


Konturzug Übung Heidenhain Dialogprogrammierung
Einreichen von:Brian
Zeichnung/Bild
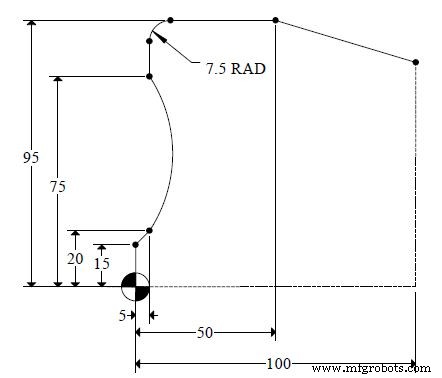
CNC-Programm
0 BEGIN PGM 10121 MM 1 BLK FORM 0.1 Z X0 Y0 Z-40 2 BLK FORM 0.2 X100 Y100 Z0 3 TOOL DEF 1 4 TOOL CALL 1 Z S1000 5 L M6 6 L Z250 R0 FMAX 7 CYCL DEF 14.0 CONTOUR GEOMETRY 8 CYCL DEF 14.1 CONTOUR LABEL 1 9 CYCL DEF 25.0 CONTOUR TRAIN Q1 = -20 ; MILLING DEPTH Q3 = 0 ; ALLOWANCE FOR SIDE Q5 = 0 ; SURFACE COORDINATE Q7 = 250; CLEARANCE HEIGHT Q10 = 5 ; PECKING DEPTH Q11 = 100 ; FEED RATE FOR PECKING Q12 = 200 ; FEED RATE FOR MILLING Q15 = 1 ; CLIMB OR UP-CUT 10 CYCL CALL M3 11 L Z250 R0 FMAX M30 12 LBL 1 13 L X0 Y15 RL 14 L X5 Y20 15 CT X5 Y75 16 L Y95 17 RND R7.5 18 L X50 19 L X100 Y80 20 LBL 0 21 END PGM 10121 MM
Multipass-Fräsübung Heidenhain Dialogprogrammierung
Inselräumungsübung Heidenhain-Dialogprogrammierung
CNC-Maschine
- HEIDENHAIN TNC PROGRAMMIERLINIE Übung
- HEIDENHAIN TNC-PROGRAMMIERUNG Fasenübung
- Heidenhain Flex K Programmierübung
- Beispiel für Heidenhain-Dialogprogrammierung
- Helixfräsen Übung Heidenhain Dialogprogrammierung
- Beschriftungsverschachtelung Übung Heidenhain Dialogprogrammierung
- Unterprogramm Übung Heidenhain Dialogprogrammierung
- Wiederholen Sie die Übung Heidenhain Conversational Programming
- Rotationsübung Heidenhain-Dialogprogrammierung
- Spiegelbildübung Heidenhain Dialogprogrammierung