


Ender 3 (Pro &V2) ABS-Einstellungen; Verhindern Sie Warping und mehr.
ABS ist eines der schwierigsten Materialien, um zu lernen, wie man auf einem Ender 3, Pro oder V2 richtig druckt, und das liegt hauptsächlich daran, dass es sich nicht um einen geschlossenen Drucker handelt.
Sie können jedoch immer noch ABS auf einem Ender 3 drucken, indem Sie einige Einstellungen anpassen und einige Tricks anwenden, um die Betthaftung zu verbessern.
Hier ist die Kurzversion:Um ABS auf einem Ender 3 zu drucken, müssen Sie die Drucktemperatur zwischen 230 °C und 240 °C, die Druckbetttemperatur auf 100 °C einstellen, den Teilekühlventilator ausschalten und etwas Klebstoff auftragen haften an der Bauoberfläche, um die Haftung zu verbessern und ein Verziehen zu verhindern.
Das ist natürlich noch nicht alles, und ich empfehle Ihnen, weiterzulesen, um herauszufinden, wie meine Tests verlaufen sind, wie Sie die Betthaftung verbessern, einige Probleme vermeiden und vieles mehr.
Wenn Sie nicht all die Versuche und Irrtümer durchlaufen möchten, die wir unternommen haben, um die idealen Einstellungen für die Erstellung hochwertiger Drucke auf Ihrem Ender 3 zu finden, dann sehen Sie sich auf jeden Fall unsere eigenen speziell zugeschnittenen Cura-Profile an für die Ender 3-Druckerserie (Sie können alle für nur 7 $ bekommen).
Empfohlen:Verwenden Sie ein Gehäuse

Bevor ich auf die Einstellungen eingehe, muss ich erwähnen, dass Sie unbedingt ein Gehäuse verwenden sollten, um ABS auf einem Ender 3 zu drucken, da dies die Temperatur im Inneren des Druckers konstant hält und Verwerfungen und Schichttrennungen verhindert.
Es ist jedoch erwähnenswert, dass Sie nicht unbedingt ein Gehäuse kaufen müssen, da Sie durchaus selbst eines herstellen könnten, oder Sie könnten sogar einen großen Karton über den Drucker stülpen, was auch gut funktioniert.
Dies könnte natürlich eine potenzielle Brandgefahr darstellen, weshalb ich es nicht empfehle, aber es funktioniert. Meine Empfehlung wäre, sich ein erschwingliches, nicht brennbares Creality-Gehäuse zuzulegen, um auf der sicheren Seite zu sein.
Wenn Sie Ihre Druckeinstellungen bereits kennen und direkt zu den Tipps zur Verbesserung der Druckplattenhaftung springen möchten, um ein Verziehen zu verhindern, klicken Sie hier.
Drucktemperatur
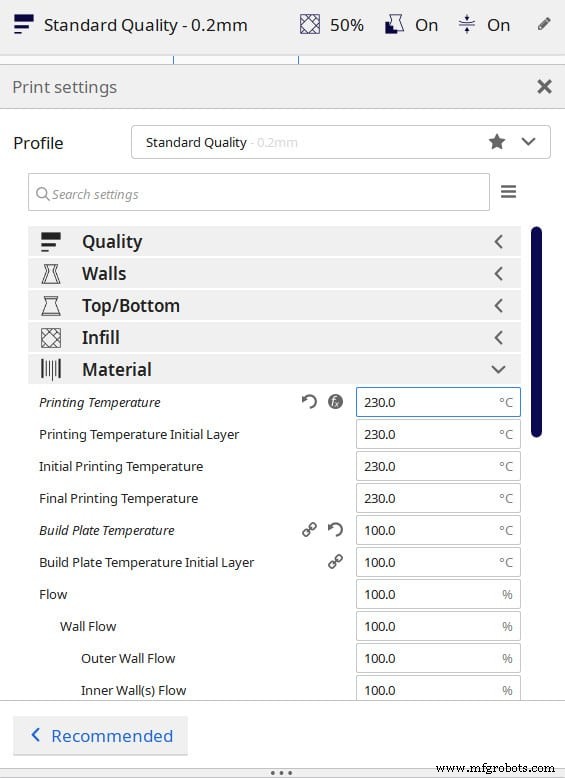
Beim Ender 3 (Pro und V2) scheinen 230 °C bis 240 °C der Sweetspot zu sein, nicht nur in Bezug auf Details, sondern auch in Bezug auf die Qualität von Überbrückungen und Überhängen sowie die Vermeidung unerwünschter Artefakte. Eine Temperatur unter 230 °C führt zu einer schlechten Schichthaftung, während eine Temperatur über 240 °C zu einer schlechten Überbrückungsqualität führen kann.
