


Tony Fannings Blueprint zur Fünf-Achsen-Automatisierung:Exzellenz bei Flex-Cell

Der Erowa Linear ERD-150L ist eine entscheidende Investition in Flex-Cells Werk in Lancaster, Pennsylvania, und ermöglicht die automatische Palettenbeladung für bis zu 12 Fünf-Achsen-Maschinen mit einer Kapazität von 150 kg. Derzeit bedient es neun Fünf-Achsen-Maschinen und zwei Drei-Achsen-Maschinen.
Automatisierung, fortschrittliche Werkzeuge, kundenspezifische Werkstückspannung, Inspektion, qualifiziertes Personal, standardisierte Prozesse und kontinuierliche Reinvestitionen in Technologie sind die Säulen des Erfolgs von Flex-Cell.
Bei einem kürzlichen Rundgang durch Flex-Cell Precision Inc. wurden diese grundlegenden Elemente hervorgehoben, die Tony Fannings fortschrittliche Fünf-Achsen-Bearbeitungsvorgänge vorantreiben.
Fanning wurde 1991 in Long Island, New York, gegründet und baute das Unternehmen auf unkonventionellen Prozessverbesserungen und der Einführung modernster automatisierter Werkzeugmaschinen auf.
Empfohlener Inhalt

Ursprünglich wurde das Portfolio von Flex-Cell von den Bereichen Luft- und Raumfahrt sowie Verteidigung dominiert, doch heute dienen 70 % der Produktion dem medizinischen Sektor. Quelle:Flex-Cell
Die Werkstatt verfügt heute über rund 50 CNC-Maschinen – Drei- und Fünf-Achsen-VMCs, Langdrehmaschinen, Drehfräsmaschinen, Drahterodiermaschinen und eine Wasserstrahlmaschine – sowie Möglichkeiten zur Laserbeschriftung und Lichtmontage. Mit 60 Mitarbeitern bietet die neu erweiterte, 41.500 Quadratmeter große Anlage eine helle, saubere und einladende Umgebung.
„Flex-Cell belieferte zunächst hauptsächlich die Luft- und Raumfahrt- und Verteidigungsindustrie“, erklärt Steve Fanning, Tonys Sohn und Betriebsleiter der Werkstatt. „Allerdings haben wir Ende der 2000er Jahre mit der Übernahme medizinischer Tätigkeiten begonnen und es hat perfekt zu uns gepasst.“

