


3D-Druckverzerrung:Warum es verursacht und wie man es verhindert
Der 3D-Druck ist ein additiver Herstellungsprozess, der genau und präzise ist und sich für die Herstellung von Produkten mit komplexen Designs eignet. Es ist jedoch üblich, dass viele Benutzer, insbesondere Neulinge, mehrere Mängel feststellen. Einer der häufigsten 3D-Druckfehler ist das Verziehen des 3D-Drucks.
3D-Druckverzerrungen treten aus vielen Gründen auf, was den 3D-Druck für viele Menschen frustrierend macht. Daher werden in diesem Artikel die 3D-Druckverzerrung, ihre Ursachen, mögliche Lösungen und die Vermeidung von Verwerfungen beim 3D-Druck erörtert.
Konzept des 3D-Druckverziehens
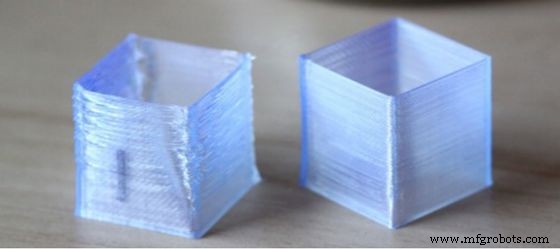
Verziehen ist die Verzerrung eines Teils von seiner beabsichtigten Form.
Das Verziehen des 3D-Drucks zu verstehen, ist nur möglich, wenn man den 3D-Druckprozess und seine Beziehung zum 3D-Druckfilament versteht. Beim 3D-Druck wird flüssiges Filament aus einer beheizten Düse auf ein (meistens) beheiztes Druckbett extrudiert. Beim Berühren des Druckbetts kondensiert die Flüssigkeit zu ihrer festen Form.
Das 3D-Druckfilament behält seine mechanischen Eigenschaften während der Phasenänderungen. Sie unterliegen jedoch einer Ausdehnung und Schrumpfung (das Ausmaß eines solchen physikalischen Effekts hängt vom Filament ab). Temperaturänderungen während der Ausdehnung und Schrumpfung des 3D-Druckfilaments sorgen für einen Unterschied in der Ausdehnung. Kühlt das extrudierte Filament beim Schrumpfen schlagartig ab, kann es zum Abziehen der vorherigen Lage kommen. Infolgedessen kann dies zu verzerrten 3D-Drucken führen.

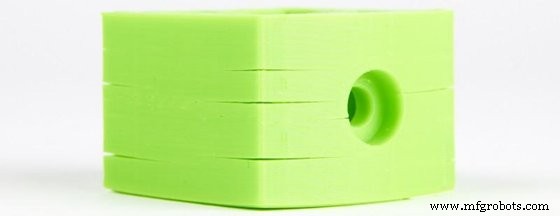
Warping-Shows in 3D-Drucken auf folgende Weise:
- Verzogene 3D-Drucke zeigen sich am meisten an der Basisschicht, da sie aufgrund der nachfolgenden Schichten einem breiten Temperaturbereich ausgesetzt sind.
-Andere Schichten können sich aufgrund des Pull-up-Effekts der nachfolgenden Schichten ebenfalls verziehen, wenn sie auf den kalten Schichten abkühlen.
-Eine starke Basisschicht kann auch ein Verziehen verursachen, indem sie am Druckbett haftet.
Es gibt andere Möglichkeiten, wie sich 3D-Druckverzerrungen manifestieren. Diese werden im folgenden Abschnitt ausführlich besprochen.
Was verursacht einen verzerrten 3D-Druck?
Die Hauptursache für das Verziehen beim 3D-Druck ist der Temperaturunterschied während der Filamentextrusion. Es gibt jedoch andere Ursachen. Nachfolgend finden Sie einige häufige Ursachen, auf die Sie beim 3D-Druck achten müssen.
1. Temperaturunterschied
Während der Extrusion erfährt das erhitzte Filament eine Ausdehnung und Schrumpfung. Temperaturunterschiede können die Ausdehnung verlängern oder vermindern. Wenn das extrudierte Filament schlagartig abkühlt, kann dies zu einem verzogenen 3D-Druck führen.
Dies ist der häufigste Grund für das Verziehen von 3D-Drucken und tritt aufgrund von ungleichmäßiger Kühlung, schlechter Belüftung, unzureichender Lüftergeschwindigkeit und der falschen Wahl des 3D-Druckfilaments auf.
2. Unsachgemäße Betthaftung
Die erste Schicht des 3D-Drucks muss richtig auf dem Druckbett haften. Geschieht dies nicht, kann die nachfolgende Schicht schrumpfen und die erste Schicht hochziehen. Dies wiederum kann zu einem verzerrten 3D-Druck führen. Eine unzureichende Betthaftung kann folgende Ursachen haben:
- Falsche Bettnivellierung
- Falsche Verwendung/ Fehlen von Klebstoff
- Falsche Düsenhöhe
- Unzureichende Extrusion
- Ein schmutziges 3D-Druckbett
3. Falsche Slicing-Einstellungen
Der Slicer bestimmt den aus Objektorientierung, Material und gewünschter Auflösung berechneten 3D-Druckpfad. Daher können falsche Slicer-Einstellungen zu Fehlern im Teil führen. Dies kann dazu führen, dass sich die Bauplatten lösen und sich der 3D-Druck verzieht.
4. Drucken zu schnell
Zu schnelles Drucken kann zu Folgendem führen, was zu verzerrten 3D-Drucken führen kann:
- Plastikfaden rollt sich zusammen, anstatt flach zu liegen.
- Schnelles Drucken kann auch zu einer abrupten Abkühlung der Schicht führen. Außerdem führt dies dazu, dass die Kunststoffschicht spröde wird.
Wie kann man verzerrte 3D-Drucke reparieren?

