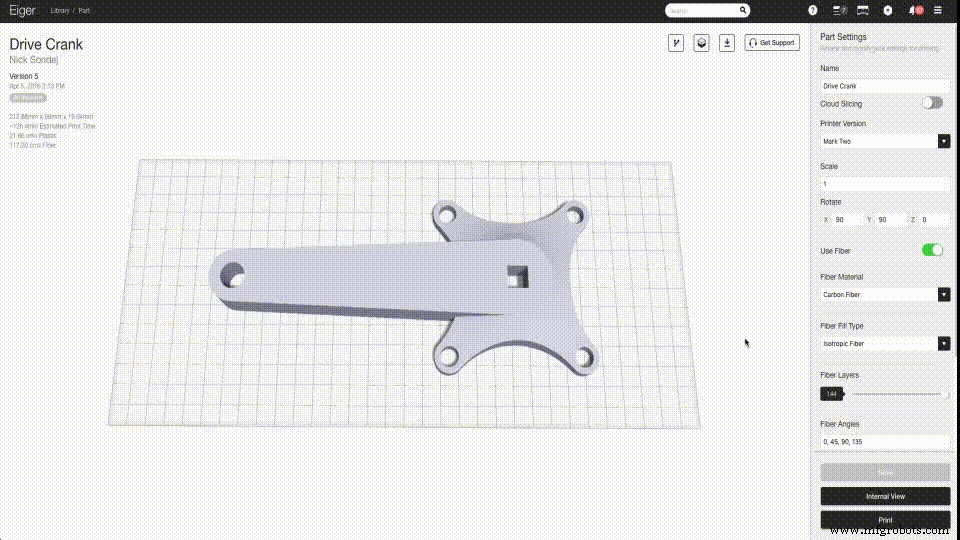
Der Mark Two 3D-Drucker wurde entwickelt, um robust hochfeste faserverstärkte Teile mit 15x kleineren Geometrien als der Mark One herzustellen. Füllungstyp Isotrope Faser.
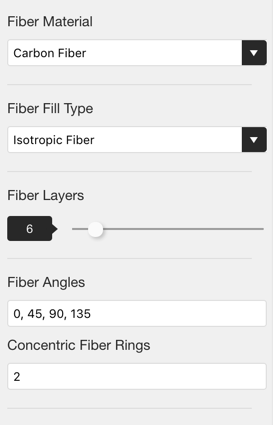
Sie werden in der Abbildung oben im externen Faserkonfigurationsfeld „Part View“ in Eiger feststellen, dass es ein Eingabefeld für „Faserwinkel“ gibt. Dies ist eine Darstellung des oben erwähnten Orientierungscodes und ist eine Möglichkeit, die hohen Schüttguteigenschaften eines faserverstärkten Teils in Eiger schnell zu kontrollieren. Der von Eiger verwendete Standardcode [0/45/90/135] erzeugt ein transversal isotropes Teil (siehe Terminologiekasten oben), wenn Sie jede Schicht des Teils mit der Füllung „Isotrope Faser“ verstärken. Um einen Orientierungscode in Eiger einzugeben, geben Sie einfach die Winkel der verschiedenen Faserorientierungen, die Sie in Ihrem Muster haben möchten, in das Feld "Faserwinkel" ein, getrennt durch Kommas wie im Bild oben.
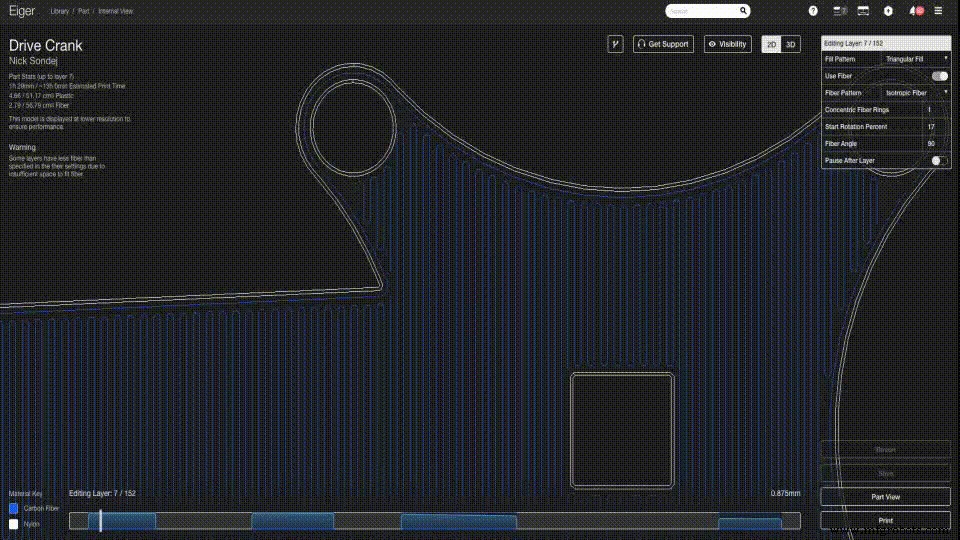
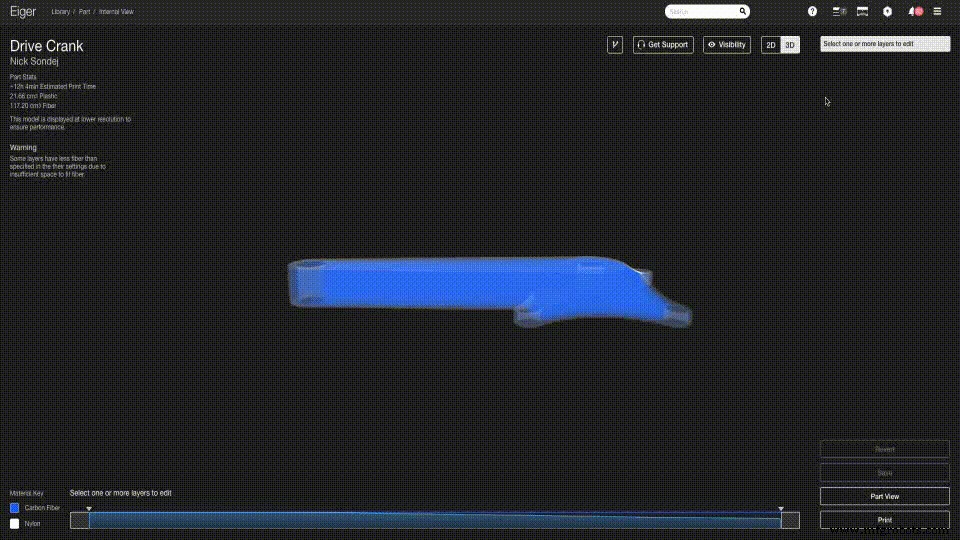
Die verbesserten Faserführungsalgorithmen ermöglichen es dem Mark Two auch, isotrope Faserfüllungen mit Markforged Kohlefaserfilamenten sowie unserem neuen High Strength, High Temperature (HSHT) Fiberglasfilament zu drucken – Optionen, die beim Mark One aufgrund technischer Einschränkungen nicht verfügbar waren. Der Algorithmus selbst wurde gegenüber seinem Mark One-Gegenstück aktualisiert. Wenn Sie Eigers 2D Internal View verwenden, um eine Ebene