Das WorkPartner1+-System von System3R stellt eine nahtlose Schnittstelle zwischen Haas Automation- und FANUC-Maschinen her, um das Be- und Entladen von Paletten zu automatisieren.
Medizinische Komponenten wie Wirbelsäulenimplantate machen mittlerweile mehr als die Hälfte der Produktion aus. Das Geschäft verfügt über die Zertifizierungen ITAR, FDA, ISO9001:2015, ISO13485:2016 und AS9100D und strebt CMMC Level 2 mit einem SPRS-Score von 110 an.
„Kunden empfinden eindeutig ein Vertrauen, wenn sie eine Bestellung bei uns aufgeben“, sagt Fanning. „Ein großer Teil davon ist darauf zurückzuführen, dass unsere Mitarbeiter Herstellbarkeitsprobleme identifizieren können, die das Designteam unserer Kunden möglicherweise übersehen hat, und diese in der Vertragsprüfungs- und Programmierungsphase korrigieren können, bevor sie in die Fertigung gelangen.“
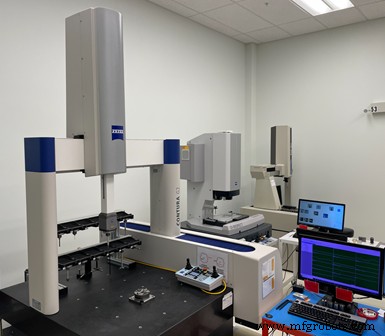
Erowa Nullpunkt-Palettensysteme ermöglichen in Kombination mit den proprietären Teilespannvorrichtungen von Flex-Cell eine schnelle, wiederholbare Einrichtung auf Werkzeugmaschinen und dem Zeiss ConturaG2 KMG. Bediener können Inspektionsprogramme mit einem einzigen Klick starten, auch wenn ihnen die KMG-Kenntnisse fehlen.
Während die Standardisierung ein Kernprinzip bleibt, wählt Flex-Cell Maschinenmarken – DMGMORI, FANUC, Haas, Hermle, Kitamura, Makino – strategisch aus, um den Material-, Größen-, Komplexitäts- und Präzisionsanforderungen gerecht zu werden.
Die Werkstückspannung ist von zentraler Bedeutung für die Fünf-Achsen-Automatisierung. Die Erowa-Nullpunktsysteme der Werkstatt, ergänzt durch kundenspezifische Klemmen, lassen sich für eine schnelle, wiederholbare Positionierung in das Zeiss-KMG integrieren. Mit Inspektionsprogrammen können Bediener Teile unmittelbar nach der Installation überprüfen.
Bei den 25 automatisierten Fräsmaschinen sind alle Fünf-Achsen-Einheiten mit Robotern zur Maschinenbedienung ausgestattet. Palettenladelösungen von Erowa, System3R und Cobots von Universal Robots unterstützen den Betrieb. Die 150-kg-Kapazität des ERD-150L unterstützt derzeit sieben Fünf-Achsen- und zwei Drei-Achsen-Maschinen, mit Raum für eine Skalierung auf 12.
Das Geschäft arbeitet von Montag bis Donnerstag in zwei 10-Stunden-Schichten. Mitarbeiter erhalten Automatisierungsprämien für Überstunden, Palettenbeladung am Wochenende, Werkzeugwechsel, Inspektionen und damit verbundene Aufgaben.

Für etwa 90 % der Fräsarbeiten verwendet Flex-Cell Rego-Fix powRgrip und bietet Werkzeughalter, Spannzangen und automatische Klemmung, die sekundenschnelle Fräserwechsel und einen Gesamtsystemrundlauf von ≤3 µm bei 3×D ermöglichen.
Zu den weiteren Investitionen gehören Zoller Venturion450-Voreinstellgeräte für die Offline-Werkzeugmessung, hausinterne Anodisierung von Titan Typ II oder Typ III und Ultraschallreinigung über eine Crest-Roboterkonsole mit beheizter Vakuumtrocknung.
Während Technologie die Effizienz steigert, bleiben qualifizierte Mitarbeiter von entscheidender Bedeutung. CAM-Programmierer entwerfen Teile unter Berücksichtigung der Automatisierung und gleichen die Reduzierung der Zykluszeit mit der Langlebigkeit des Werkzeugs ab, um Ausfallzeiten zu vermeiden. Bediener erhalten Schulungen zum Anpassen von Versätzen und zum Treffen von Entscheidungen in Echtzeit, sodass sie mehrere Maschinen bedienen und die Produktivität maximieren können.
Industrielle Ausrüstung
- Was ist eine Runddatei?
- Hobeln vs. Formen in der Fertigung:Was ist der Unterschied?
- SW GmbH verspricht verbesserte Benutzererfahrung mit neuem CNC-HMI
- Entdecken Sie die Vielfalt der Teileentfetter:Wählen Sie den richtigen Reiniger für Ihre Metalloberflächen
- 8 Schritte zur Vorbereitung Ihrer nächsten Verpackungsmaschineninstallation
- Überprüfung der Kawasaki K3V 110-V-Hydraulikpumpe
- 5 Fehler, die wir in den meisten CNC-Maschinenprogrammen finden
- Kubota-Hydraulikdruckeinstellung für Traktoren
- Warum Ihr Kältetrockner einen Heißgas-Bypass benötigt
- Ein Blick in die Geschichte der Fräsmaschinen