


Fortschrittliche Lochbearbeitungstechniken von CNC Services
August gepostet. 12., 2019, | Von WayKen Projektmanager
Die Herstellung von Löchern wird weitgehend unterschätzt, da die meisten Löcher, die wir herstellen, eine triviale Präzision und geringe Tiefe haben und nur Schrauben halten sollen. Moderne Hightech-Industrien (insbesondere Luft- und Raumfahrt und Automobil) kommen jedoch auf den CNC-Dienstleistungsmarkt mit Forderungen nach der Herstellung von Teilen mit extrem präzisen oder tiefen Löchern oder nach einer sehr genauen Position der Löcher. Neben fortschrittlichen CNC-Bearbeitungsdiensten erfordern solche Anforderungen spezielle Techniken und sorgfältige Planung.
Probleme bei der Lochverarbeitung
Der Lochherstellungsprozess ist aus fertigungstechnischer Sicht eigentlich ziemlich anstrengend. Das Werkzeug und der Rohling können leicht überhitzt werden, weil es schwierig ist, Kühlmittel in das Loch einzubringen, der Prozess ist für den Maschinisten nicht sichtbar, sodass er sich nur auf die Werkzeugmaschineninformationen verlassen kann und blind schneiden muss, das Durchführen von Messungen ist schwierig, besonders in Löchern mit kleine Durchmesser. Und das sind nur einige Probleme bei der Lochfertigung. Um präzise Löcher zu machen, entwickeln und verbessern CNC-Dienste also ständig Bearbeitungsstrategien, sie erfinden neue Werkzeuge und Werkzeuge, um die Anforderungen des Kunden zu erfüllen.
Tiefbohren
 Holen Sie sich ein sofortiges Angebot
Holen Sie sich ein sofortiges Angebot Nun, das Bohren selbst ist ein üblicher Prozess, und es ist nicht interessant, kurze Löcher zu bohren, aber je tiefer das Loch ist, desto schwieriger ist es, seine Achse beim Bohren gerade zu halten. Das liegt daran, dass ein längerer Bohrer weniger steif ist, dafür aber zwei Schneidkanten hat, die nicht gleich lang sein können. So ist die Schneidkraft der Bohrerseiten unterschiedlich und der Bohrer weicht normalerweise von der geraden Achse ab und macht das Loch schief. Dies ist für hochpräzise CNC-Teile nicht akzeptabel.
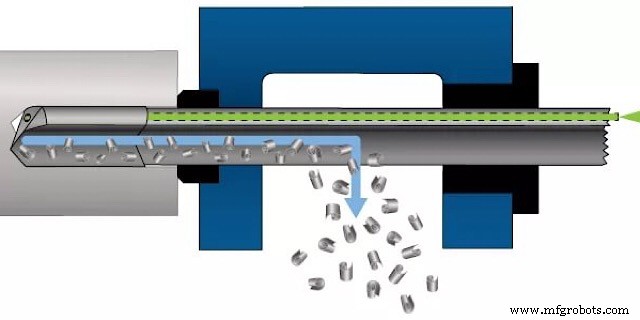
Deshalb wurde das Tiefbohren erfunden. Wie der Name schon sagt, wurde es zuerst zur Herstellung von Langschaftwaffen verwendet, bei denen ein langes, aber präzises Loch die Hauptanforderung ist. Nichtsdestotrotz haben andere Industrien mit der Entwicklung von Fertigungstechnologien das Tiefbohren für ihre eigenen Zwecke übernommen. Der Hauptunterschied zu dieser Strategie ist das Werkzeug. Ein Einlippenbohrer hat eine einzige Schneide, sodass er nicht von seinem Kurs abweicht, wie es ein einfacher Bohrer tut. Es hat eine größere Spanabfuhrnut, die auch als Kühlkanal dient. Das Kühlmittel wird mit hohem Druck durch die Nut gepumpt, trägt den Span ab und kühlt den Bohrer viel besser. Der Nachteil dieser Methode ist, dass dieser Bohrer nicht auf einem üblichen CNC-Fräszentrum montiert werden kann, sondern zusätzliche Werkzeuge benötigt.

