


Was ist SLA-3D-Druck?
In dieser Einführung in die Stereolithographie (SLA) behandeln wir die Grundprinzipien des Verfahrens, um festzustellen, ob es für Ihre spezifische Anwendung geeignet ist. Nach der Lektüre dieses Artikels sind Sie mit allen wichtigen Aspekten des SLA-3D-Drucks vertraut.
Wenn Sie an den SLA-Druckprozessen von Hubs interessiert sind, sehen Sie sich unsere SLA-Funktionen an.
Was ist Stereolithographie?
Die Stereolithographie (SLA) ist ein additives Fertigungsverfahren, das zur Familie der Küpenphotopolymerisation gehört. Auch bekannt als Harz-3D-Druck, gibt es drei Haupt-3D-Drucktechnologien, die mit der Vat-Polymerisation verbunden sind:SLA, DLP und LCD. Die drei Technologien verwenden alle eine Lichtquelle, um ein Photopolymerharz zu härten, jedoch mit den folgenden Unterschieden:
-
Die Stereolithographie (SLA) verwendet UV-Laser als Lichtquelle, um ein Polymerharz selektiv auszuhärten.
-
Digital Light Processing (DLP) verwendet einen Digitalprojektor als UV-Lichtquelle, um eine Harzschicht auszuhärten.
-
Flüssigkristallanzeige (LCD) verwendet ein LCD-Anzeigemodul zum Projizieren bestimmter Lichtmuster.
SLA ist eine der am häufigsten verwendeten Küpen-Photopolymerisationstechnologien. Es wird verwendet, um Objekte zu erstellen, indem ein Polymerharz Schicht für Schicht mit einem ultravioletten (UV) Laserstrahl selektiv ausgehärtet wird. Die in SLA verwendeten Materialien sind lichtempfindliche duroplastische Polymere, die in flüssiger Form vorliegen.
SLA wurde 1986 patentiert und war die erste 3D-Drucktechnologie. Und selbst heute ist SLA immer noch die kostengünstigste verfügbare 3D-Drucktechnologie, wenn Teile mit sehr hoher Genauigkeit oder glatter Oberflächenbeschaffenheit benötigt werden. Die besten Ergebnisse werden erzielt, wenn der Designer die Vorteile und Einschränkungen des Herstellungsprozesses nutzt.
Was zu beachten ist:Wie drucken Sie hochdetaillierte Teile mit SLA?
Hier ist ein kurzes Video, das Ihnen alles beibringt, was Sie wissen müssen, um in etwa 10 Minuten mit dem SLA-3D-Druck zu beginnen.
Wie funktioniert der SLA-3D-Druck?
-
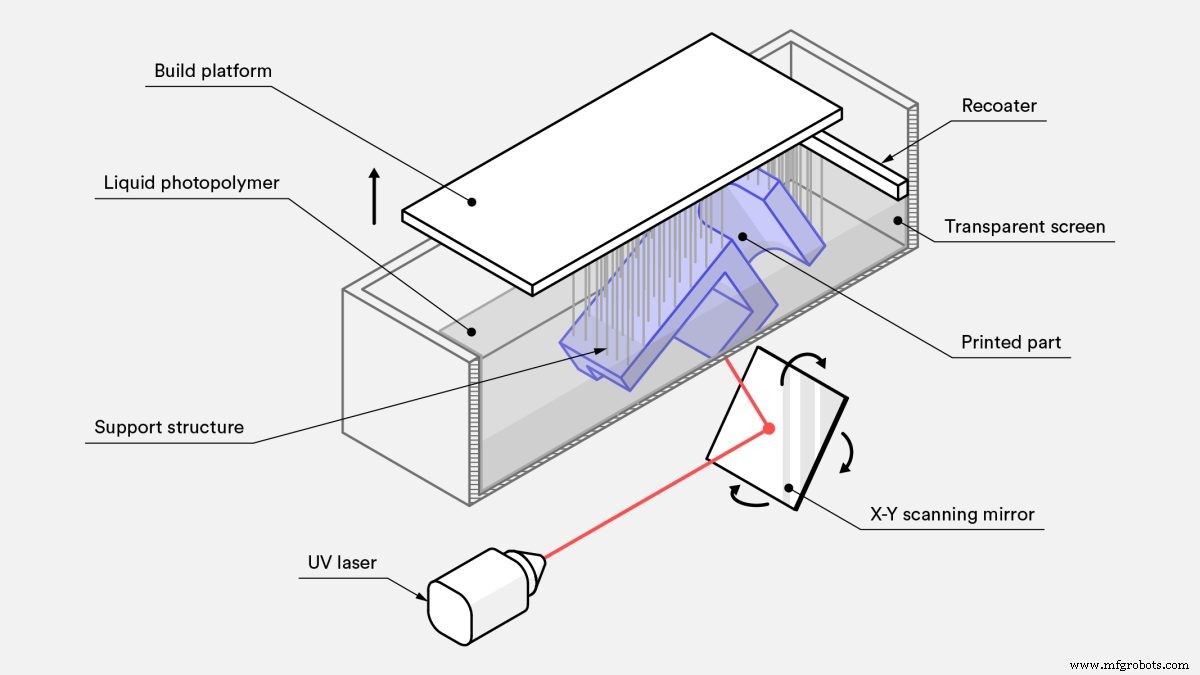
Beim SLA-3D-Druck wird zunächst die Bauplattform im Tank mit flüssigem Photopolymer in einem Abstand von einer Schichthöhe zur Flüssigkeitsoberfläche positioniert.
