


Sinumerik 810 Programmierbeispiel CNC-Fräse
Siemens Sinumerik 810 Programmierbeispiel, um zu zeigen, wie CNC-Maschinisten Eckenradien bearbeiten können.
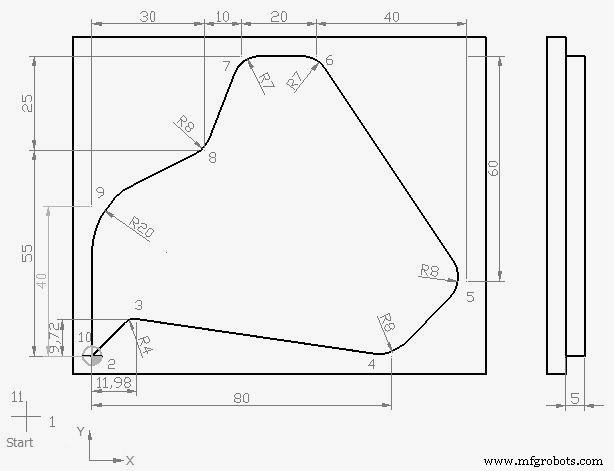
Die CNC-Steuerung Sinumerik 810 verwendet U+ für den Radius (siehe Beispiel unten).
Die CNC-Steuerung Sinumerik 810 verwendet U- für die Fase.
U muss ein beliebiger positiver numerischer Wert sein, z. B. U5, dies zeichnet einen Radius von 5 mm.
Zur Werkzeugversatzeinstellung auf Sinumerik 810 lesen Sie Werkstückversatzeinstellung auf Hermle UWF 851 CNC-Fräse mit Sinumerik-Steuerung
Dieses CNC-Programmierbeispiel funktioniert auf,
- SINUMERIK 810G
- SINUMERIK 820G
Sinumerik 810 Programmierbeispiel
Sinumerik 810 Programmierbeispiel
N5 G00 G54 G64 G90 G17 X-20 Y-20 Z50 N10 S450 M03 F250 D01 (12.5 MM DIA) N15 C0 N20 Z5 N25 G01 Z0 N30 Z-5 N35 G42 X0 Y0 N40 X10 Y10 U4 N45 X80 Y0 U8 N50 X100 Y20 U8 N55 X60 Y80 U7 N60 X40 Y80 U7 N65 X30 Y55 U8 N70 X0 Y40 U20 N80 X0 Y0 N85 G40 X-20 Y-20 N90 G00 Z50 N95 Y100 N100 M30
Erklärung der Sinumerik 810 G-Codes
G00 :Eilgang.
G54 :Nullpunktverschiebung Nr. 1.
G64 :Bahnbetrieb.
G90 :Maßsystem absolut.
G17 :Plananwahl X-Y.
G42 :Fräserradiuskompensation aktivieren (Rechtslauf)
G40 :Fräserradiuskorrektur deaktiviert
S :Spindeldrehzahl
F :Achsvorschub
M :Fräserbewegung (3=im Uhrzeigersinn, 4=gegen den Uhrzeigersinn)
D :Werkzeugnummer
M30 :Ende des Hauptprogramms
CNC-Maschine
- CNC-Programmierung für Anfänger ein einfaches CNC-Programmierbeispiel
- Drehmaschinen-CNC-Programmierbeispiel
- CNC-Programmierung für Anfänger ein CNC-Programmierbeispiel
- CNC-Drehbank-Programmierbeispiel
- SINUMERIK 840D-Programmierung WHILE-Schleifenverwendung
- Fanuc CNC-Drehmaschinen-Programmierbeispiel
- Sinumerik 840D CNC-Programmierung
- Kegelgewindeschneiden mit G32 ein CNC-Programmierbeispiel
- G76-Gewindezyklus ein CNC-Programmierbeispiel
- CNC-Bearbeitungszentrum-Programmierbeispiel