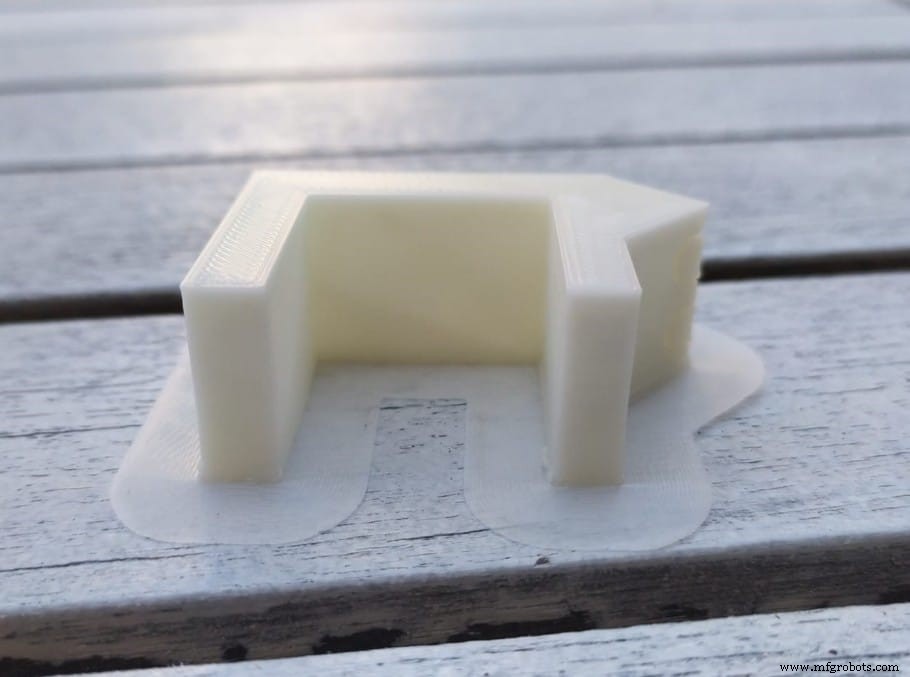
Ich habe mehrere Temperaturtürme gedruckt, einige größer und einige kleiner, da ich gleichzeitig die Betthaftung testen wollte, und ich habe auch eine einfache Kabelführung gedruckt, die ich entworfen habe und die an meinem Schreibtisch befestigt werden kann.
Wie ich gerade erwähnt habe, scheint die beste Temperatur für den Ender 3 zwischen 230°C und 240°C zu liegen, besonders wenn es Brücken und Überhänge gibt. Bei den Kabelführungen habe ich keinen Qualitätsunterschied zwischen den verschiedenen Temperaturen festgestellt, da es sich um einfache Konstruktionen handelt.
Allerdings, und das führt zurück zu dem Punkt, dass ich ein Gehäuse benötigte, da ich für diese Tests keins verwendet habe, weil ich annehme, dass die meisten von Ihnen keins haben, rissen die Kabelführungen immer an der gleichen Stelle (die 230 ° C hatte einen breiteren Riss als der mit 240 °C), was zeigt, wie wichtig ein Gehäuse ist, um eine hohe und konstante Temperatur um das Objekt herum aufrechtzuerhalten.
Hinweis :Wenn Sie mehr über die Bedeutung von Gehäusen erfahren möchten und warum Sie eines benötigen, lesen Sie diesen Artikel.
Nun, es ist erwähnenswert, dass ABS bei viel höheren Temperaturen gedruckt werden kann, aber der Grund, warum ich bei 240 ° C aufgehört habe, ist der PTFE-Schlauch, der Temperaturen über 245 ° C nicht standhält und beschädigt wird und einige sehr freisetzt giftige Dämpfe. Gehen Sie also nicht über 245 °C, es sei denn, Sie wechseln den PTFE-Schlauch oder nehmen andere Änderungen am Drucker vor.
