


Haas G76 Gewindeschneidzyklus Mehrfachdurchlauf
Der Haas G76-Gewindezyklus kann für Außengewinde, Innengewinde, gerade Gewinde und konische Gewinde verwendet werden.
Mit dem Gewindeschneidzyklus G76 von Haas kann ein Programmierer problemlos mehrere Schnittdurchgänge entlang der Länge des Gewindes befehlen.
Die Art der Werkzeugbelastung und des Verschleißes kann durch Verwendung des P-Codes gesteuert werden. Der P-Code kann angeben, auf welcher Seite das Werkzeug
schneidet, und er kann angeben, wie viel Material geschnitten wird.
Haas G76 Threading Cycle Applications
Hass G76 Gewindeschneidzyklus kann verwendet werden für,
- Innengewindeschneiden (Innengewindeschneiden).
- Außengewindeschneiden (Außengewindeschneiden).
- Gerade Einfädelung.
- Konisches Gewindeschneiden.
Haas G76 Gewindeschneidzyklus
Format des Haas G76-Gewindezyklus
G76 X(U) Z(W) K D A F(E) I P Q
Parameter
X – Absolute Position auf der X-Achse, maximaler Gewindetiefendurchmesser (optional).
Z – Absolute Position auf der Z-Achse, maximale Gewindelänge (optional).
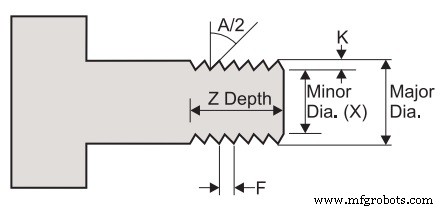
K – Gewindehöhe, definiert die Gewindetiefe, Radiusmaß .
D – Schnitttiefe des ersten Durchgangs.
A – Schneidenwinkel (Wert:0 bis 120 Grad).
F(E) – Vorschub, die Steigung des Gewindes.
U – Inkrementaler Abstand auf der X-Achse, Beginn bis zum maximalen Gewindetiefendurchmesser (optional).
W – Inkrementeller Abstand auf der Z-Achse, Beginn bis zur maximalen Gewindelänge (optional).
I – Gewindekegelbetrag, Radius messen (optional).
P – Schneiden an einer Kante (Lastkonstante) (optional).
Q – Gewindeanfangswinkel (kein Dezimalkomma verwenden) (optional).
Maschineneinstellungen
Einstellung 95 – Gewindefasengröße.
Einstellung 96 – Gewindefasenwinkel.
Einstellung 86 – Gewindeoberflächenzugabe.
M-Code
M23 – Anfasen EIN
M24 – Anfasen AUS
Erläuterungen der Haas G76-Gewindezyklusparameter
K -Gewindehöhe
Die Gewindehöhe ist definiert als der Abstand von der Gewindespitze zum Gewindegrund.
Die berechnete Gewindetiefe (K) ist der Wert von K abzüglich der Schlichtzugabe (Einstell 86, Thread Finish Allowance) ist dieser Betrag.
D – Schnitttiefe des ersten Durchgangs
Die Tiefe des ersten Schnitts durch das Gewinde wird in D angegeben. Die Tiefe des letzten Schnitts durch das Gewinde kann mit Einstellung 86 gesteuert werden.
Gewindefase
Am Ende des Gewindes wird eine optionale Fase ausgeführt.
Die Größe und der Winkel der Fase werden mit Einstellung 95 (Gewindefasengröße) und Einstellung 96 (Gewindefasenwinkel) gesteuert.
P – Single Edge Cutting (Lastkonstante) (optional)
Vier Optionen für das G76-Mehrfachgewindeschneiden sind verfügbar
- P1:Einkantenschnitt, Schnittmenge konstant
- P2:Doppelkantenschneiden, Schnittmenge konstant
- P3:Schneiden an einer Schneide, Schnitttiefe konstant
- P4:Zweischneidig, Schnitttiefe konstant
CNC-Maschine
- G76-Gewindezyklus – Über die Grundlagen hinaus
- CNC Fanuc G76 Gewindeschneidzyklus
- Konisches Gewindeschneiden mit dem Fanuc G76-Gewindezyklus
- Tabelle der empfohlenen Gewindezuführungen
- Fanuc G76 Gewindezyklus für Dummies
- CNC Fanuc G92 Gewindeschneidzyklus
- G76 Gewindezyklus Einzeiliges Format für Fanuc 10/11/15T
- Kegeliges Gewindeschneiden mit G92-Gewindezyklus
- Mach3 Turn G76 Festzyklus zum Gewindeschneiden
- Erläuterung der vollständigen Steuerung des G76-Gewindezyklus Anzahl der Durchgänge und der Schnitttiefe