


Curling der ersten Schicht. Detaillierte 3D-Druckanleitung!
Als 3D-Drucker-Bastler müssen Sie schon einmal Erfahrungen mit fehlerhaften oder hässlichen ersten Schichten gemacht haben. Curling tritt aus mehreren Gründen auf und kann manchmal schwierig zu lösen sein.
Die erste Schicht kann sich aufgrund von nicht kalibrierten Maschinen oder temperaturbedingtem Druck wellen.
Das Kräuseln oder Verziehen tritt aufgrund der Schrumpfung des geschmolzenen Filaments während eines 3D-Druckprozesses auf. Materialschrumpfung führt dazu, dass sich Ecken des Drucks anheben, bevor er sich von der Bauplatte löst.
Wenn Sie Plastik bedrucken, dehnt es sich ebenfalls leicht aus, zieht sich aber zusammen, wenn es abkühlt. Wenn sich das Material also übermäßig zusammenzieht, zwingt es den Druck dazu, sich von der Bauplatte nach oben zu biegen.
Einige Materialien neigen dazu, stärker zu schrumpfen als andere. Beispielsweise bleibt die Schrumpfung von PC höher als die von PLA. Das bedeutet, dass Sie bei der Verwendung von PC-Kunststoff vorsichtiger sein müssen, um Probleme mit dem Kräuseln zu vermeiden.
Dieser Artikel hilft Ihnen dabei, mehr über das Kräuseln oder Verziehen von 3D-Drucken zu erfahren, und dient als vollständige Anleitung, um das Problem zu vermeiden oder zu minimieren.
Warum kommt es zum Curling der ersten Schicht?
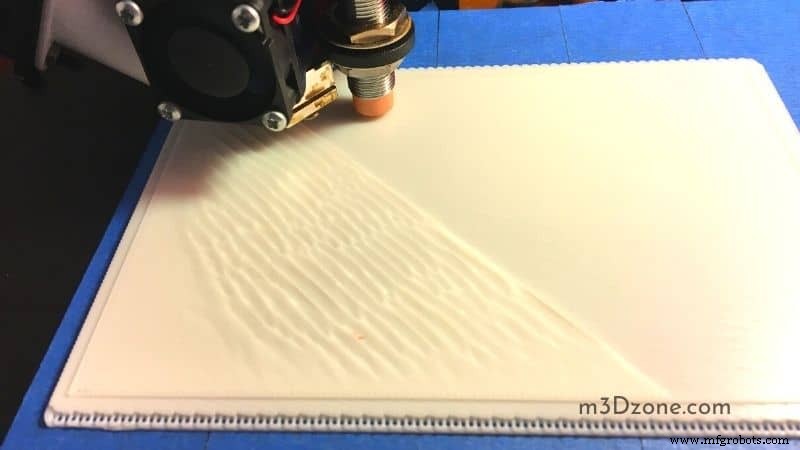
Wenn die ersten Fäden oder dünnen Schichten geschmolzener Filamente aus der Druckerdüse kommen, berühren sie die Druckoberfläche. Dabei werden sie massiven Temperaturschwankungen ausgesetzt.
Dünne Schicht
Materialien neigen dazu, sich in heißen Umgebungen auszudehnen. Wenn Sie festes Filament in eine Druckerdüse bekommen, erwärmt es sich und dehnt sich aus. Das heiße Filament kann sich je nach Filamenttyp auf explodierende Temperaturen von 250 Grad Celsius erhitzen.
Nun legt die Druckerdüse das geschmolzene Filament mit einer Temperatur von 250 Grad Celsius auf ein Heizbett, das nur 90 Grad Celsius hat.
Diese Temperaturschwankung führt zu einer massiven Filamentkontraktion in der erhitzten Bauplattenoberfläche und bleibt die erste bekannte Ursache für das Kräuseln der ersten Schicht.
Diese Herausforderung kann der Grund für Druckfehler von Anfang an sein. Es kann sich jedoch erheblich in nachfolgenden Schichten manifestieren.
Insbesondere der erste wirkliche Grund für das Kräuseln bleibt der Temperaturunterschied zwischen der erhitzten Bauplatte und dem extrudierten Filament .
