


Programmiercode für Drehmaschinen mit angetriebenen Werkzeugen – Spindelausrichtung Haas CNC
Drehmaschinenprogrammierung mit angetriebenen Werkzeugen
Dies ist ein Programmierbeispiel für eine Drehmaschine mit angetriebenen Werkzeugen, das die Verwendung eines angetriebenen Werkzeugs (angetriebene Werkzeuge) und die Spindelausrichtung auf einer CNC-Drehmaschine von Haas zeigt.
Für eine kurze Einführung in angetriebene Werkzeuge und zugehörige M-Codes auf CNC-Drehmaschinen von Haas lesen Sie
- Definition angetriebener Werkzeuge für CNC-Drehmaschinen und zugehörige CNC-M-Codes von Haas
- M19-Spindelausrichtung – M119-Nebenspindelausrichtung
- Haas CNC-Drehmaschinen-M-Codes
- Haas CNC-Drehmaschinen-G-Codes
Beispielcode für das Live-Tooling-Programm
Für dasselbe CNC-Programmbeispiel, das die C-Achse für die Spindelsteuerung verwendet, lesen Sie Programmierbeispiel für eine C-Achsen-Drehmaschine mit angetriebenen Werkzeugen auf Haas CNC
CNC-Spindelausrichtung M19 Haas CNC-Programmbeispiel
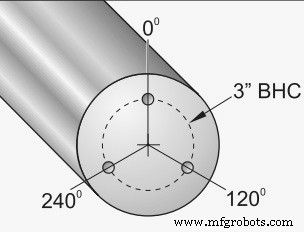
O0050 N10 T101 N15 G54 N20 G00 X3.0 Z0.1 N25 G98 N30 M19 P0 N35 M14 N40 M133 P2000 N45 G01 Z-0.5 F40.0 N50 G00 Z0.1 N55 M19 P120 N60 M14 N65 G01 Z-0.5 N70 G00 Z0.1 N75 M19 P240 N80 M14 N85 G01 Z-0.5 N90 G00 Z0.1 N95 M15
Erklärung des CNC-Programmcodes
N25 G98 Vorschub pro Minute.
G98 Vorschub pro Minute wird in diesem Programm anstelle von G99 Vorschub pro Spindelumdrehung verwendet, da bei den meisten angetriebenen Werkzeugen der Code G98 (Vorschub pro Minute) verwendet wird, da sich die Spindel nicht mit hohen Drehzahlen dreht .
N30 M19 P0 Spindel ausrichten.
Die Spindelausrichtungsoption M19 ermöglicht die Spindelpositionierung auf einen bestimmten programmierten Winkel, für weitere Informationen lesen Sie M19 Spindelausrichtung – M119 Nebenspindelausrichtung.
N35 M14 klemmt die Hauptspindel oder schaltet die Spindelbremse ein.
N40 M133 P2000 Angetriebenes Werkzeug mit 2000 U/min vorwärts einschalten.
N95 M15 Hauptspindelbremse ausschalten.
CNC-Maschine
- Vertikale CNC-Drehmaschine mit einer Spindel
- CNC-Drehmaschine für große Werkstücke
- CNC-Programmiersprachen – G-Code und M-Code
- CNC-G-Code-Einführung
- Drehmaschinen-CNC-Programmierbeispiel
- CNC-Drehbank-Programmierbeispiel
- Fanuc CNC-Drehmaschinen-Programmierbeispiel
- Haas CNC-Drehmaschinen-Handbuch kostenloser Download
- CNC-Programmierbeispiel G-Code G02 Kreisinterpolation im Uhrzeigersinn
- Beispielcode für G71-Schruppdrehzyklus – CNC-Drehmaschinenprogrammierung