mit isotroper Faserfüllung anzuzeigen, die für Mark Two geschnitten wurde, werden Sie feststellen, dass der neue Algorithmus einen hybriden Fülltyp mit aktivierten konzentrischen Ringen ermöglicht die Außenseite des Teils und isotrope Füllung mit dem angegebenen Orientierungswinkel Füllung im inneren Bereich des Teils. Dies erzeugt ein Teil mit einer verbesserten äußeren Oberflächenbeschaffenheit, während im Inneren eine hohe Gesamtfestigkeit und Steifigkeit beibehalten wird. Mit dieser Strategie können die absolut stärksten Teile durch Kohlefaser-3D-Druck hergestellt werden.
Feinere Kontrolle für die stärksten Teile
Die Faserparameter Außenansicht eignen sich gut für eine schnelle Verstärkung, aber wenn Sie mehr Kontrolle über die Festigkeit Ihrer Teile benötigen, können Sie auch die Orientierungscodes bestimmter Schichtgruppen in der 3D-Innenansicht eines Teils in Eiger bearbeiten. Wählen Sie zunächst ein Teil aus Ihrer Eiger-Bibliothek aus und rufen Sie die Innenansicht auf, die Sie standardmäßig zur 3D-Ansicht bringt.
Wählen Sie in der internen 3D-Ansicht eine bereits vorhandene Faserschichtgruppe in der Schichtleiste aus, indem Sie darauf klicken.
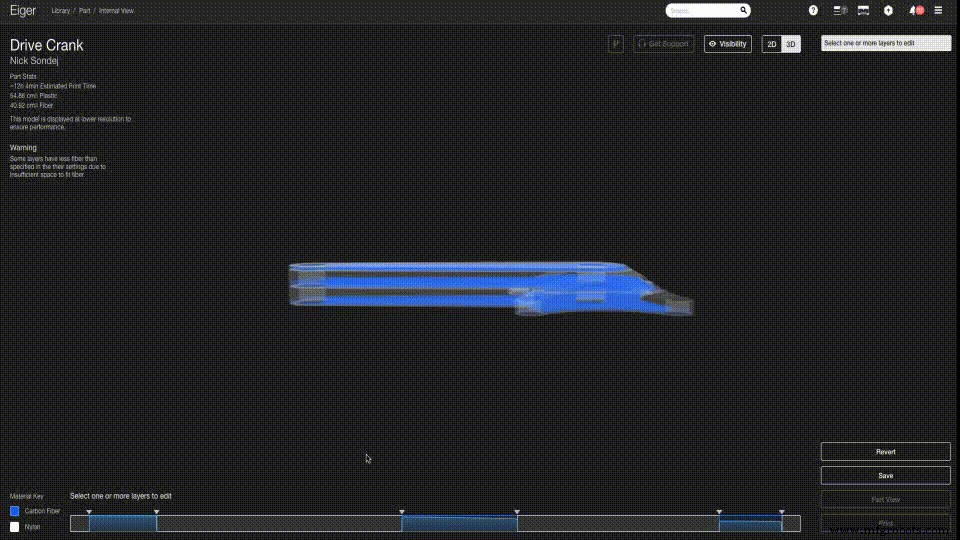
Um eine neue Gruppe zu erstellen, klicken Sie auf die Ebenenleiste am Anfangs- oder Endpunkt Ihrer gewünschten Gruppe und halten Sie die Maustaste gedrückt, während Sie über die gewünschten Ebenen der Gruppe ziehen. Klicken Sie dann einfach auf „Änderungen übernehmen“ im oberen rechten Ebenenkontrollfeld, um die neue Gruppe zu erstellen.
