


Definition angetriebener CNC-Drehmaschinen-Werkzeuge und zugehörige CNC-M-Codes von Haas
Definition angetriebener CNC-Drehmaschinen
Mit der Option für angetriebene CNC-Drehmaschinen können Sie axial oder radial angetriebene Werkzeuge antreiben, um sekundäre Operationen wie Bohren oder Gewindeschneiden sowohl auf der Stirnfläche des Teils als auch um den Durchmesser herum durchzuführen. Die Hauptspindel bietet Indexierung in präzisen Inkrementen für die Teilepositionierung und Wiederholbarkeit.
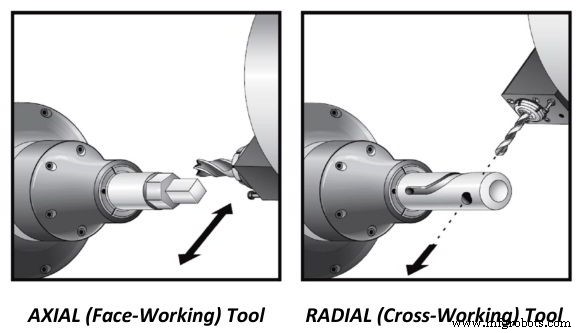
cnc Drehmaschine angetriebene Werkzeuge axial und radial
Vor der Verwendung von angetriebenen Werkzeugen auf einer CNC-Drehmaschine muss die CNC-Drehmaschine für die angetriebenen Werkzeugoperationen vorbereitet werden.
zum Beispiel
- Parameter einstellen Haas CNC-Parameter angetriebene Werkzeuge mit G81-, G82-, G83-, G85-, G89-, G95-Zyklen
- Der angetriebene Werkzeugantrieb muss eingekuppelt sein.
- Angetriebenes Werkzeug muss sich mit einer programmierten Geschwindigkeit vorwärts/rückwärts drehen.
- Spannen/Entspannen der Hauptspindel für den Betrieb.
- Spindelorientierung kann verwendet werden.
- Die C-Achse kann für einen präziseren Betrieb mit angetriebenen Werkzeugen verwendet werden.
- Am Ende muss das angetriebene Werkzeug gestoppt werden
- Der angetriebene Werkzeugantrieb muss ausgekuppelt werden (bei einigen CNC-Maschinen wird der angetriebene Werkzeugantrieb automatisch ausgekuppelt, wenn Sie den Werkzeugrevolver drehen).
M-Codes für angetriebene CNC-Drehmaschinen von Haas
Im Folgenden sind die M-Codes aufgeführt, die am häufigsten bei der Verwendung von angetriebenen Werkzeugen auf einer CNC-Drehmaschine von Haas verwendet werden.
M133 Live Tool Drive Forward
Schaltet den angetriebenen Werkzeugmotor auf beispielsweise (PXXXX) U/min
einM133 P1000
Das obige CNC-Programm schaltet das angetriebene Werkzeug vorwärts auf 1000 U / min ein.
Wenn das angetriebene Werkzeug eingerückt ist, dreht sich der Motor des angetriebenen Werkzeugs langsam für einige Millisekunden, um das Schlossgetriebe einzurücken.

Angetriebene Werkzeuge für CNC-Drehmaschinen
M134 Antrieb für angetriebenes Werkzeug rückwärts
Schaltet die Drehrichtung des angetriebenen Werkzeugmotors in umgekehrter Richtung auf beispielsweise (PXXXX) U/min ein
M134 P1000
Das obige CNC-Programm schaltet angetriebene Werkzeuge rückwärts auf 1000 U/min ein.
M135 Angetriebener Werkzeugantrieb stoppen
M135 stoppt das angetriebene Werkzeug.
M14 Hauptspindel klemmen / M15 Hauptspindel lösen
M14 Klemmt die Hauptspindel oder schaltet die Spindelbremse ein.
M15 löst oder schaltet die Spindelbremse aus. Die Spindel wird automatisch gelöst, wenn ein Werkzeugwechsel befohlen wird oder wenn eine neue Spindeldrehzahl befohlen wird. Auch wenn RESET gedrückt wird, wird die Spindel gelöst.
M19-Orientierungsspindel
Die Option Spindelausrichtung ermöglicht die Positionierung der Spindel auf einen bestimmten, programmierten Winkel.
M19 richtet die Spindel auf die Nullposition aus. Ein Wert von P oder R mit M19 wird verwendet, um die Spindel auf eine bestimmte Position (in Grad) auszurichten.
M119 richtet die Sekundärspindel aus.
Lesen Sie M19-Spindelausrichtung – M119-Nebenspindelausrichtung.
Für ein CNC-Programmbeispiel, das die M19-Spindelausrichtung verwendet, lesen Sie Live Tooling Lathe Programming Code – Spindle Orientation Haas CNC
M154 C-Achse einrücken / M155 C-Achse ausrücken
M154 C-Achse einschalten
M155 C-Achse ausrücken
Diese Codes aktivieren und schalten den C-Achsen-Motor ein und aus.
Die C-Achse bietet eine hochpräzise bidirektionale Spindelbewegung, die wird vollständig mit X- und/oder Z-Bewegung interpoliert. Spindeldrehzahlen von 0,01 bis 60 U/min können befohlen werden.
Ein Beispiel für ein C-Achsen-CNC-Programm finden Sie unter Programmierbeispiel für eine C-Achsen-Drehmaschine mit angetriebenen Werkzeugen auf Haas CNC
CNC-Maschine
- CNC-Werkzeuggrundlagen für besseres Schneiden und Schnitzen von Holz
- Vertikale CNC-Drehmaschine mit einer Spindel
- CNC-Drehmaschine bietet hohe axiale und radiale Belastbarkeit
- CNC-Drehmaschine für große Werkstücke
- Haas ST-10Y CNC-Drehzentrum mit Y-Achse und kleinem Footprint
- Haas CNC-Drehmaschinen-Handbuch kostenloser Download
- Wie man Haas CNC mit PC und Laptop verbindet
- Werkzeugrückzug und Wiederherstellung – Definition aus dem CNC-Wörterbuch
- G-Codes und M-Codes für CNC-Maschinen – CNC-Fräsen und -Drehen
- Bosch CC 100 M G-Codes und M-Codes