


Nahtmaterial
Hintergrund
Eine chirurgische Naht wird verwendet, um die Ränder einer Wunde oder eines Schnitts zu schließen und beschädigtes Gewebe zu reparieren. Es gibt viele Arten von Nahtmaterialien mit unterschiedlichen Eigenschaften, die für verschiedene Anwendungen geeignet sind. Nahtmaterial kann in zwei Hauptgruppen eingeteilt werden:resorbierbare und nicht resorbierbare. Ein resorbierbares Nahtmaterial zersetzt sich im Körper. Es baut sich ab, wenn eine Wunde oder ein Schnitt heilt. Ein nicht resorbierbares Nahtmaterial widersteht dem Versuch des Körpers, es aufzulösen. Nicht resorbierbare Fäden können von einem Chirurgen entfernt werden, nachdem ein Oberflächenschnitt verheilt ist.
Nähte werden sowohl aus künstlichen als auch aus natürlichen Materialien hergestellt. Zu den natürlichen Nahtmaterialien gehören Seide, Leinen und Katgut, bei dem es sich eigentlich um den getrockneten und behandelten Darm einer Kuh oder eines Schafes handelt. Synthetische Nahtmaterialien werden aus einer Vielzahl von Textilien wie Nylon oder Polyester hergestellt, die speziell für chirurgische Zwecke entwickelt wurden. Resorbierbares synthetisches Nahtmaterial wird aus Polyglykolsäure oder anderen Glykolidpolymeren hergestellt. Die meisten synthetischen Nahtmaterialien haben eigene Namen wie Dexon und Vicryl. Das wasserabweisende Material Goretex wurde für chirurgisches Nahtmaterial verwendet, andere Nahtmaterialien werden aus dünnem Metalldraht hergestellt.
Nähte werden auch nach ihrer Form klassifiziert. Einige sind Monofilamente, dh sie bestehen nur aus einer fadenartigen Struktur. Andere bestehen aus mehreren miteinander verflochtenen oder verdrillten Filamenten. Chirurgen wählen die Art der Naht je nach Operation. Ein Monofilament hat einen sogenannten geringen Gewebewiderstand, was bedeutet, dass es glatt durch das Gewebe geht. Geflochtene oder gedrehte Nähte können einen höheren Gewebewiderstand aufweisen, sind jedoch leichter zu knoten und haben eine größere Knotenfestigkeit. Geflochtene Nähte werden normalerweise beschichtet, um den Gewebewiderstand zu verbessern. Andere Nahtmaterialien können einen geflochtenen oder verdrillten Kern innerhalb einer glatten Hülle aus extrudiertem Material aufweisen. Diese werden als Pseudo-Monofilamente bezeichnet. Ein Nahtmaterial kann auch nach seinem Durchmesser klassifiziert werden. In den Vereinigten Staaten wird der Nahtdurchmesser auf einer Skala von 10 bis 1 und dann wieder von 1-0 bis 12-0 absteigend dargestellt. Eine Naht Nr. 9 hat einen Durchmesser von 0,0012 Zoll (0,03 mm), während die kleinste, Nr. 12-0, einen kleineren Durchmesser als ein menschliches Haar hat.
Die Herstellung von Nahtmaterial unterliegt der behördlichen Kontrolle der Food and Drug Administration (FDA), da Nahtmaterial als Medizinprodukt eingestuft wird. Herstellungsrichtlinien und Tests für die Industrie werden von einer gemeinnützigen Nichtregierungsbehörde namens United States Pharmacopeia mit Sitz in Rockville, Maryland, bereitgestellt.
Verlauf
Ärzte verwenden Nahtmaterial seit mindestens 4.000 Jahren. Archäologische Aufzeichnungen aus dem alten Ägypten zeigen, dass die Ägypter Leinen und Tiersehnen verwendeten, um Wunden zu schließen. Im alten Indien benutzten Ärzte die Köpfe von Käfern oder Ameisen, um Wunden effektiv zuzuheften. Die lebenden Kreaturen wurden an den Wundrändern befestigt, die sie mit ihrer Zange zuklemmten. Dann schnitt der Arzt die Körper der Insekten ab und ließ die Kiefer an Ort und Stelle. Andere natürliche Materialien, die Ärzte in der Antike verwendeten, waren Flachs, Haare, Gras, Baumwolle, Seide, Schweineborsten und Tierdarm.