- Ideale Ender 3 ABS-Drucktemperatur: 230°C bis 240°C.
Ideale Betttemperatur
Wenn es eine Sache gibt, die Sie mit ABS richtig machen müssen, dann ist es die Betthaftung, und das Einstellen des Betts auf die richtige Temperatur ist absolut entscheidend (auch mit einer Krempe, aber dazu gleich mehr).
Es wurde eine Studie darüber durchgeführt, wie die Betttemperatur die Haftung beeinflusst, und die Schlussfolgerung lautet:„Diese Studie zeigt einen signifikanten Anstieg der Adhäsionskräfte beim Drucken von Teilen bei einer Betttemperatur, die leicht über der Glasübergangstemperatur des Druckmaterials liegt.“
Wenn Sie Probleme mit der Betthaftung haben, erhöhen Sie im Wesentlichen die Betttemperatur leicht über die Glasübergangstemperatur des Filaments (60 °C für PLA, 100 °C für ABS und 80 °C für PETG).
Für den Ender 3 (Pro und V2) beträgt die ideale Betttemperatur beim Bedrucken von ABS 100 °C bis 110 °C (für erhöhte Haftung). In einigen Fällen kann die Verwendung eines Klebestifts erforderlich sein, um zu verhindern, dass sich der Druck von der Bauplatte löst.
Jetzt müssen Sie sich ohne Gehäuse immer mit Verziehen auseinandersetzen, da sich ABS etwas zu stark zusammenzieht und sich der Druck in einigen Fällen möglicherweise vollständig von der Bauplatte löst, selbst wenn Sie die Betttemperatur auf 110 ° C einstellen (wiederum mehr darüber, wie man später in der Post verzieht).
- Ideale Ender 3 ABS Betttemperatur: 100°C bis 110°C.
Teilkühlung
Da sich ABS beim Abkühlen stärker zusammenzieht als andere Kunststoffe, besteht eine höhere Wahrscheinlichkeit, dass sich der Druck verzieht, da die oberen Schichten, die nicht durch das Bett erhitzt werden, abkühlen und eine Zugkraft auf die unteren Schichten ausüben, was entweder dazu führen kann, dass sich der Druck verzieht Warp oder Schichten zu trennen (seltener).
Aus diesem Grund sollten Sie die Kühlung auf ein Minimum beschränken oder ausschalten, nicht nur für die ersten paar Schichten, sondern immer.
Bei meinen Tests stellte ich fest, dass es großartige Ergebnisse lieferte, den Lüfter für die ersten paar Schichten auszuschalten und ihn dann mit 30 % Geschwindigkeit laufen zu lassen.
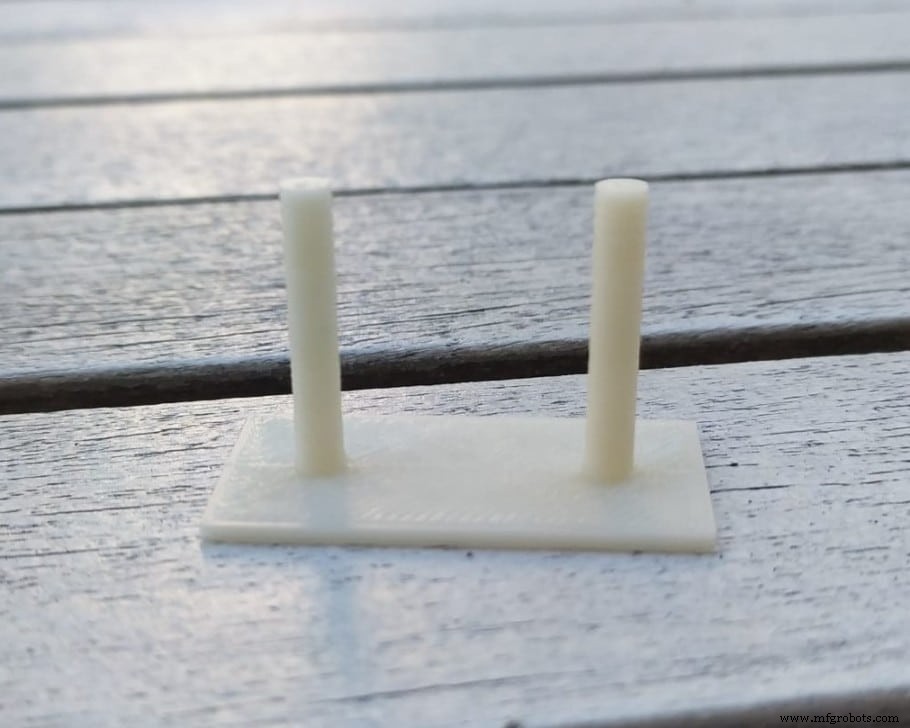
Brückenbildung kann jedoch bei ABS ein Problem sein, da der Kunststoff so schnell wie möglich abgekühlt werden muss, um zu funktionieren, was bedeutet, dass die Brücken umso besser herauskommen, je höher die Lüftergeschwindigkeit ist.