-
Ein UV-Laser erzeugt die nächste Schicht durch selektives Aushärten und Verfestigen des Photopolymerharzes.
-
Während des Verfestigungsteils des Photopolymerisationsprozesses werden die monomeren Kohlenstoffketten, aus denen das flüssige Harz besteht, durch das Licht des UV-Lasers aktiviert und fest, wodurch starke, unzerbrechliche Bindungen untereinander entstehen.
-
Der Laserstrahl wird mithilfe eines Satzes von Spiegeln, Galvos genannt, auf einen vorbestimmten Pfad fokussiert. Der gesamte Querschnittsbereich des Modells wird gescannt, sodass das hergestellte Teil vollständig massiv ist.
-
Nach dem Drucken befindet sich das Teil in einem nicht vollständig ausgehärteten Zustand. Es erfordert eine weitere Nachbearbeitung unter UV-Licht, wenn sehr hohe mechanische und thermische Eigenschaften erforderlich sind.
Der Photopolymerisationsprozess ist irreversibel und es gibt keine Möglichkeit, die SLA-Teile wieder in ihre flüssige Form umzuwandeln. Das Erhitzen dieser SLA-Teile führt dazu, dass sie brennen anstatt zu schmelzen. Dies liegt daran, dass die Materialien, die mit SLA hergestellt werden, aus duroplastischen Polymeren bestehen, im Gegensatz zu den Thermoplasten, die beim Fused Deposition Modeling (FDM) verwendet werden.
Was sind die Druckparameter des SLA-Drucks?
Die meisten Druckparameter in SLA-Systemen sind vom Hersteller festgelegt und können nicht geändert werden. Die einzigen Eingaben sind die Schichthöhe und die Ausrichtung des Teils (letztere bestimmt die Position der Stütze).
Ebenenhöhe :Bereich zwischen 25 und 100 Mikron. Niedrigere Schichthöhen erfassen gekrümmte Geometrien genauer, erhöhen jedoch die Bauzeit und -kosten – und die Wahrscheinlichkeit eines Fehldrucks. Eine Schichthöhe von 100 Mikron ist für die meisten gängigen Anwendungen geeignet.
Build-Größe: Dies ist ein weiterer Parameter, der für den Designer wichtig ist. Die Build-Größe hängt vom Typ der SLA-Maschine ab. Es gibt zwei Hauptkonfigurationen für SLA-Maschinen:die Ausrichtung von oben nach unten und die Ausrichtung von unten nach oben:
-
Top-Down-Drucker Platzieren Sie die Laserquelle über dem Tank und das Teil wird nach oben gerichtet gebaut. Die Konstruktionsplattform beginnt ganz oben im Harzbehälter und bewegt sich nach jeder Schicht nach unten.
