


G28 Referenzpunkt-Rückkehr – CNC-Drehmaschine
G28 Rückkehr zum Referenzpunkt
G28 Referenzpunktfahrt G-Code wird verwendet, um den Referenzpunkt über eine Zwischenposition anzufahren.
Die Zwischenposition kann absolut X, Z oder relativ U, W angegeben werden.
Was ist Referenzpunkt lesen CNC Zero Return oder Reference Point Return
Während der G28-Referenzpunkt-Rückkehr-Befehlsmaschine
erreicht sie zuerst den Zwischenpunkt schnell (G00),
dann bewegt sie sich schnell zur Referenzpunktposition.
Programmierung
G28 X(U) Z(W)
X, Z absolute Zwischenpunktposition.
U, W inkrementelle Zwischenpunktposition.
Beispiele
Für die folgenden Beispiele wird angenommen, dass die tatsächliche Bezugspunktposition auf Ihrer Maschine X330 und Z529 ist.
Beispiel 1
G28 U0 W0
die Maschine fährt direkt zum Referenzpunkt (da kein Zwischenpunkt angegeben ist).
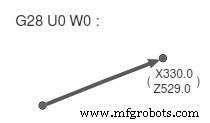
G28 Referenzpunkt-Rückkehr G28 U0 W0
Beispiel 2
G28 X100 Z100
die Maschine fährt zuerst auf die Zwischenposition X100 Z100
und bewegt sich dann zum Referenzpunkt.

G28 Referenzpunkt zurück
CNC-Maschine