Obwohl die Verwendung von Nähten weit verbreitet war, wurden genähte Wunden oder Schnitte häufig infiziert. Chirurgen des 19. Jahrhunderts zogen es vor, Wunden zu kauterisieren, ein oft grauenhafter Vorgang, anstatt den Tod des Patienten durch infizierte Nähte zu riskieren. Der große englische Arzt Joseph Lister entdeckte in den 1860er Jahren Desinfektionstechniken, die Operationen viel sicherer machten. Lister getränktes Catgut-Nahtmaterial in Phenol macht es zumindest außen steril. Lister verbrachte über 10 Jahre damit, mit Katgut zu experimentieren, um ein Material zu finden, das geschmeidig, stark, sterilisierbar und in ausreichender Menge vom Körper resorbierbar war. Ein deutscher Chirurg machte Anfang des 20. Jahrhunderts Fortschritte bei der Verarbeitung von Katgut, was zu einem wirklich sterilen Material führte.
Catgut war in den 1930er Jahren das stapelbare resorbierbare Nahtmaterial, während Ärzte Seide und Baumwolle verwendeten, wo ein nicht resorbierbares Material benötigt wurde. Die Nahttechnologie wurde 1938 mit der Entwicklung von Nylon und ungefähr zur gleichen Zeit von Polyester weiterentwickelt. Mit der Entwicklung und Patentierung von künstlichen Textilien für Nahtmaterial wurde auch die Nadeltechnologie weiterentwickelt. Die Chirurgen begannen mit der Verwendung einer atraumatischen Nadel, die auf das Nahtmaterial gedrückt oder gekrimpt wurde. Dies ersparte das Einfädeln der Nadel im Operationssaal und ermöglichte es, dass der gesamte Nadeldurchmesser ungefähr die gleiche Größe wie das Nahtmaterial selbst behielt. In den 1960er Jahren entwickelten Chemiker neue synthetische Materialien, die vom Körper aufgenommen werden konnten. Diese waren Polyglykolsäure und Polymilchsäure. Bisher musste resorbierbares Nahtmaterial aus dem Naturmaterial Katgut hergestellt werden. Synthetisches resorbierbares Nahtmaterial ist heute in US-amerikanischen Krankenhäusern weitaus häufiger als Katgut.
In den 1970er Jahren begann die FDA damit, die Zulassung von neuem Nahtmaterial zu verlangen. 1976 wurde der FDA ein Zusatz für Medizinprodukte hinzugefügt, und die Hersteller von Nahtmaterial müssen seither die Zulassung neuer Nahtmaterialien vor der Markteinführung beantragen. Hersteller müssen bestimmte gute Herstellungspraktiken einhalten und garantieren, dass ihre Produkte sicher und wirksam sind. Patente für neue Nahtmaterialien werden für 14 Jahre erteilt.
Rohstoffe
Natürliches Nahtmaterial wird aus Katgut oder rekonstituiertem Kollagen oder aus Baumwolle, Seide oder Leinen hergestellt. Synthetische absorbierbare Nahtmaterialien können aus Polyglycolsäure, einem Glycolid-Lactid-Copolymer; oder Polydioxanon, ein Copolymer von Glykolid und Trimethylencarbonat. Diese verschiedenen Polymere werden unter bestimmten Handelsnamen vertrieben. Synthetische, nicht resorbierbare Nahtmaterialien können aus Polypropylen, Polyester, Polyethylenterephthalat, Polybutylenterephthalat, Polyamid, verschiedenen proprietären Nylons oder Goretex hergestellt werden. Einige Nähte sind auch aus Edelstahl.
Nahtmaterial wird oft beschichtet, insbesondere geflochtenes oder gedrehtes Nahtmaterial. Sie können auch gefärbt sein, damit sie während der Operation gut sichtbar sind. Es dürfen nur von der FDA zugelassene Farbstoffe und Beschichtungen verwendet werden. Einige zulässige Farbstoffe sind:Rundholzextrakt, Chrom-Kobalt-Aluminiumoxid, Eisen(III)-ammoniumcitrat-Pyrogallol, D&C Blue Nr. 9, D&C Blue Nr. 6, D&C Green Nr. 5 und D&C Green Nr. 6. Die verwendeten Beschichtungen sind abhängig von ob das Nahtmaterial resorbierbar oder nicht resorbierbar ist. Resorbierbare Beschichtungen umfassen Poloxamer 188 und Calciumstearat mit einem Glykolid-Lactid-Copolymer. Nicht resorbierbares Nahtmaterial kann mit Wachs, Silikon, Fluorkohlenstoff oder Polytetramethylenadipat beschichtet werden.