-
Von unten nach oben Drucker platzieren die Lichtquelle unter dem Harztank (siehe Abbildung oben) und das Teil wird auf den Kopf gestellt. Der Tank hat einen transparenten Boden mit einer Silikonbeschichtung, die das Licht des Lasers durchlässt, aber verhindert, dass das ausgehärtete Harz daran haftet. Nach jeder Schicht wird das ausgehärtete Harz vom Boden des Tanks gelöst, während sich die Bauplattform nach oben bewegt. Dies wird als Schälschritt bezeichnet.
Die Ausrichtung von unten nach oben wird hauptsächlich in Desktop-Druckern wie Formlabs verwendet, während die Ausrichtung von oben nach unten im Allgemeinen in industriellen SLA-Systemen verwendet wird. Bottom-up-SLA-Drucker sind einfacher herzustellen und zu betreiben, aber ihre Baugröße ist begrenzt. Dies liegt daran, dass die während des Ablöseschritts auf das Teil ausgeübten Kräfte dazu führen können, dass der Druck fehlschlägt. Andererseits können Top-Down-Drucker ohne großen Genauigkeitsverlust auf sehr große Baugrößen skalieren. Die erweiterten Funktionen dieser Systeme sind mit höheren Kosten verbunden.
Die folgende Tabelle fasst die wichtigsten Merkmale und Unterschiede der beiden Ausrichtungen zusammen:
| Bottom-up-SLA (Desktop) | Top-down-SLA (industriell) | |
|---|---|---|
| Vorteile | + Niedrigere Kosten + Weit verbreitet | + Sehr große Baugröße + Schnellere Bauzeiten |
| Nachteile | - Kleine Baugröße - Kleinere Materialauswahl - Erfordert mehr Nachbearbeitung aufgrund umfangreicher Nutzung des Supports | - Höhere Kosten - Fachpersonal erforderlich - Beim Materialwechsel muss der gesamte Tank geleert werden |
| Beliebte Hersteller von SLA-Druckern | Formlabs | 3D-Systeme |
| Build-Größe | Bis zu 145 x 145 x 175 mm | Bis zu 1500 x 750 x 500 mm |
| Typische Schichthöhe | 25 bis 100 µm | 25 bis 150 µm |
| Maßgenauigkeit | ± 0,5 % (Untergrenze:± 0,010–0,250 mm) | ± 0,15 % (Untergrenze ± 0,010–0,030 mm) |
Was sind die Merkmale des SLA-3D-Drucks?
Die Hauptmerkmale des SLA-3D-Drucks sind die notwendige Stützstruktur, Kräuselung und Schichthaftung.
Unterstützungsstrukturen
In SLA ist immer eine Supportstruktur erforderlich. Stützstrukturen werden aus dem gleichen Material wie das Teil gedruckt und müssen nach dem Drucken manuell entfernt werden. Die Ausrichtung des Teils bestimmt den Ort und die Höhe der Unterstützung. Es wird empfohlen, das Teil so auszurichten, dass optisch kritische Oberflächen nicht mit den Stützstrukturen in Kontakt kommen.
Bottom-up- und Top-down-SLA-Drucker nutzen den Support unterschiedlich:
-
Top-down-SLA-Drucker: Support-Anforderungen sind ähnlich denen für FDM . Sie werden benötigt, um Überhänge und Brücken präzise zu drucken (der kritische Überhangwinkel beträgt normalerweise 30o). Das Teil kann in jeder Position ausgerichtet werden und wird normalerweise flach gedruckt, um die Menge an Unterstützung und die Gesamtzahl der Schichten zu minimieren.
-
Bottom-up-SLA-Drucker: Support-Anforderungen können komplexer sein. Überhänge und Brücken müssen weiterhin unterstützt werden, aber die Minimierung der Querschnittsfläche jeder Schicht ist das wichtigste Kriterium:Die Kräfte, die während des Ablöseschritts auf das Teil ausgeübt werden, können dazu führen, dass es sich von der Konstruktionsplattform löst. Diese Kräfte sind proportional zur Querschnittsfläche jeder Schicht. Aus diesem Grund sind die Teile schräg ausgerichtet und die Reduzierung der Unterstützung ist kein vorrangiges Anliegen.


Curling
Eines der größten Probleme in Bezug auf die Genauigkeit von Teilen, die über SLA hergestellt werden, ist das Kräuseln. Curling ähnelt dem Warping in FDM.