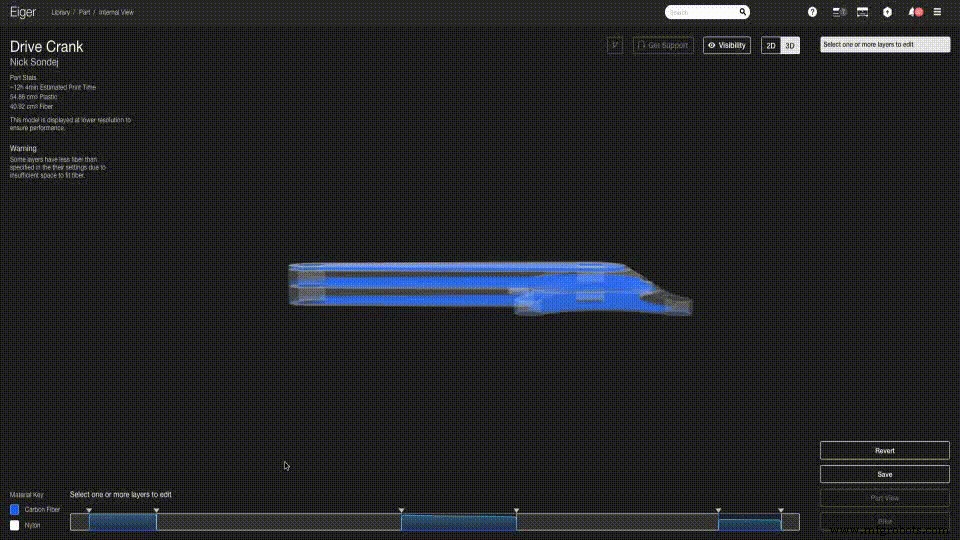
Wenn Sie mit den Layern, die Sie für die Gruppe ausgewählt haben, nicht zufrieden sind, können Sie jederzeit die dreieckigen Trennzeichen für Layergruppen ziehen, um die Größe des Layers zu ändern. Nachdem Sie eine definierte Ebenengruppe ausgewählt haben, die für die Verwendung von isotroper Faserfüllung konfiguriert ist, werden Sie feststellen, dass das Feld „Faserwinkel“ in der externen Bauteilansicht auch im Ebenensteuerungsfeld oben rechts sichtbar ist. Dieser Parameter ermöglicht Ihnen die gleiche Kontrolle über die Faserorientierungscodes wie in der externen Teileansicht, außer dass das Feld Faserwinkel im Editor für die interne 3D-Ansicht, anstatt den Orientierungscode global auf alle Fasern im gesamten Teil anzuwenden ermöglichen es Ihnen, den Ausrichtungscode nur für die ausgewählte Layergruppe zu ändern. Dies gibt Ihnen die Kontrolle, um die Platzierung hochfester Fasern an die spezifische Geometrie Ihres Teils anzupassen.
Und das war's auch schon – Eiger macht es unglaublich einfach, die verschiedenen Lagen der Faserverstärkung in einem Teil schnell zu konfigurieren!
Lesen Sie hier Teil 2 dieses Beitrags – wir zeigen Ihnen die besten Strategien zur Optimierung wo Sie sollten Faserverstärkung einsetzen, um die Festigkeit des Teils für eine möglichst effektive Fasernutzung zu maximieren!
Möchten Sie mehr erfahren? Fordern Sie noch heute eine Demo des Mark Two an!
3d Drucken
- Eine Einführung in den 3D-Druck mit Kunststoffen
- Ein farbenfrohes Endergebnis mit Ihrem nächsten FDM-Teil
- Ein Leitfaden zum 3D-Druck mit HPs Multi Jet Fusion
- 3D-Druck mit Harzen:Eine Einführung
- Metallteile leichter machen mit Metall-3D-Druck
- Ein Leitfaden zum 3D-Druck mit Titan
- Drucken der Sicherung 1 mit der Sicherung 1
- 3 erstaunliche Eigenschaften von Kohlefaser
- Die 3 wichtigsten Anwendungen für den 3D-Druck von Kohlefasern in der Fertigung
- 3D-Druck mit hochfestem Material – Kohlefaser-Nylon-Verbundstoff