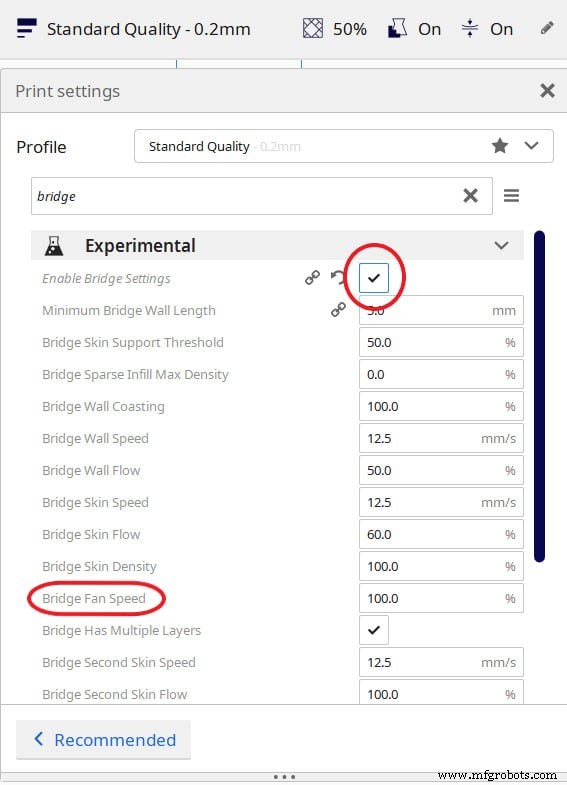
Glücklicherweise gibt es in Cura eine experimentelle Einstellung namens „Enable Print Cooling“, in der Sie die „Bridge fan speed“ anpassen können, wodurch Sie den Druckkühllüfter nur beim Drucken von Brücken auf 100 % einstellen können (um den Einstellungstyp „bridge“ zu finden Aktivieren Sie in der Suchleiste für die Einstellungen das Kontrollkästchen „Druckkühlung aktivieren“ und scrollen Sie nach unten zu „Bridge-Lüftergeschwindigkeit“, um sie anzupassen).
Ideale Ender 3 ABS-Kühleinstellungen:
- Fächer für die ersten Schichten komplett aus.
- Lüfter bei 30 % oder für den Rest des Drucks ausgeschaltet.
- Lüfter bei 100 % für Brücken.
Rückzugseinstellungen
Ich habe einen Rückzugs-/Besaitungstest durchgeführt und absolut perfekte Ergebnisse mit den gleichen Einstellungen erzielt, die ich für PLA verwende, die auch die Standardeinstellungen in Cura sind, die wie folgt lauten:
- Kammmodus:EIN und auf „Innerhalb der Füllung“ eingestellt (Standard ist „nicht in der Haut“, beides funktioniert).
- Rückzugsabstand:6,5 mm
- Rückzugsgeschwindigkeit:25 mm/s
- Maximale Rückzugszahl:100
- Minimales Extrusionsabstandsfenster:10 mm
Mit diesen Einstellungen kam mein Stringing-Text extrem sauber heraus, ohne sichtbare Strings.
Geschwindigkeitseinstellungen
Genau wie bei PLA ist das Drucken mit Geschwindigkeiten zwischen 40 mm/s und 60 mm/s ideal für ABS auf dem Ender 3 und führt zu großartig aussehenden Drucken ohne viele Artefakte, Geisterbilder und Klingeln. Der beste Kompromiss zwischen Geschwindigkeit und Qualität ist 50 mm/s.