Während des Aushärtungsprozesses schrumpft das Harz leicht, wenn es der Lichtquelle des Druckers ausgesetzt wird. Wenn die Schrumpfung beträchtlich ist, entwickeln sich große innere Spannungen zwischen der neuen Schicht und dem zuvor verfestigten Material, was zu einem Kräuseln des Teils führt.
Eine Stütze ist wichtig, um gefährdete Abschnitte eines Drucks auf der Bauplatte zu verankern und die Wahrscheinlichkeit des Einrollens zu mindern. Die Teileorientierung und die Begrenzung großer flacher Schichten ist ebenfalls wichtig. Eine Überhärtung (z. B. indem das Teil nach dem Drucken direktem Sonnenlicht ausgesetzt wird) kann ebenfalls zu einer Wellung führen.
Der beste Weg, um ein Kräuseln zu verhindern, besteht darin, dies während des Designprozesses zu berücksichtigen. Vermeiden Sie nach Möglichkeit große dünne und flache Bereiche oder fügen Sie eine Struktur hinzu, um zu verhindern, dass sich das Teil kräuselt.
Schichthaftung
SLA-gedruckte Teile haben isotrope mechanische Eigenschaften. Denn ein einziger UV-Laserdurchgang reicht nicht aus, um das flüssige Harz vollständig auszuhärten. Spätere Laserdurchgänge verhelfen bereits verfestigten Schichten zu einem sehr hohen Grad zum Zusammenschmelzen. Tatsächlich setzt sich die Aushärtung auch nach Beendigung des Druckvorgangs fort.
Um die besten mechanischen Eigenschaften zu erzielen, müssen SLA-Teile nachgehärtet werden, indem sie in einer Aushärtungsbox unter intensivem UV-Licht (und manchmal bei erhöhten Temperaturen) platziert werden. Dies verbessert die Härte und Temperaturbeständigkeit des SLA-Teils erheblich, macht es jedoch spröder. Die Ergebnisse des Nachhärteprozesses bedeuten:
-
Teststücke von Teilen, die mit einem Desktop-SLA-Drucker in durchsichtigem Standardharz gedruckt wurden haben eine fast doppelt so hohe Zugfestigkeit nach dem Aushärten (65 MPa im Vergleich zu 38 MPa).
-
Teile können unter Last bei höheren Temperaturen betrieben werden (bei einer maximalen Temperatur von 58 ºC im Vergleich zu 42 ºC).
-
Die Bruchdehnung beträgt fast die Hälfte (6,2 % gegenüber 12 %).
Das Belassen des SLA-gedruckten Teils in der Sonne kann ebenfalls zum Aushärten führen. Obwohl die Sprühbeschichtung mit einem klaren UV-Acryllack vor der Verwendung dringend empfohlen wird, da eine längere Einwirkung von UV-Licht die physikalischen Eigenschaften und das Aussehen von SLA-Teilen nachteilig beeinflusst – sie können sich kräuseln, spröde werden oder ihre Farbe ändern.
Zusammenfassung der Hauptmerkmale des SLA-3D-Drucks
Die Hauptmerkmale von SLA sind in der folgenden Tabelle zusammengefasst:
| Stereolithographie (SLA) | |
|---|---|
| Materialien | Photopolymerharze (Duroplaste) |
| Maßgenauigkeit | ± 0,5 % (untere Grenze:±0,10 mm) – Desktop ± 0,15 % (Untergrenze ± 0,01 mm) – industriell |
| Typische Build-Größe | Bis zu 145 x 145 x 175 mm – Desktop Bis zu 1500 x 750 x 500 mm – industriell |
| Gemeinsame Schichtdicke | 25–100 µm |
| Unterstützung | Immer erforderlich (wesentlich für die Herstellung eines genauen Teils) |
Welche Materialien werden für den SLA-Druck verwendet?