Nahtnadeln werden aus Edelstahl oder Kohlenstoffstahl hergestellt. Die Nadeln können vernickelt oder galvanisiert sein. Zu den Verpackungsmaterialien gehören wasserbeständige Folien, wie Aluminiumfolie, sowie Karton und Kunststoff.
Design
Nahtmaterial wurde entwickelt, um viele verschiedene Bedürfnisse zu erfüllen. Nähte für die Bauchchirurgie unterscheiden sich beispielsweise von Nähten, die in der Kataraktchirurgie verwendet werden. Da nicht jeder Nahttyp für jede Operation ideal ist, haben Chirurgen und Medizindesigner Nahtmaterialien mit unterschiedlichen Qualitäten entwickelt. Einer mag resorbierbarer, aber weniger flexibel sein, während ein anderer außerordentlich stark, aber vielleicht etwas schwer zu knoten ist. Dies gibt Chirurgen viele Möglichkeiten. Designer eines neuen Nahtmaterials müssen viele Faktoren berücksichtigen. Die Abbaugeschwindigkeit der Naht ist wichtig, nicht nur entlang der Nahtlänge, sondern auch am Knoten. Einige Nähte müssen elastisch sein, damit sie sich dehnen und nicht reißen. Andere müssen festhalten. Nahtmaterialhersteller verwenden speziell entwickelte Maschinen, um Nähte zu testen und zu untersuchen. Neue Nahtdesigns werden auch getestet, indem sie chemischen Tests unterzogen werden, z. B. durch Einweichen in verschiedene Lösungen und Tierversuche.
Der Herstellungsprozess
Prozess
Die Herstellung von Nahtmaterial für chirurgische Zwecke unterscheidet sich nicht wesentlich von der Herstellung 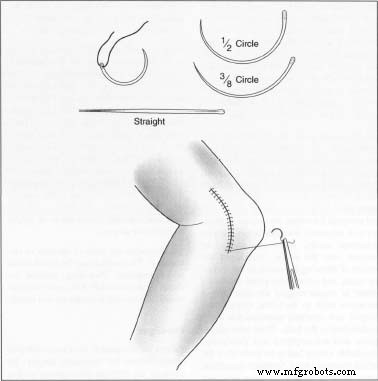 Ein Beispiel für eine Person, die genäht wird. anderer synthetischer Textilien. Das Rohmaterial wird polymerisiert und das Polymer zu Fasern extrudiert. Die Faser wird auf Maschinen gestreckt und geflochten, die denen ähnlich sind, die man in einer Fabrik findet, die Polyesterfäden für die Bekleidungsindustrie herstellt. Der Herstellungsprozess findet typischerweise an drei Standorten statt:Ein Werk produziert das Nahtmaterial, ein anderes produziert die Nadeln und ein drittes Werk, das sogenannte Finishing-Werk, befestigt Nadeln an den Nähten, verpackt und sterilisiert.
Ein Beispiel für eine Person, die genäht wird. anderer synthetischer Textilien. Das Rohmaterial wird polymerisiert und das Polymer zu Fasern extrudiert. Die Faser wird auf Maschinen gestreckt und geflochten, die denen ähnlich sind, die man in einer Fabrik findet, die Polyesterfäden für die Bekleidungsindustrie herstellt. Der Herstellungsprozess findet typischerweise an drei Standorten statt:Ein Werk produziert das Nahtmaterial, ein anderes produziert die Nadeln und ein drittes Werk, das sogenannte Finishing-Werk, befestigt Nadeln an den Nähten, verpackt und sterilisiert.
- Der erste Schritt bei der Herstellung von Nahtmaterial besteht in der Herstellung des Rohpolymers. Arbeiter messen die Chemikalien, aus denen das Polymer besteht, in einen chemischen Reaktor. Im Reaktor werden die Chemikalien kombiniert (polymerisiert), durch eine Düse gepresst und als winzige Pellets ausgetragen.
- Die nächsten Arbeiter entleeren die Pellets in eine Extrusionsmaschine. Der Extruder hat eine Düse, die wie ein Duschkopf aussieht und mit vielen kleinen Löchern durchbohrt ist. Die Maschine schmilzt das Polymer und die Flüssigkeit fließt durch die winzigen Löcher und bildet viele einzelne Filamente.