CNC-Werkstätten verwenden in den extremsten Fällen Einlippenbohrer, aber meistens versuchen sie, sich an die universellen Werkzeuge zu halten, und deshalb gibt es bestimmte Strategien, die es ermöglichen, tiefe Löcher mit einfachen Bohrern zu bohren. Zunächst wird die Länge des Lochs in Segmente mit Tiefen von etwa 3-4 Lochdurchmessern unterteilt. Jedes Mal, wenn der Bohrer das Ende eines Segments erreicht, wird er ausgeworfen, um den Rohling und das Werkzeug abkühlen zu lassen und alle Späne aus dem Loch zu entfernen.
Hochpräzise Lochbearbeitung
Um ein präzises Loch zu machen, wird das CNC-Bohren normalerweise mit mehreren Instrumenten durchgeführt, wobei das erste wesentlich kleiner als der Lochdurchmesser ist und mit dem nächsten Werkzeug größer wird. Dies geschieht, um die Schnittkraft und damit die Achsabweichung aus den oben genannten Gründen zu verringern. Außerdem unterscheiden sich konsekutive Methoden oft von einfachen Bohrungen:
Die Kernbohrung wird unmittelbar nach dem Bohren durchgeführt. Ein Kernbohrer hat drei statt einer Schneide und ist dadurch stabiler. Kernbohrer bearbeiten in der Regel eine Schnitttiefe von nur 0,5 mm, ihr absoluter Vorteil ist jedoch die Möglichkeit der Achskorrektur.
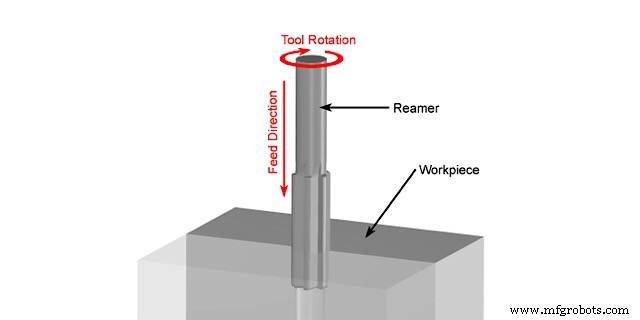
Reiben. Wenn Ihr Kunde eine Bohrung mit einer Toleranz bis zu IT6 und einer sehr glatten Oberfläche verlangt, nehmen Sie eine Reibahle und machen Ihren Bearbeitungsvorschub extrem niedrig. Eine Reibahle ist ein Werkzeug mit vielen langen Schneidkanten, die sich an den Seiten des Werkzeugs befinden. Es hat vordere Schneidklingen, aber sie sind extrem klein, sodass die Schnitttiefe beim Reiben etwa 0,1–0,05 mm beträgt. Dadurch und durch die höchste Präzision der Schneidkanten ergeben sich beim Reiben tolle Löcher. Bei kleineren Löchern wird manuell aufgebohrt.
Das Honen ist ein abrasiver Prozess, der jedoch auf einer CNC-Werkzeugmaschine durchgeführt werden kann, jedoch sind spezielle Honmaschinen definitiv besser. Ein Hon ist im Grunde eine Reibahle mit Schleifbrettern anstelle von Schneidklingen. Ein weiterer Unterschied besteht darin, dass die Dielen auf den richtigen Durchmesser eingestellt werden können. Der Honstein wird in das Loch eingeführt und dreht sich um seine Achse, während die Bretter das Material schleifen. Sobald der Schleifstein ausgeworfen wird, wird die Drehrichtung umgekehrt. Dadurch hat die Oberfläche der Bohrung kreuz und quer verlaufende mikroskopisch kleine Rillen, die die Schmierung wesentlich effizienter machen.
Loch-Threading-Strategien
Viele Löcher erfordern Gewinde, die aus komplexen dünnen Oberflächen bestehen und eigentlich ziemlich schwer zu bearbeiten sind. Es gibt eine Reihe von Strategien zum Gewindeschneiden, aber vorher ist es unbedingt erforderlich, Senken oder Senken durchzuführen. Diese beiden Prozesse erzeugen am Eingang des Lochs eine konische oder zylindrische Rille. Es ermöglicht das korrekte Einführen des Gewindeschneidwerkzeugs und hilft weiter beim Zusammenbau der eigentlichen Teile. Also, hier sind einige Strategien zum Threading.
