


Externer Zapfen, Kreistasche und Kreisschlitz, Übung Heidenhain Dialogprogrammierung
Einreichen durch:Maschinist
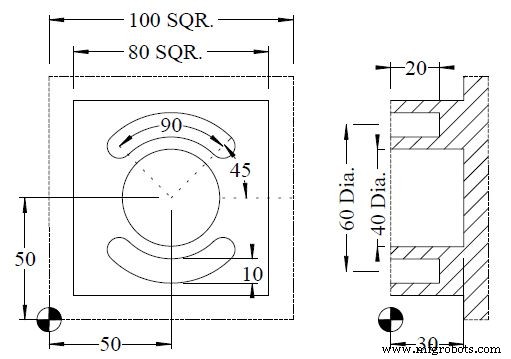
Zeichnung/Bild
CNC-Programm
0 BEGIN PGM 10119 MM 1 BLK FORM 0.1 Z X+0 Y+0 Z-40 2 BLK FORM 0.2 X+100 Y+100 Z+0 3 TOOL DEF 1 4 TOOL DEF 2 5 TOOL CALL 1 Z S1000 6 L M6 7 CYCL DEF 213 STUD FINISHING Q200 = 2 ;SET-UP CLEARANCE Q201 = 30 ;DEPTH Q206 = 250 ;FEED RATE FOR PLNGNG Q202 = 5 ;PLUNGING DEPTH Q207 = 250 ;FEEDRATE FOR MILLING Q203 = 0 ;SURFACE COORDINATE Q204 = 20 ;2ND SET-UP CLEARANCE Q216 = 50 ;CENTER IN 1ST AXIS Q217 = 50 ;CENTER IN 2ND AXIS Q218 = 80 ;FIRST SIDE LENGTH Q219 = 80 ;SECOND SIDE LENGTH Q220 = 0 ;CORNER RADIUS Q221 = 10 ;ALLOWANCE IN 1ST AXIS 8 L X+50 Y+50 R0 FMAX M3 9 L Z+5 FMAX 10 CYCL CALL M8 11 CYCL DEF 5.0 CIRCULAR POCKET 12 CYCL DEF 5.1 SET UP 2 13 CYCLE DEF 5.2 DEPTH -30 14 CYCLE DEF 5.3 PECKG -10 F200 15 CYCLE DEF 5.4 RADIUS +20 16 CYCLE DEF 5.5 F500 DR+ 17 L X+0 Y+0 Z+2 R0 FMAX M99 18 TOOL CALL 2 Z S1000 19 L M6 20 L X+0 Y+0 R0 FMAX M3 21 CYCL DEF 211 CIRCULAR SLOT Q200 = 2 ;SET-UP CLEARANCE Q201 = -20 ;DEPTH Q207 = 250 ;FEEDRATE FOR MILLNG Q202 = 5 ;PLUNGING DEPTH Q215 = 0 ;MACHINING OPERATION Q203 = 0 ;SURFACE COORDINATE Q204 = 100 ;2ND SET-UP CLEARANCE Q216 = 50 ;CENTER IN 1ST AXIS Q217 = 50 ;CENTER IN 2ND AXIS Q244 = 60 ;PITCH CIRCLE DIAMETR Q219 = 10 ;SECOND SIDE LENGTH Q245 = +45 ;STARTING ANGLE Q248 = 90 ;ANGULAR LENGTH 22 CYCLE CALL M8 23 CYCL DEF 211 CIRCULAR SLOT Q200 = 2 ;SET-UP CLEARANCE Q201 = -20 ;DEPTH Q207 = 250 ;FEEDRATE FOR MILLNG Q202 = 5 ;PLUNGING DEPTH Q215 = 0 ;MACHINING OPERATION Q203 = 0 ;SURFACE COORDINATE Q204 = 100 ;2ND SET-UP CLEARANCE Q216 = 50 ;CENTER IN 1ST AXIS Q217 = 50 ;CENTER IN 2ND AXIS Q244 = 70 ;PITCH CIRCLE DIAMETR Q219 = 8 ;SECOND SIDE LENGTH Q245 = +225 ;STARTING ANGLE Q248 = 90 ;ANGULAR LENGTH 24 CYCLE CALL M 25 TOOL CALL 0 26 L M6 27 L M30 28 END PGM 10119 MM
CNC-Maschine
- HEIDENHAIN TNC PROGRAMMIERLINIE Übung
- HEIDENHAIN TNC-PROGRAMMIERUNG Fasenübung
- Heidenhain Flex K Programmierübung
- Beispiel für Heidenhain-Dialogprogrammierung
- Helixfräsen Übung Heidenhain Dialogprogrammierung
- Beschriftungsverschachtelung Übung Heidenhain Dialogprogrammierung
- Unterprogramm Übung Heidenhain Dialogprogrammierung
- Wiederholen Sie die Übung Heidenhain Conversational Programming
- Rotationsübung Heidenhain-Dialogprogrammierung
- Spiegelbildübung Heidenhain Dialogprogrammierung