Während Sie mit 50 mm/s und 60 mm/s großartige Ergebnisse erzielen, kann es Zeiten geben, in denen Sie es je nach Komplexität des Modells und Detaillierungsgrad auf 35 oder 40 mm/s erhöhen möchten, da Sie Ich möchte Klingeln und Geisterbilder so weit wie möglich vermeiden.
- Ideale Ender 3 ABS-Geschwindigkeitseinstellungen: Zwischen 40 mm/s und 60 mm/s.
Wenn Sie nicht all die Versuche und Irrtümer durchlaufen möchten, die wir unternommen haben, um die idealen Einstellungen für die Erstellung hochwertiger Drucke auf Ihrem Ender 3 zu finden, dann sehen Sie sich auf jeden Fall unsere eigenen speziell zugeschnittenen Cura-Profile an für die Ender 3-Druckerserie (Sie können alle für nur 7 $ bekommen).
Lösen von ABS-Problemen auf dem Ender 3
Wie ich bereits erwähnt habe, zieht sich ABS beim Abkühlen viel mehr zusammen als andere Thermoplaste, was dazu führt, dass es sich entlang der Schichtlinien verzieht und manchmal sogar reißt.
Dies bedeutet, dass die Kühlung des Drucks stärker berücksichtigt werden muss als bei der Verwendung anderer einfacher zu druckender Filamente wie PLA oder PETG, weshalb ich dringend empfehlen würde, in ein Gehäuse zu investieren, da dies die meisten ABS verhindert. Probleme wie Verzug, schlechte Betthaftung (da dies auch durch Verzug verursacht wird), Schichtablösung/Risse usw.
Wenn Sie sich jedoch keinen zulegen möchten und mit einem Stock Ender 3 drucken werden, finden Sie hier einige Tipps, um Ihre Erfolgschancen zu verbessern:
Halten Sie den Drucker von Zugluft fern
Kalte Luftzüge kühlen den Druck schneller als nötig und auch unregelmäßig ab, was bedeutet, dass sich der Kunststoff auf einer Seite stärker zusammenzieht als auf der anderen, wodurch sich der Druck verzieht und möglicherweise auch reißt.
Wenn Sie ohne Gehäuse drucken, stellen Sie den Drucker in einem möglichst warmen Raum auf und schließen Sie alle Fenster/Türen, um Zugluft zu vermeiden.
Hinweis :ABS gibt einige giftige Dämpfe ab und Sie sollten sich nicht im selben Raum wie der Drucker aufhalten, während er läuft.
Drucken Sie mit einem Rand
Da die Betthaftung bei ABS ein ernsthaftes Problem sein kann, sollten Sie alle Ihnen zur Verfügung stehenden Slicer-Einstellungen verwenden, um sie zu verbessern, und die Verwendung einer Krempe ist wahrscheinlich der beste Weg, damit umzugehen.
Eine Krempe ist im Grunde eine Schürze, die mit dem Druck in Kontakt kommt und insbesondere bei der Betthaftung und dem Verziehen hilft, also drucken Sie ABS immer mit einer Krempe.
Verwenden Sie den Klebestift für eine bessere Haftung
Ich habe es geschafft, dass sich mein Druck nicht vom Bett löst und sogar verzieht, indem ich eine kleine Menge Klebestift auf die Druckoberfläche aufgetragen habe.
Klebestift verbessert die Haftung drastisch und hilft auch beim Entfernen des Drucks, sobald das Bett abgekühlt ist.
Es ist erwähnenswert, dass es fast unmöglich ist, den Druck bei noch heißem Bett zu entfernen, da die Verbindung mit dem Klebstoff so stark wird, also lassen Sie ihn zuerst auf Raumtemperatur abkühlen und entfernen Sie ihn dann.
Die Verwendung von Klebestiften war zweifellos das, was mir die besten Ergebnisse beim Bedrucken von ABS in Bezug auf die Betthaftung lieferte, und obwohl es zu leichten Verwerfungen kam, war es kaum wahrnehmbar.
Verwenden Sie Malerband
Das Aufkleben von etwas Malerband auf die Bauoberfläche hilft auch sehr bei der Betthaftung. Achten Sie nur darauf, die Streifen des Klebebands so sauber wie möglich anzubringen und keine Lücken zwischen ihnen zu lassen.