Raumtemperatur
Die zweite Ursache für das Kräuseln der ersten Schicht ist der Umgebungsluftfaktor in der 3D-Druckumgebung. Das Druckbett ist nicht die einzige kalte Substanz, mit der geschmolzenes Filament in Kontakt kommt.
Deshalb haben industrielle 3D-Drucker eine Heizkammer, um diese Effekte zu eliminieren. Haushaltsdrucker profitieren ebenfalls von begleitenden Gehäusen.
3D-Drucker mit offenem Rahmen haben jedoch keine Gehäuse und sind direkt der Umgebungsluft ausgesetzt, was zu einem Kräuseln der ersten Druckschicht führt.
Wie verhindere ich, dass sich meine erste Schicht wellt?
Wenn Ihr Druckerbett unnivelliert bleibt, werden Sie wahrscheinlich Zeuge einer Wellung der ersten Schicht. Es wäre hilfreich, wenn Sie Ihr Druckbett zwangsläufig nivellieren würden, um qualitativ hochwertige und erfolgreiche Drucke zu erhalten.
Nivellieren Sie Ihre Druckoberfläche
Ein ebenes Druckbett lässt Materialien gleichmäßig über die gesamte Oberfläche extrudieren. Außerdem ermöglicht ein nivelliertes Druckbett das Drucken sogar der ersten Schichten, was zu hochwertigen Endprodukten führt.
3D-Drucker verwenden eine Vielzahl von Mechanismen zum Nivellieren der Bauplatte. Einige verwenden Knöpfe unter der Druckoberfläche, die die Höhe einer Bauplattenecke ändern können.
Außerdem können Sie andere Knöpfe verwenden, um die gesamte Bauplatte gleichzeitig einzustellen.
Darüber hinaus verfügen einige 3D-Drucker über Sensoren auf Betthöhe. Die Sensoren erkennen, wenn sich die Bauplatte verzogen hat, und passen sie automatisch an.
Außerdem können Sie eine manuelle Druckbettnivellierung durchführen, indem Sie die Druckerdüse in eine Ecke des Betts bringen. Dann stellen Sie die Oberflächenhöhe auf einen Punkt ein, an dem ein Standardpapier nicht durch die Lücke passen kann.
Wenn Sie eine Bettecke anpassen, fahren Sie mit den verbleibenden fort und wiederholen Sie den gleichen Vorgang, bis Sie alle Ecken fertig gestellt haben.
Z-Offset anpassen
Z-Offset ist der Abstand zwischen der Ausgangsposition der Z-Achse und der Düsenspitze des Druckers. Bedeutsamerweise versichert Ihnen Z-Offset, dass Sie eine gleichmäßige erste Schicht erzielen.
Theoretisch wird der Z-Offset mit dem Spalt zwischen Druckfläche und Hotend gleichgesetzt. Fehler wie ein defekter Mikroschalter, ein unebenes Bett und Homing-Sonden stören die Standardparameter.
Daher können Sie einen guten Z-Offset erreichen, indem Sie einfach Ihr Bett entsprechend nivellieren. Der Schlüssel zu einer hervorragenden ersten Schicht ist ein geeigneter Z-Offset und eine korrekte Betthöhe.
Düsen- und Heizbetttemperaturen regulieren
Der Temperaturunterschied zwischen dem heißen Filament und der Konstruktionsoberfläche ist der Hauptgrund für das Kräuseln der ersten Schicht. Daher können Sie ein Kräuseln des Drucks vermeiden, indem Sie diesen Temperaturunterschied verringern.
Außerdem erfahren Sie, warum beim 3D-Druck mit einigen Filamenttypen anstelle eines kalten Betts ein beheiztes Bett erforderlich ist.
Normalerweise bleibt das Filament heißer als die Betttemperatur. Wenn Sie also die Heizbetttemperatur erhöhen und die Düsentemperatur senken, können Sie ein Kräuseln der ersten Schicht vermeiden.
Es gibt jedoch Einschränkungen bei den Drucktemperaturen, und jede signifikante Änderung kann viele neue Herausforderungen mit sich bringen.
Zum Beispiel genießt heißes Filament mehr Flüssigkeit und Haftung. Ein Absenken der Temperatur wirkt sich also auf die Haftung aus und kann zu einer starken Filamentverstopfung führen.
