


Sinumerik CYCLE86 Bohrung 2
Sinumerik CYCLE86 Bohrung 2
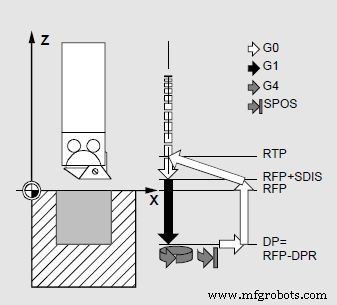
Im Zyklus CYCLE86 „Bohren 2“ wird beim Erreichen der Bohrtiefe ein orientierter Spindelstopp durchgeführt. Anschließend fährt das Werkzeug im Eilgang auf die programmierten Rückzugspositionen und von dort auf die Rückzugsebene.
Der Zyklus CYCLE86 kann nur verwendet werden, wenn die zum Bohren vorgesehene Spindel technisch in der Lage ist, im lagegeregelten Spindelmodus zu arbeiten.
Programmierung
CYCLE86 (RTP, RFP, SDIS, DP, DPR, DTB, SDIR, RPA, RPO, RPAP, POSS)
Parameter
| Parameter | Beschreibung |
|---|---|
| RTP | Rückkehrebene (absolut) |
| RFP | Bezugsebene (absolut) |
| SDIS | Sicherheitsabstand (Einfahrt ohne Zeichen) |
| DP | Endbohrtiefe/Langlochtiefe/Schlitztiefe/Taschentiefe (absolut) |
| DPR | Endbohrtiefe/Langlochtiefe/Nuttiefe/Taschentiefe bezogen auf Bezugsebene (ohne Vorzeichen eingeben) |
| DTB | Verweilzeit auf Endbohrtiefe (Spänebrechen) |
| SDIR | Drehrichtung Werte:3 (für M3) 4 (für M4) |
| RPA | Rückweg in Abszisse der aktiven Ebene (schrittweise Eingabe mit Vorzeichen) |
| RPO | Rückweg in der Ordinate der aktiven Ebene (schrittweise Eingabe mit Vorzeichen) |
| RPAP | Ebene in der Anwendung zurückgeben (schrittweise mit Vorzeichen eingeben) |
| POSS | Spindelposition für orientierten Spindelhalt im Takt (in Grad) |
CNC-Maschine
- Tipps zur Benennung von Sinumerik 840D-Systemvariablen
- SINUMERIK Operate – Benutzerhandbuch
- Sinumerik 840D CNC-Programmierung
- CNC-Referenzpunktrückgabe
- Kostenloser Download von SINUMERIK 808D auf PC
- Siemens Sinumerik 808D Handbücher
- G28 Referenzpunkt-Rückkehr – CNC-Drehmaschine
- Sinumerik 802D sl Threading CYCLE97 Beispiel
- Was ist Siemens Sinumerik RET Command
- Was ist der Sinumerik REPOSition-Modus