Das Reparieren eines verzogenen 3D-Drucks ist nahezu unmöglich, insbesondere bei Produkten, die eine hohe Genauigkeit, Präzision und Toleranz erfordern. Bei Produkten, die nicht so viel Toleranz erfordern, besteht die einzige 3D-Druck-Verzugskorrektur darin, das Teil mit einer Heißluftpistole erneut zu erhitzen und es in Form zu bringen.
Die am häufigsten in Betracht gezogene Lösung für das Verziehen des 3D-Drucks besteht darin, das Modell neu zu drucken. Dies sollte jedoch nur nach Berücksichtigung der unten hervorgehobenen Tipps geschehen.
10 Tipps zur Vermeidung von 3D-Druckverzerrungen
Aufgrund der geringen Tendenz, einen verzogenen 3D-Druck zu reparieren, müssen Sie vor dem Drucken wissen, wie Sie das Problem vermeiden können. Abgesehen davon kann es auch die Kosten für den 3D-Druckservice erhöhen. Im Folgenden finden Sie einige Tipps, die Sie vor und während des Druckens für einen hochwertigen 3D-Druck berücksichtigen können.
1. Nivellieren Sie das Druckbett
Das Nivellieren des Druckbetts ermöglicht es Ihnen, den perfekten Abstand der Düse vom Druckbett zu erhalten. Einerseits kann eine geschlossene Düse zum Verkratzen des Bettes führen (dies verursacht kein Verziehen). Andererseits kann eine weit entfernte Düse dazu führen, dass das extrudierte Filament abkühlt, bevor es sich auf dem Druckbett absetzt. Dies verringert die Haftung des extrudierten Filaments und verursacht ein Verziehen. Sie können das Druckbett nivellieren, indem Sie einen Papiertest durchführen oder einen Drucktest verwenden.
2. Erhitzen Sie das Druckbett und den Druckkopf bei einer höheren Temperatur für die ersten Schichten
Das Erhitzen des Druckbetts und des Kopfs kann sicherstellen, dass das extrudierte Filament eine höhere Viskosität hat und besser am Druckbett haftet. Achten Sie bei der ersten Schicht darauf, die Drucktemperatur um ca. 5°C zu erhöhen. Beachten Sie jedoch, dass dies von dem Material abhängt, mit dem Sie arbeiten.
3. Verwenden Sie ein beheiztes Gehäuse
Ein beheiztes Gehäuse stellt sicher, dass sich der andere Teil des 3D-Drucks nicht verzieht. Dies geschieht, indem es die Temperatur stabil hält und den Schrumpfungsgrad verringert.
Nicht alle Drucker haben ein beheiztes Gehäuse. Es ist jedoch möglich, einen selbst zu bauen.
4. Verwenden Sie ein Floß und eine Krempe
Raft und Brim sind auch Add-Ons, mit denen Sie ein Verziehen des 3D-Drucks verhindern können. Ein Floß ist eine zusätzliche Schicht, die fest mit der Grundschicht verbunden ist. Dies hält die Schicht fest und verbessert die Haftung auf dem Druckbett. Auf der anderen Seite wird ein Rand an der Außenkante befestigt und hat die gleiche Funktion, die Haftung zu verbessern.
5. Konfigurieren Sie die Slicing-Einstellungen
Sie können auch die Slicing-Einstellungen konfigurieren, um ein Verziehen des 3D-Drucks zu verhindern. Es gibt zwei Einstellungen, die Sie verwenden können. Zum einen wird die Schichthöhe der ersten Schicht erhöht, indem die Kontaktfläche vergrößert wird. Dadurch wird die Haftung auf der Plattform erhöht.
Eine andere Möglichkeit besteht darin, die Linienbreite der ersten Schicht zu erweitern. Dies erhöht den Extrusionsdruck, erhöht die Haftung und verringert die Wahrscheinlichkeit des Einrollens. Stellen Sie sicher, dass die Konfiguration die Wandstärke und andere Parameter nicht beeinflusst.