Sie können eine Feinabstimmung der Temperatur erreichen, indem Sie ein Objekt in verschiedenen Temperaturbereichen testen und den Temperaturwert auswählen, der es Ihnen ermöglicht, qualitativ hochwertige Produkte in 3D zu drucken.
Kühlgebläse ausschalten
Beim 3D-Druck verwenden Sie Kühlgebläse, um die Oberflächenqualität zu verbessern und Fadenbildung zu vermeiden.
Kalte Luft strömt jedoch über heiße Filamentstränge, wodurch sich Temperaturunterschiede und Wärmedrücke im Inneren des Kunststoffs verstärken, was schließlich zum Kräuseln der ersten Schicht führt.
Daher bleiben die Lüfter eine Quelle unerwünschter Luftströme um das Druckbett herum. Es ist ratsam, dass Sie Ihre Kühlgebläse ausschalten, um die besten ersten Schichten zu erzielen.
Reinigen Sie Ihr 3D-Druckerbett regelmäßig
Sie müssen es sich zur Gewohnheit machen, die Oberfläche Ihres 3D-Druckerbetts regelmäßig zu reinigen. Denken Sie daran, dass sich bei jeder Verwendung Filamentreste auf der Oberfläche des Druckbetts ansammeln.
Ignorieren Sie Staub und Schmutz nicht. Selbst dünne Schmutz- und Staubschichten können die Filamenthaftung negativ beeinflussen, was zu einem Kräuseln der ersten Schicht führt.
Um die Oberfläche des Druckbetts zu reinigen, sind im Handel verschiedene Reiniger und Alkohol erhältlich. Zum Beispiel Isopropylalkohol (bei Amazon prüfen) eignet sich hervorragend für die Druckbettreinigung.
Monatlich können Sie die Oberfläche Ihres Druckerbetts entfernen und mit Seife und warmem Wasser waschen. Vermeiden Sie es, es nach der Reinigung zu berühren, wenn Sie es wieder einsetzen.
Verwenden Sie Klebstoffe
Auf dem 3D-Druckmarkt gibt es eine Vielzahl von Bettklebern (überprüfen Sie bei Amazon) , die jeweils großartige Ergebnisse versprechen, die Sie auswählen können.
-
Blauer Maler und Kapton
Diese Klebstoffe sind anfängerfreundliche Optionen, die Sie nicht missen möchten. Verwenden Sie sie, indem Sie eine gleichmäßige Schicht auf Ihre Druckoberfläche auftragen.

Sie können auch eine dünne Schicht Klebestift auftragen (überprüfen Sie bei Amazon) auf der Oberseite, um die Haftung zu erhöhen.
-
Haarspray
Eine weitere Möglichkeit ist die Verwendung von Haarspray (überprüfen Sie bei Amazon) direkt auf der Liegefläche. Allerdings müssen Sie Ihr Druckbett nach jedem Druck reinigen.
Andere auf dem Markt erhältliche Klebstoffe, die Sie verwenden können, sind Nanopolymere und PVA-Klebestifte.
Keller verbessern
Die Druckgeometrie kann das Haftungs- und Filamenttemperaturprofil verändern. Wenn Sie beispielsweise eine Krempe hinzufügen, erhält das Modell einen breiteren unteren Bereich. Ein breiterer Bodenbereich sorgt jedoch dafür, dass das Modell besser auf der Oberfläche haften kann.
Sie können sich auch dafür entscheiden, stattdessen ein Floß zu benutzen. Ebenso erhöht das Floß Ihre Modellbasis und schafft einen übergroßen Halt für Ihr 3D-Modell. Darüber hinaus bleibt ein Floß eine separate Einheit vom gedruckten Element, und Sie können den Druck schnell davon abschneiden.
Eine andere Möglichkeit, diese Herausforderung zu umgehen, besteht darin, Ihrer Designgrundlage dünne Scheiben hinzuzufügen, die als Mausohren bezeichnet werden. Sie können die Mausohren überall im Druckbett verteilen, obwohl Sie sie normalerweise in scharfen Ecken verwenden sollten.
