


CNC-Drehbank-Programmierbeispiel
Ein einfaches Programmierbeispiel für eine CNC-Drehmaschine. Dieses CNC-Programmierbeispiel zeigt, wie Sie Konturen wie Fasenkegelnuten und Bogen programmieren .
Dieses CNC-Programm verwendet zwei Werkzeuge für die Bearbeitung. Das erste Werkzeug, das in diesem CNC-Programmierbeispiel verwendet wird, ist ein Drehwerkzeug und das zweite ist ein Nutwerkzeug .
CNC-Bearbeitung
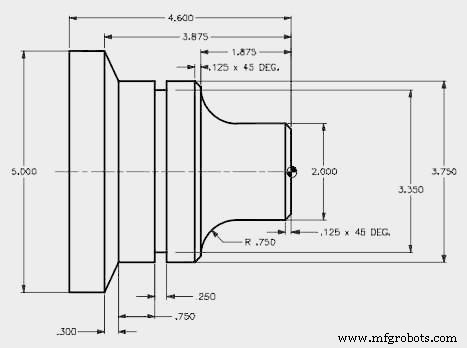
Das Drehwerkzeug wird zuerst der Komponente gegenüberstehen dann wird es eine Fase machen , danach gerades Abbiegen und dann ist da noch die Bogenbearbeitung der Bogen kann mit R (Radius of arc) bearbeitet werden oder Bogen können mit I- und K-Werten des Bogens bearbeitet werden , am oberen Ende des Bogens ist eine Fase, dann wieder gerades Drehen, jetzt kommt die Nut aber wir können aufgrund ihrer Form keine Nuten mit Drehwerkzeugen herstellen Also werden wir die Nut mit unserem nächsten Werkzeug bearbeiten, das ausschließlich für Nutoperationen hergestellt wird, aber zu dem Zeitpunkt, an dem wir mit einem Drehwerkzeug bearbeiten, werden wir diese Nut einfach überspringen und nur in einer geraden Linie bearbeiten, danach gibt es eine Verjüngung und wieder eine gerade zu bearbeitende Linie.
Jetzt mit unserem Nutwerkzeug Die Nutbearbeitungsaufgabe ist einfach.
wenn die Stechplatte gleich groß ist wie die Abmessung der Nut dann ist das Nuten noch einfacher, wir fertigen die Nut in einem Zug, aber wenn der Stecheinsatz ist von geringerer Breite als wir die Tiefe mehr als einmal nehmen müssen.
CNC-Programm
cnc drehprogramm beispiel
N1 T01 D01 M491 N2 G00 X0 Z1 N3 G01 G96 G41 Z0 F2 S140 N4 G01 X2 CHF=0.125 F0.2 N5 G01 Z-1.125 N6 G02 X3.5 Z-1.875 CR=0.75 N7 G01 X3.75 CHF=0.125 N8 G01 Z-3.575 N9 G01 X5 Z-3.875 N10 G01 Z-4.6 N11 G00 X20 Z20 G40 N12 T02 D02 M491 N13 G00 G97 S500 X4 Z-2.825 N14 G01 X3.85 F1 N15 G01 X3.35 F0.15 N16 G01 X3.85 F0.5 N17 G00 X4 N18 G00 X20 Z20 N19 M30
CNC-Maschine
- CNC-Programmierung für Anfänger ein einfaches CNC-Programmierbeispiel
- Drehmaschinen-CNC-Programmierbeispiel
- CNC-Programmierung für Anfänger ein CNC-Programmierbeispiel
- Fanuc CNC-Programmbeispiel
- Fanuc G21 Messen in Millimetern mit CNC-Drehmaschinen-Programmierbeispiel
- Fanuc CNC-Drehmaschinen-Programmierbeispiel
- CNC-Programmierbeispiel im einfachen Zoll-CNC-Drehmaschinenprogramm
- G76-Gewindezyklus ein CNC-Programmierbeispiel
- CNC G01 Winkelprogrammierung
- Beispielcode für G71-Schruppdrehzyklus – CNC-Drehmaschinenprogrammierung