Was die Haftung angeht, haftet ABS wirklich gut auf dem Klebeband und es verursacht im Vergleich zum Klebestift weniger Schmutz und das Entfernen ist auch viel einfacher.
Der Klebestift schnitt jedoch etwas besser ab, weshalb ich empfehlen würde, ihn über dem Klebeband zu verwenden.
Druckrisse (Schichten trennen sich)
Während der einzige wirkliche Weg, dies zu lösen, darin besteht, mit einem Gehäuse zu drucken, ist das Risiko einer Delaminierung umso geringer, je stärker die Verbindung zwischen den Schichten ist, und dies bedeutet, dass die Verwendung einer größeren Düse den Druck vor Rissen bewahren könnte, da sie einen viel größeren Kontakt bietet Oberfläche zwischen den Schichten, wodurch die Haftfestigkeit zwischen ihnen wesentlich erhöht wird.
Kalte Umgebungen und Zugluft erhöhen das Risiko von rissigen Drucken weiter, stellen Sie also sicher, dass der Drucker in einem geschlossenen Raum mit einer möglichst hohen Umgebungstemperatur aufbewahrt wird.
Schlussfolgerung
Der Hauptfeind von ABS ist meistens schnelles und ungleichmäßiges Abkühlen, da es dazu führen kann, dass sich der Druck verzieht, sich vom Bett löst und sogar reißt.
Das Drucken mit einem Gehäuse löst all diese Probleme, und das Drucken mit ABS wird ein Kinderspiel sein, aber wenn Sie kein Gehäuse haben, können Sie für eine bessere Haftung etwas Klebestift oder Malerband auf die Baufläche kleben und es behalten Drucker in einem geschlossenen Raum fern von kalter Zugluft.
Eine Erhöhung der Betttemperatur auf knapp über der Glasübergangstemperatur von ABS (100 °C) hilft auch bei der Betthaftung, spielen Sie also mit der Betttemperatur herum. Die besten Ergebnisse erzielte ich ohne Klebestift bei 110°C.
Der Unterschied zwischen 100°C und 110°C ohne Klebestift war durchaus spürbar, damit allerdings nicht so sehr. Aus diesem Grund würde ich empfehlen, das Bett auf 100 °C zu halten und etwas Klebestift darauf aufzutragen, da dies bei weitem die beste Haftung ist, die ich erreichen konnte.
Denken Sie zuletzt daran, den Lüfter zu senken oder ganz auszuschalten, um bessere Ergebnisse zu erzielen. Denken Sie nur daran, die Einstellung zu aktivieren, die den Lüfter beim Drucken von Brücken einschaltet, da sie sonst nicht gut aussehen.
Sehen Sie sich unseren Bereich mit empfohlenen Produkten an

Wir haben einen Abschnitt mit empfohlenen Produkten erstellt, der es Ihnen ermöglicht, das Rätselraten zu beseitigen und den Zeitaufwand für die Suche nach Drucker, Filament oder Upgrades zu reduzieren, da wir wissen, dass dies eine sehr entmutigende Aufgabe sein kann und im Allgemeinen zu viel Verwirrung führt .
Wir haben nur eine Handvoll 3D-Drucker ausgewählt, die unserer Meinung nach sowohl für Anfänger als auch für Fortgeschrittene und sogar Experten geeignet sind, um die Entscheidung zu erleichtern, und die Filamente sowie die aufgeführten Upgrades wurden alle von uns getestet und sorgfältig ausgewählt , damit Sie wissen, dass die von Ihnen gewählte Methode wie beabsichtigt funktioniert.
3d Drucken
- So ersetzen Sie die Düse bei einem Ender 3 (Pro &V2)!
- Ist ABS recycelbar und auch biologisch abbaubar?
- Ende 3 Z-Offset; So passen Sie es an!
- Ender 3 X-Achse durchhängend; Wie zu lösen!
- Ist PLA hitzebeständig? ABS, ASA, PETG und mehr!
- Ender 3 Pro im Test:Lohnt es sich, es 2022 zu kaufen?
- Ender 3 Bed Nivellierungsprobleme; Wie man sie repariert!
- Ende 3:Wie man das Bett nivelliert und nivelliert hält!
- Ender 3 (Pro &V2)-Upgrades; Druckbar und zum Kauf!
- Ideale Ender 3 (Pro und V2) PETG-Einstellungen!