Vermeiden Sie Zugluft
Manchmal tun Sie Ihr Bestes, um sicherzustellen, dass sich Ihr Druck nicht kräuselt, aber er kräuselt sich immer noch. Überprüfen Sie offene Fenster und Klimaanlagen, wenn Sie sich in dieser Position befinden. Sie bleiben bedeutende Quellen von Umgebungsluft, die Temperaturunterschiede verursachen, die zu Kräuselungen führen.
Verwenden Sie ein Gehäuse
Wenn Sie mit dem 3D-Druck der ersten Schicht beginnen, kommt das geschmolzene Filament mit dem heißen Ende in Kontakt. Dann breitet es sich auf dem beheizten Bett aus und die erste Schicht behält ihre Temperatur in etwa der des beheizten Betts, bis der Prozess endet.
Es wäre hilfreich, wenn Sie ein Gehäuse verwenden würden, um das Objekt warm zu halten. Durch das Speichern der erzeugten Wärme in der Kammer können Sie Zugluft vermeiden.
Wie verhindere ich, dass sich meine Ausdrucke wellen?
Das Einrollen beim 3D-Druck entsteht durch Materialschrumpfung. Dieses Phänomen verursacht die Druckkopf-Extrudertemperaturen und Betttemperaturunterschiede. Dadurch kräuseln und heben sich die Druckkanten.
Um zu verhindern, dass sich Ihre Ausdrucke kräuseln, können Sie die folgenden Techniken anwenden:
- Haftung auf Bauplatte auftragen
- Bauplatte korrekt nivellieren
- Verwenden Sie eine Krempe
- Benutze ein Floß
- Anfangsebeneneinstellungen anpassen
- Verwenden Sie geeignete Lüftereinstellungen für die Kühlung
- Verwenden Sie eine vordere Seitentür
- Mit Windschutz drucken
Wie macht man eine perfekte erste Schicht?
Beim 3D-Druck bleibt die erste Schicht die Grundlage für Ihren gesamten 3D-Druck. Daher reicht es aus, die erste Ebene richtig hinzubekommen, um ein perfektes Objekt zu erzielen.
Allerdings bestätigen selbst erfahrene 3D-Drucker-Benutzer, dass es kein leichtes Unterfangen ist, die erste Schicht zu erhalten.
5 Schritte, um The zu erhalten Perfekte erste Schicht
- Nivellieren Sie Ihr Druckbett
- Geschwindigkeit der ersten Ebene verlangsamen
- Temperaturen prüfen
- Behandeln Sie die Konstruktionsoberfläche
- Fügen Sie ein Floß, einen Rock oder eine Krempe hinzu
Schlussfolgerung
Die erste Schicht bleibt die grundlegende Grundlage eines hochwertigen 3D-Drucks. Selbst erfahrene Drucker können manchmal Schwierigkeiten haben, die erste Schicht richtig zu bekommen.
Es wäre hilfreich, wenn Sie es mit winzigen Druckdetails wie Druckgeschwindigkeiten, Extrusionsbreite, Betttemperaturen und einem perfekt flachen Druckerbett richtig machen würden.
Sie kennen jetzt mehrere Gründe, die zum Einrollen oder Verziehen der ersten Schichten führen, und die Schritte, die Sie befolgen können, um sicherzustellen, dass Sie diese Falle vermeiden.
Außerdem bietet Ihnen der Artikel zahlreiche Möglichkeiten, die Sie befolgen können, um sicherzustellen, dass Sie allgemeines Kräuseln oder Verziehen des 3D-Drucks vermeiden .
3d Drucken
- Ein Leitfaden für Anfänger zum 3D-Druck mit Silikon
- Eine kurze Anleitung zum 3D-Druck mit Binder Jetting
- Ein umfassender Leitfaden zum 3D-Drucken mit Material Jetting
- TPU-3D-Druck:Ein Leitfaden zum 3D-Druck flexibler Teile
- 3D-Druck intern vs. Outsourcing:der endgültige Leitfaden
- Carl Calabrias Leitfaden zur Verwendung von Beilagen auf dem Mark One
- Die vollständige Anleitung zum 3D-Druck
- 3D-Druckgeschwindigkeit vs. Qualität; Beste Einstellungen!
- Leitfaden zur Auswahl von 3D-Druckmaterialien
- Polyjet-3D-Druck:Technologieüberblick