


G83 Tieflochbohrzyklus (Tiefloch) für Haas CNC
Erläuterung des Festzyklus G83 Tiefenlochbohren
Der G-Code des G83-Peck-Bohrzyklus ist modal, sodass er bei jeder X- und/oder Y-Achsenbewegung aktiviert wird und schnell zu dieser Position fährt und dann bewirkt, dass dieser Festzyklus (Bohren) erneut ausgeführt wird, bis er abgebrochen wird (G80). .
G83 Tiefbohrzyklus für Haas CNC-Steuerung
G83 Tiefbohrzyklus
Die CNC-Steuerung von Haas gibt uns mehr Flexibilität beim Tieflochbohren (G83).
Haas CNC hat zwei Formate des G83 Deep Hole Peck Drilling Cycle.
Das erste und weit verbreitete Format ist genau wie das CNC-Steuerungsformat von Fanuc, wie unten angegeben
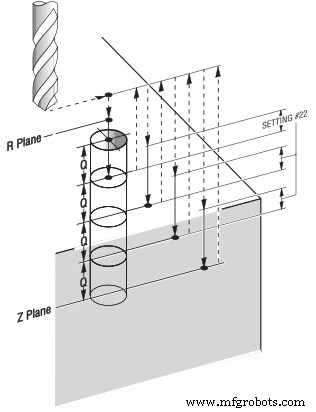
Format des G83-Peck-Bohrzyklus
G83 X_ Y_ Z_ R_ Q_ F_;
X Y – Lochpositionsdaten
Z – Z-Tiefe (Zustellung auf Z-Tiefe ausgehend von der R-Ebene)
R – Position der R-Ebene
/>Q – Schnitttiefe für jeden Schnittvorschub (Tiefe jedes Einstichs)
F – Schnittvorschubgeschwindigkeit
Das zweite Format für den Haas CNC G83 Deep Hole Peck Drilling Cycle ist unten
G83 Festes Zyklusformat für Tiefenbohren – I J K-Optionen
G83 Tiefbohrzyklus mit I J K-Optionen
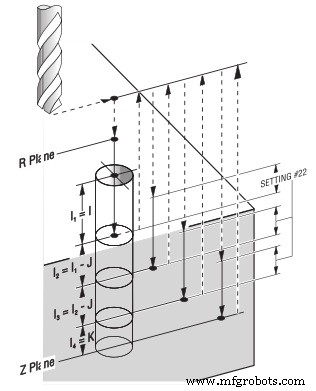
G83 X_ Y_ Z_ I_ J_ K_ R_ F_;
X Y – Lochpositionsdaten
Z – Z-Tiefe (Zustellung auf Z-Tiefe ausgehend von der R-Ebene)
R – Position der R-Ebene
I – Größe der ersten Schnitttiefe
J – Betrag zur Verringerung der Schnitttiefe bei jedem Durchgang
K – Minimale Schnitttiefe
F – Schnittvorschubgeschwindigkeit
Der erste Durchgang wird Einschnitt um I, jeder nachfolgende Schnitt wird um den Betrag J reduziert, und die minimale Schnitttiefe beträgt K.
Haas CNC G83 Deep Hole Peck Drilling Cycle Setting
Einstellung 22 – Wenn das Werkzeug tiefer in das Loch einsticht, bewegt es sich mit jedem Einstich schnell zur R-Ebene und dann wieder zurück in einen konstanten festgelegten Abstand über dem Boden des Lochs, das durch den vorherigen Einstich erzeugt wurde. Dieser angegebene Abstand wird in Einstellung 22 definiert.
CNC-Maschine
- Tieflochbohren ohne Vortrieb
- Werkzeugstabilitätslösung für Tieflochbohren
- Fortschrittliche Lochbearbeitungstechniken von CNC Services
- Einfaches CNC-Drehbankbohren mit Fanuc G74 Peck Drilling Cycle
- Intuitives Programmiersystem mit Komplettlösung für Drehmaschinen – Haas CNC
- Planeinstechen mit dem G74-Peck-Bohrzyklus CNC-Programmiertutorial
- G81 Bohrzyklus G83 Tiefenbohren mit G98 G99 Beispielprogramm
- Tieflochbohren mit Spanbrechen oder Tiefbohren auf Haas CNC
- ECS G83/r Deep Drilling with Dwell for Span Breaking Cycle
- ECS G83 Deep Drilling with clearing Cycle