


Mach3 Turn G76 Festzyklus zum Gewindeschneiden
Mach3 Turn Threading Der Festzyklus G76 wird zum Gewindeschneiden auf einer CNC-Drehmaschine verwendet, die mit der Mach3 Turn-Software gesteuert wird.
Es gibt andere Optionen für das Gewindeschneiden mit Mach3 Turn wie das G32-Gewindeschneiden im G-Code, aber denken Sie daran, dass G32 kein Gewindeschneidzyklus ist, sodass der CNC-Maschinist für jeden Gewindegang eine zusätzliche Codierung durchführen muss.

Mach3 Turn Threading
Der Mach3 Turn G76 Gewindeschneidzyklus macht das Gewindeschneiden sehr einfach, es ist nur eine Codezeile erforderlich, um den Gewindeschneidzyklus zu programmieren.
Die zusätzlichen Vorteile des Mach3 Turn-Gewindezyklus G76 bestehen darin, dass CNC-Maschinisten mit nur wenigen Wertänderungen ihre Gewindeoperationen anpassen können.
Mit Mach3 Turn G76 Gewindeschneidzyklus können CNC-Maschinisten Innen- oder Außengewinde für
machen- gerade Fäden
- konische Gewinde
- Multi-Start-Threads.
Mach3 Turn G76 Gewindeschneidzyklusformat
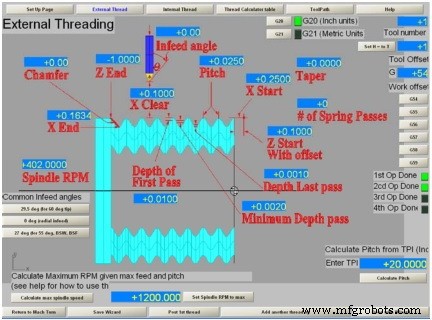
G76 X Z Q P H I R K L C B T J
X – Endwert auf der x-Achse.
Z – Endwert auf der z-Achse.
Q – Anzahl der Federdurchgänge. (optional)
P – Gewindesteigung
H – Tiefe des ersten Durchgangs und nachfolgender Durchgänge.
I – Zustellwinkel.
R – Gewindeanfangspunkt in x-Achse (optional) .
K – Gewindestartpunkt in z-Achse (optional)
L – Fase – Gewindeauslauf (optional)
C – Abstand X-Achse für schnellen Rücklauf.
B – Tiefe letzter Durchgang (optional)
T – Verjüngung (optional)
J – Mindesttiefe pro Durchgang (optional)
Erklärung
Mach3 Turn G76 Erläuterung des Festzyklus Gewindeschneiden
C – gibt den X-Abstand für die Eilrücklaufbewegung an. Es wird immer positiv angegeben und Mach3 behandelt die umgekehrte Richtung für ein Innengewinde.
Q – gibt die Anzahl der Federdurchgänge an (d. h. Schnitte an der X-Endposition).
I – gibt den Zustellwinkel in Grad an. Dies ist Null für radiale Zustellung und typischerweise 29 oder 29,5 Grad für ein einheitliches oder metrisches ISO-Gewinde oder 27 Grad für 55-Grad-Winkelformen wie BSW oder BSF.
L – Rückzugs- oder Fasenwinkel ist ein „Drehwinkel“ und keine tatsächliche Fase.
L90 würde über 1/4 Umdrehung zurückfahren
L360 wäre 1 Umdrehung.
L720 wäre 2 rev.
CNC-Maschine
- G76-Gewindezyklus – Über die Grundlagen hinaus
- CNC Fanuc G76 Gewindeschneidzyklus
- CNC Fanuc G72 Festzyklus Plandrehen
- Konisches Gewindeschneiden mit dem Fanuc G76-Gewindezyklus
- Steuern des Gewindezustellwinkels mit dem Fanuc G76-Gewindezyklus
- Fanuc G76 Gewindezyklus für Dummies
- CNC Fanuc G92 Gewindeschneidzyklus
- G76 Gewindezyklus Einzeiliges Format für Fanuc 10/11/15T
- Kegeliges Gewindeschneiden mit G92-Gewindezyklus
- Erläuterung der vollständigen Steuerung des G76-Gewindezyklus Anzahl der Durchgänge und der Schnitttiefe