- Nach der Extrusion werden die Filamente zwischen zwei Walzen gestreckt. Die Filamente dehnen sich bis zum Fünffachen ihrer ursprünglichen Länge aus.
- Einige Nähte werden als Monofilamente hergestellt. Andere sind geflochten oder gedreht. Um das Nahtmaterial zu flechten, wird das extrudierte Monofilament auf Spulen gewickelt und die Spulen werden auf eine automatische Flechtmaschine geladen. Eine solche Maschine weist typischerweise eine alte Bauart auf, die auch bei der Herstellung von Textilien für Stoffe verwendet werden könnte. Die Anzahl der zusammengeflochtenen Filamente hängt von der Breite des für die jeweilige Charge hergestellten Nahtmaterials ab. Ein sehr feines Nahtmaterial kann 20 Filamente flechten, ein mittleres Nahtmaterial Hunderte und ein sehr dickes Nahtmaterial kann Tausende von Filamenten flechten. Die Flechtmaschine produziert einen durchgehenden Strang geflochtenen Materials. Es arbeitet sehr langsam und normalerweise ist die Maschine so eingestellt, dass sie bis zu vier Wochen am Stück läuft. Der Vorgang läuft fast vollständig automatisch ab. Arbeiter in der Anlage überprüfen die Ausrüstung auf Störungen und laden leere Spulen nach, aber im Allgemeinen erfordert der Prozess wenig Personal.
- Nach dem Flechten durchläuft das Nahtmaterial mehrere Stufen der Sekundärbearbeitung. Auch nicht geflochtene Nähte durchlaufen diese Schritte nach der Extrusion und anfänglichen Dehnung. Arbeiter laden das Material auf eine andere Maschine, die einen weiteren Streck- und Pressvorgang durchführt. Im Gegensatz zum ersten Strecken dauert dieser Schritt möglicherweise nur wenige Minuten und verlängert das Material nur um etwa 20 %. Die Naht wird über eine heiße Platte geführt und alle Klumpen, Haken oder Unvollkommenheiten werden ausgebügelt.
- Als nächstes führen Arbeiter das Nahtmaterial durch einen Glühofen. Der Glühofen setzt das Nahtmaterial hoher Hitze und Spannung aus, was die kristalline Struktur der Polymerfaser tatsächlich in eine lange Kette ordnet. Dieser Schritt kann je nach Art der Naht mehrere Minuten oder mehrere Stunden dauern.
- Nach dem Tempern kann das Nahtmaterial beschichtet werden. Das Beschichtungsmaterial variiert je nach Material des Nahtmaterials. Das Nahtmaterial durchläuft ein Bad aus Beschichtungsmaterial, das in Lösung sein kann oder in einem dicken, pastenartigen Zustand, der als Aufschlämmung bezeichnet wird, vorliegen.
- Alle wichtigen Fertigungsschritte in der Verarbeitungsanlage sind zu diesem Zeitpunkt abgeschlossen. Jetzt testen die Mitarbeiter der Qualitätssicherung die Nahtmaterialcharge auf verschiedene Qualitäten. Diese Mitarbeiter stellen sicher, dass das Nahtmaterial dem richtigen Durchmesser, der richtigen Länge und Festigkeit entspricht, suchen nach physischen Defekten und überprüfen die Auflösbarkeit eines resorbierbaren Nahtmaterials in Tier- und Reagenzglastests. Wenn die Charge alle Tests besteht, wird sie an eine Weiterverarbeitungsanlage versandt.
- Die chirurgischen Nadeln werden in einem anderen Werk hergestellt und auch an das Endbearbeitungswerk geliefert. Die Nadeln sind aus feinem Stahldraht und längs gebohrt. Arbeiter in der Veredelungsanlage schneiden das Nahtmaterial in Standardlängen. Die Nahtlänge wird mechanisch in den Hohlraum der Nadel eingeführt und die Nadel wird auf die Faser gekräuselt. Dieser Vorgang wird als Stauchen bezeichnet.
