


Konisches Gewindeschneiden mit dem Fanuc G76-Gewindezyklus
Konisches Gewinde ist in CNC-Maschinenwerkstätten keine übliche Praxis, aber manchmal möchten Kunden eine Komponente mit konischem Gewinde. Hier ist also die Lösung. Kegelgewinde auf einer CNC-Drehmaschine mit Fanuc-Steuerung ist mit dem Fanuc G76-Gewindezyklus einfach. Der Fanuc-CNC-Steuerungs-Gewindezyklus G76 gibt uns viel Flexibilität. Die CNC-Programmierung von Kegelgewinden mit dem Fanuc-Gewindezyklus G76 ist nicht so schwierig, es muss nur ein Parameter hinzugefügt werden.
Normales Gewindeschneiden mit CNC-Programm Fanuc G76 Threading Cycle
N5 G76 P010060 Q100 R0.05 N6 G76 X30 Z-20 P1024 Q200 F2
Ein G76-Parameter, der für konisches Gewinde hinzugefügt werden muss, ist R im zweiten G76-Satz.
Kegeliges Gewindeschneiden mit Fanuc G76-Gewindezyklus-CNC-Programm
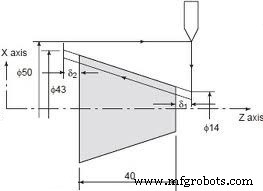
Konisches Gewindeschneiden mit Fanuc G76 Gewindeschneidzyklus
N5 G00 X50 Z5 N6 G76 P010060 Q100 R0.05 N7 G76 X43 Z-45 P1024 Q200 R-14.5 F2
Weitere Parameter des Fanuc-Gewindezyklus G76 werden hier erklärt.
Der R-Parameter im zweiten Satz von G76 ist der verjüngte Wert. Beachten Sie, dass R als Radiuswert angegeben wird .
Berechnen des R-Parameters für konisches Gewindeschneiden auf Fanuc mit dem G76-Gewindezyklus.
R =(Anfangsdurchmesser – Enddurchmesser) / 2
CNC-Maschine
- G76-Gewindezyklus – Über die Grundlagen hinaus
- CNC Fanuc G76 Gewindeschneidzyklus
- Einfaches CNC-Drehbankbohren mit Fanuc G74 Peck Drilling Cycle
- CNC Fanuc G75 Einstechzyklus
- Fanuc-G-Codeliste
- Fanuc G76 Gewindezyklus für Dummies
- CNC Fanuc G92 Gewindeschneidzyklus
- G76 Gewindezyklus Einzeiliges Format für Fanuc 10/11/15T
- Kegeliges Gewindeschneiden mit G92-Gewindezyklus
- Mach3 Turn G76 Festzyklus zum Gewindeschneiden