6. Reduzieren Sie die Fülldichte auf 3D-Modelle
Die Fülldichte ist die Menge an Filament im Inneren des Modells. Eine Erhöhung der Fülldichte führt zu einem starken Schrumpfen während des Abkühlens, was zu einem Verziehen führt.
Eine Verringerung der Fülldichte verringert die Schrumpfungsrate und verringert die verzogenen 3D-Drucke.
7. Druckgeschwindigkeit reduzieren
Eine Reduzierung der Druckgeschwindigkeit kann ein Verziehen verhindern, indem das Kräuseln des 3D-Drucks reduziert wird. Darüber hinaus wird durch die Verringerung der Druckgeschwindigkeit die Kühlung erleichtert, es gibt eine gute Haftung und eine Verringerung der inneren Spannung.
8. Schalten Sie den Lüfter für die ersten Schichten aus
Kühlgebläse beschleunigen den Kühlprozess. Wenn sie hoch sind, können sie das extrudierte Filament während des Schrumpfens abrupt abkühlen, wodurch die Materialien hochgezogen werden. Außerdem kann es zu einer unzureichenden Haftung der ersten Schichten auf dem Druckbett kommen. Dies führt zu verzerrten 3D-Drucken. Daher wird empfohlen, den Lüfter auszuschalten und die erste Schicht warm zu halten.
9. Reinigen des Druckbetts
Das Reinigen des Druckbetts kann auch dazu beitragen, das Risiko von Verwerfungen zu verringern. Denn Staub und Schmutz können die Haftung des Filaments auf dem Druckbett verringern.
10. Verwenden Sie Klebstoffe
Verwenden Sie Kleber, blaues Klebeband oder ein anderes Klebeprodukt, um die Haftung des Filaments auf dem Druckbett zu verbessern. Stellen Sie jedoch sicher, dass der Klebstoff das Filament nicht beeinträchtigt und mit dem Druckbett kompatibel ist.
Unterschiede zwischen ABS Warping und PLA Warping im 3D-Druck
Das Verziehen des 3D-Drucks hängt von den Eigenschaften des 3D-Druckfilaments ab. Daher gibt es einen Unterschied zwischen ABS-Warping und PLA-Warping. Den Unterschied zwischen beiden Materialien zu verstehen, kann nur durch das Verständnis ihrer Eigenschaften erfolgen.
PLA ist thermoplastisch mit höherer Festigkeit, Steifheit und niedriger Schmelztemperatur. Es hat jedoch eine niedrige Schmelztemperatur und ist anfällig für Verformungen beim 3D-Druck. Abgesehen davon wird das Filament nach dem Aushärten spröde, wodurch die Haftung der Schichten auf dem Druckbett verringert wird.
ABS ist schwächer, leichter und weniger starr als PLA. Es erfordert also mehr Druckaufwand, da es hitzebeständig und verzugsanfällig ist. Verwenden Sie daher beim Drucken von ABS ein beheiztes Druckbett und eine etwa 40–50 Grad heiße Düse.
Insgesamt besteht der Hauptunterschied zwischen ihnen darin, dass ABS dazu neigt, sich stärker zu verziehen als PLA. Denn wenn die Druckbetttemperatur zu niedrig oder die Düsentemperatur zu hoch ist, neigt PLA einfach dazu, sich zu kräuseln, weist aber insgesamt eine minimalere Verformung auf als ABS.
Welche anderen Mängel beim 3D-Druck?
3D-Druckverzug ist nicht der einzige 3D-Druckfehler, der auftreten kann. Im Folgenden sind einige häufige Fehler im Prozess aufgeführt:

1. Ghosting
Ghosting ist das Auftreten kleiner sich wiederholender Linien auf der Modelloberfläche. Es tritt aufgrund der Erzeugung von Vibrationen auf, wenn der Extruder die Richtung ändert. Sie können das Problem lösen, indem Sie die Druckgeschwindigkeit verringern und die mechanischen Komponenten des Druckers überprüfen.