- Als nächstes werden das Nahtmaterial und die daran befestigte Nadel in ein Folienpaket eingeführt und sterilisiert. Die Sterilisation unterscheidet sich je nach Nahtmaterial. Einige Nähte werden mit Gammastrahlung sterilisiert. In diesem Fall werden die Nähte vollständig verpackt. Die gesamte Verpackung, typischerweise eine versiegelte Folienpackung in einem Karton, wird auf ein Förderband gelegt. Die versiegelte Packung geht unter bleistiftförmigen Linsen hindurch, die Gammastrahlung aussenden. Dadurch werden alle Mikroben abgetötet. Das Nahtmaterial ist nun versandfertig. Einige Nahtmaterialien halten Gammastrahlung nicht stand und werden in einem anderen Verfahren sterilisiert. Nahtmaterial und Nadeln sind in einer Folienpackung verpackt, die Packung bleibt jedoch offen. Die Pakete gelangen in eine Gaskammer, die dann mit Ethylenoxidgas gefüllt wird. Anschließend werden die Folienverpackungen versiegelt, in Kartons oder andere Verpackungen eingelegt und für den Versand bereitgestellt.
Qualitätskontrolle
Nahtmaterial unterliegt als Medizinprodukt einer strengen Qualitätskontrolle. Alle Rohstoffe, die im Herstellungswerk ankommen, werden getestet, um sicherzustellen, dass sie das sind, was sie sein sollen. Jede Nahtmaterialcharge wird nach den wichtigsten Herstellungsschritten auf verschiedene physikalische Eigenschaften wie Durchmesser und Festigkeit getestet. Die Nahtmaterialindustrie hat eine Reihe hochentwickelter Instrumente zum Testen spezieller Nahteigenschaften wie Knotensicherheit und Gewebewiderstand entwickelt. In der Veredlungsanlage werden auch Prüfungen auf Durchmesser, Länge und Festigkeit des Nahtmaterials durchgeführt. Der Zurüstbetrieb muss auch prüfen, wie gut die Nadel an der Naht befestigt ist. Richtlinien für die Nahtqualitätskontrolle werden von der unabhängigen Organisation United States Pharmacopeia festgelegt.
Die Zukunft
Ständig werden neue Nahtmaterialien entwickelt, um den besonderen chirurgischen Anforderungen besser gerecht zu werden. Während die Nähte nicht ersetzt werden, haben Wissenschaftler auch alternative Methoden zum Wundverschluss entwickelt. Das erste chirurgische Heftgerät wurde 1908 erfunden, aber die Heftertechnologie entwickelte sich in den 1990er Jahren erheblich. Präzise Maschinen sind in der Lage, resorbierbare Klammern, die so dünn wie vier menschliche Haare sind, unter die oberste Hautschicht zu legen, um einen Schnitt mit minimaler Narbenbildung zu sichern. Ein verwandtes Gerät, das erstmals im Jahr 2000 in den USA an Patienten getestet wurde, ist ein chirurgischer Reißverschluss. Ein Chirurg kann den Reißverschluss über einen geraden Einschnitt legen und die Wunde mit einem Reißverschluss schließen, wodurch ein Nähen überflüssig wird. Nach Abheilung der Wunde kann der Patient den Reißverschluss unter der Dusche abwaschen. Eine weitere chirurgische Verschlussmethode, die sich noch in der Entwicklung befindet, ist chirurgischer Kleber. Chirurgischer Kleber ist weniger schmerzhaft als Nähte, wenn eine Wunde ohne Betäubung verschlossen werden muss. Der Kleber kann in einigen Fällen weniger Narben hinterlassen und ist nach der Operation leichter zu pflegen.
Weitere Informationen
Bücher
Mukherjee, D.P. "Nähte." In Polymere:Biomaterialien und medizinische Anwendungen. New York:John Wiley &Sons, 1989.
Planck, H., M. Dauner und M. Renardy, Hrsg. Medizinische Textilien zur Implantation. Berlin:Springer-Verlag, 1990.
Zeitschriften
"Dermabond 'Super Glue' erhält gemischte Kritiken." Dermatologiezeiten (Oktober 1999):1.
Mraz, Stephen J. "Von den Kiefern der Ameisen zu resorbierbaren Heftklammern." Maschinendesign (12. Januar 1995):70ff.
"Zip-it-y Doo Dah." Krankenpflege (Mai 2000):62.
Angela Woodward
Herstellungsprozess
- Was ist VMC-Bearbeitung?
- Leitfaden zur Laserbeschriftung mit Aluminium
- MIG-Schweißen vs. WIG-Schweißen
- Leitfaden zur Laserbeschriftung
- Überlegungen zur Schweizer Hochproduktionsbearbeitung
- Leitfaden zum CNC-Prototyping
- Den Wellenherstellungsprozess verstehen
- Was ist Faserlasermarkierung?
- Elektropolieren vs. Passivieren
- Was ist eine Edelstahlpassivierung?