


Sinumerik CYCLE84 Starrer Gewindebohrzyklus
Sinumerik CYCLE84 Starrer Gewindebohrzyklus
CYCLE84 fertigt Gewindebohrungen ohne Verwendung eines schwimmenden Gewindebohrers.
Der CYCLE84 kann nur eingesetzt werden, wenn die zum Bohren vorgesehene Spindel in der Lage ist, im lagegeregelten Spindelmodus zu arbeiten.
Programmierung
CYCLE84(RTP, RFP, SDIS, DP, DPR, DTB, SDAC, MPIT,PIT, POSS, SST, SST1)
Parameter
| Parameter | Beschreibung |
|---|---|
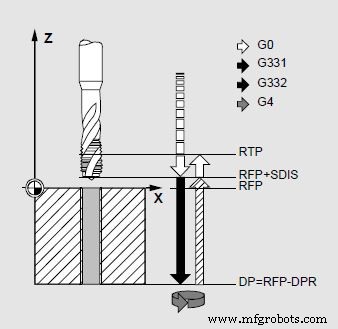
| RTP | Rückkehrebene (absolut) |
| RFP | Bezugsebene (absolut) |
| SDIS | Sicherheitsabstand (Einfahrt ohne Schild) |
| DP | Endbohrtiefe/Langlochtiefe/Schlitztiefe/Taschentiefe (absolut) |
| DPR | Endbohrtiefe/Langlochtiefe/Nuttiefe/Taschentiefe bezogen auf Bezugsebene (ohne Vorzeichen eingeben) |
| DTB | Verweilzeit auf Endbohrtiefe (Spänebrechen) |
| SDAC | Drehrichtung nach Zyklusende Werte:3, 4 oder 5 |
| MPIT | Gewindesteigung als Gewindegröße – 3 (für M3) … 48 (für M48) |
| PIT | Gewindesteigung; Werte:0,001 … 2000,000 mm |
| POSS | Spindelposition für orientierten Spindelhalt im Takt (in Grad) |
| SST | Geschwindigkeit zum Tippen |
| SST1 | Geschwindigkeit für die Rückkehr |
CNC-Maschine
- Siemens Sinumerik 840D Gewindeschneidzyklus CYCLE97
- Starres Gewindeschneiden auf Sinumerik 840D/810D mit G331 G332
- Sinumerik 840D CYCLE81 Bohrzentrierzyklusprogrammierung
- Fanuc G84 Starrer Peck-Gewindebohrzyklus
- G74 Linkshändiger Gewindebohrzyklus oder umgekehrter Gewindebohrzyklus
- CNC-Beispielprogramm für G84-Gewindebohrzyklus
- Siemens Sinumerik G63 Gewindebohren mit schwimmendem Gewindebohrer
- G81 Bohrzyklus G84 Gewindeschneidzyklus CNC-Programmbeispiel
- Sinumerik L93 Einstechzyklus-Programmbeispiel
- ECS G84 Gewindebohrzyklus