2. Elefantenfuß
Dies ist die Erweiterung der ersten Schichten des 3D-Modells in der horizontalen Ebene. Dies ist darauf zurückzuführen, dass sich die Düse nahe am Druckbett befindet oder dass die Druckbetttemperatur zu hoch ist. Sie können Elefantenfüße vermeiden, indem Sie die Betttemperatur senken.

3. Überhitzung/Curling
Dies geschieht durch Erhitzen des Filaments und Extrudieren bei sehr hoher Temperatur. Daher hat das Filament weniger Zeit zum Abkühlen. Daher bricht es zusammen oder sackt durch. Um ein Kräuseln zu vermeiden, verringern Sie die Temperatur und erhöhen Sie die Lüftergeschwindigkeit.

4. Besaitung
Fadenbildung tritt auf, wenn Kunststoff von einem Druckabschnitt abtropft und an einem anderen Abschnitt haftet, wenn sich die Düse bewegt. Das Problem entsteht durch ungenaue Einstellungen. Sie können Fadenziehen verhindern, indem Sie die Temperatur reduzieren und die Einzugsgeschwindigkeit des Druckers erhöhen.
5. Knacken
Dies tritt auf, wenn die Schichten nicht richtig miteinander verbunden sind. Es tritt aufgrund einer schlechten Haftung zwischen den Schichten oder einer thermischen Schrumpfung auf.
Um Risse zu vermeiden, erhöhen Sie die Temperatur und reduzieren Sie die Lüftergeschwindigkeit. Sie können auch sicherstellen, dass während des Druckens ausreichend gekühlt wird.
Schlussfolgerung
Das Verziehen beim 3D-Druck ist ein häufiges Ereignis beim Verziehen. Es tritt hauptsächlich aufgrund des Temperaturunterschieds auf, der zu einer Variation der Kühlung führt. Da es häufig vorkommt, ist es notwendig, den Prozess zu verhindern. Daher geht es hier um das Verziehen des 3D-Drucks, seine Ursachen und Lösungen und wie es verhindert werden kann.
Benötigen Sie hochwertige 3D-Drucke? Hier bei WayKen bieten wir kostengünstige, qualitativ hochwertige 3D-Druckdienste und CNC-Bearbeitung an. Unser Unternehmen ist ISO-zertifiziert, was bedeutet, dass wir uns an hohe Qualitätsstandards halten. Darüber hinaus verwendet unser Team aus erfahrenen und kreativen Experten fortschrittliche Geräte, um den bestmöglichen Service zu bieten. Kontaktieren Sie uns noch heute, um mehr darüber zu erfahren, wie wir Ihnen bei Ihren 3D-Druckanforderungen helfen können. Sie werden nicht enttäuscht sein!
Häufig gestellte Fragen
Kann Filament Verzug verursachen?
Ja, die Verwendung des falschen Filaments kann zu einem Verziehen des 3D-Drucks führen. Beispielsweise sind PLA und ABS gängige Filamente im 3D-Druck. Allerdings ist ABS aufgrund seiner Eigenschaften anfälliger für Verzug. Stellen Sie sicher, dass Sie das Filament verstehen, mit dem Sie arbeiten, um das Beste aus dem 3D-Druck herauszuholen.
Bei welcher Temperatur verzieht sich PLA?
PLA erfährt bereits bei etwa 70 °C Dimensionsänderungen. Bei einer höheren Temperatur (ca. 170 °C) kollabierte (schmolz) das Objekt jedoch vollständig.
Kann nasses Filament Verwerfungen verursachen?
Ja, nasse Filamente können während des Druckens spröde werden, wodurch die Haftung auf dem Druckbett verringert wird. Abgesehen davon können nasse Filamente zu Blasen führen, die die 3D-Druckqualität beeinträchtigen.
3d Drucken
- Warum Stahl korrodiert (und Lösungen, um dies zu verhindern)
- Ferninbetriebnahme:Warum Sie sie brauchen und wie Sie sie verwenden
- Evaluieren Ihres IT-Risikos – wie und warum
- So implementieren Sie die Multi-Faktor-Authentifizierung – und warum sie wichtig ist
- Was ist Schweißporosität und wie kann man sie verhindern?
- Die häufigsten Ursachen für Maschinenausfälle und wie man sie vermeidet
- Warum und wie man ein Vakuum-Audit durchführt
- Warum und wie die industrielle Automatisierung die Zukunft ist
- Fallstricke beim Maschinenschutz und wie man sie vermeidet
- Kraninspektionen:Wann, warum und wie?