Beim Gewindebohren wird ein einzelnes Werkzeug verwendet, das an eine Schraube erinnert, aber Spanabfuhrrillen und einen langen konischen Bereich an der Vorderseite hat, um die Schnitttiefe allmählich zu erhöhen. Der Bearbeitungsvorschub beim Gewindeschneiden mit Kegel (und übrigens mit jedem Gewinde) ist gleich der Schraubensteigung. Der Gewindebohrer wird langsam in das Loch eingeführt, wo jede seiner spiralförmigen Schneidkanten allmählich ein Stück Material abschneidet, um das Gewinde zu bilden. Kleine Löcher werden manuell bearbeitet, in diesem Fall erinnert der Lochvorgang an das Einschrauben einer sehr festen Schraube. Der Gewindebohrer muss genauso vorsichtig ausgeworfen werden, wie er eingesetzt wurde. Wenn Sie das vergessen und versuchen, den Gewindebohrer auszuwerfen, ohne ihn abzuschrauben, können Sie ihn zerbrechen und müssen ihn mit Elektroerosionsbearbeitung herausholen.
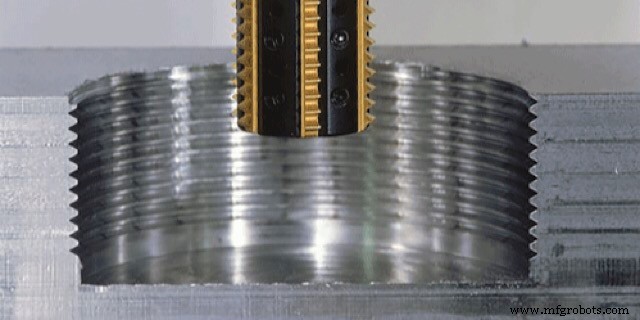
Das Gewindefräsen liefert bessere Ergebnisse, da die Prozesstemperatur niedriger ist und es viel einfacher ist, Kühlmittel aufzutragen. Ein spezieller Fräser, der 30-40 % kleiner als der Durchmesser des Lochs ist, bewegt sich spiralförmig entlang der Bahn der Bohrrillen und dreht sich für einen effizienten Schnitt um seine Achse. Der Mindestdurchmesser des Lochs hängt vom Mindestdurchmesser der Mühle ab.
Eine andere Strategie heißt Thread-Bohren. Es ist eigentlich dasselbe wie das Drehen in Bezug auf die Teileeinrichtung und die Hauptbewegungen, aber das Werkzeug wird so hergestellt, dass es die Form der Gewindenut kopiert. Es wird also mit der Schraubensteigung in das Loch des Teils eingeführt und schneidet die Spiralflächen des Gewindes. Es ist wichtig zu beachten, dass das Bohren für große Löcher großartig ist, aber keine Löcher bearbeiten kann, die kleiner als 20 mm sind.
Wenden Sie sich an uns-Wayken, um zu erfahren, wie Sie mit Präzisions-CNC-Bearbeitung Teilbohrungen für Ihr Projekt entwerfen können.
CNC-Maschine
- Kennen Sie verschiedene Arten von CNC-Bearbeitungstechniken
- CNC-Bearbeitung:Beste Techniken für Sie
- CNC-Bearbeitung von Acryl
- Auswahl der richtigen und zuverlässigen CNC-Bearbeitungsdienste
- CNC-Bearbeitungsdienste sorgen für Präzision bei komplexeren Teilen
- Bereit, CNC-Bearbeitungsdienste nach China auszulagern? Lesen Sie dies zuerst.
- Verbessern Sie die Fertigungseffizienz mit CNC-Bearbeitungsservices
- CNC-Bearbeitung von Polymeren
- CNC-Bearbeitung von exotischen Materialien
- Ein Überblick über Bohrungsoperationen in der CNC-Bearbeitung