SLA-Materialien liegen in Form von Flüssigharzen vor, die je nach Endverwendung des Teils ausgewählt werden können – beispielsweise Wärmebeständigkeitseigenschaften, eine glatte Oberflächenbeschaffenheit oder Abriebfestigkeit. Daher variiert der Preis des Harzes stark, von etwa 50 $ pro Liter für das Standardmaterial bis zu 400 $ pro Liter für Spezialmaterialien wie gießbares oder dentales Harz. Industrielle Systeme bieten eine größere Auswahl an Materialien als Desktop-SLA-Drucker, die dem Designer eine genauere Kontrolle über die mechanischen Eigenschaften des gedruckten Teils geben.
SLA-Materialien (Duroplaste) sind spröder als die mit FDM oder SLS (Thermoplaste) hergestellten Materialien, und aus diesem Grund werden SLA-Teile normalerweise nicht für Funktionsprototypen verwendet, die erheblichen Belastungen ausgesetzt sind. Fortschritte bei Materialien können dies in naher Zukunft ändern.
Die folgende Tabelle fasst die Vor- und Nachteile der am häufigsten verwendeten Harze zusammen.
| Material | Eigenschaften |
|---|---|
| Standardharz | + Glatte Oberfläche - Relativ spröde |
| Hochdetailliertes Harz | + Höhere Maßhaltigkeit - Höherer Preis |
| Klares Harz | + Transparentes Material - Erfordert Nachbearbeitung für ein sehr klares Finish |
| Gießbares Harz | + Wird zum Erstellen von Formmustern verwendet + Niedriger Ascheanteil nach dem Ausbrennen |
| Zähes oder haltbares Harz | + ABS-ähnliche oder PP-ähnliche mechanische Eigenschaften - Niedriger thermischer Widerstand |
| Hochtemperaturharz | + Temperaturbeständigkeit + Wird für Spritzguss- und Thermoformwerkzeuge verwendet |
| Dentalharz | + Biokompatibel+ Hohe Abriebfestigkeit- Hohe Kosten |
| Flexibles Harz | + Gummiartiges Material – Geringere Maßhaltigkeit |
Welche Optionen gibt es für die SLA-Nachbearbeitung?
SLA-Teile können mit verschiedenen Nachbearbeitungsmethoden wie Schleifen und Polieren, Sprühbeschichten und Veredeln mit einem Mineralöl auf sehr hohem Niveau fertiggestellt werden. Um mehr zu erfahren, lesen Sie unseren ausführlichen Artikel über die Nachbearbeitung von SLA-Teilen.

Was sind die Vorteile des SLA-3D-Drucks?
-
SLA kann Teile mit sehr hoher Maßgenauigkeit und mit komplizierten Details herstellen.
-
SLA-Teile haben eine sehr glatte Oberflächenbeschaffenheit, wodurch sie sich ideal für visuelle Prototypen eignen.
-
Es sind spezielle SLA-Materialien erhältlich, wie klare, flexible und gießbare Harze.
Welche Nachteile hat der SLA-3D-Druck?
-
SLA-Teile sind im Allgemeinen spröde und nicht für Funktionsprototypen geeignet.
-
Die mechanischen Eigenschaften und das optische Erscheinungsbild von SLA-Teilen verschlechtern sich im Laufe der Zeit, wenn die Teile Sonnenlicht ausgesetzt sind.
-
Stützstrukturen sind immer erforderlich, und es ist eine Nachbearbeitung erforderlich, um die auf dem SLA-Teil hinterlassenen sichtbaren Spuren zu entfernen.
Was sind die wichtigsten Tipps und Tricks von Hubs für den SLA-3D-Druck?
Ist der SLA-3D-Druck die richtige Fertigungslösung für Ihre Teile oder Produkte? Dies sind unsere Faustregeln:
-
Der SLA-3D-Druck eignet sich am besten für die Herstellung visueller Prototypen mit sehr glatten Oberflächen und sehr feinen Details aus einer Reihe von duroplastischen Materialien.
-
Desktop SLA ist ideal für die Herstellung kleiner spritzgussähnlicher Teile zu einem erschwinglichen Preis. Denken Sie "kleiner als eine Faust".
-
Industrielle SLA-Maschinen können sehr große Teile bis zu einer Größe von 1500 x 750 x 500 mm herstellen.
Möchten Sie mehr erfahren? Lesen Sie unseren vollständigen Leitfaden zum 3D-Druck.
3d Drucken
- Was ist Multi-Material-3D-Druck?
- Was ist Binder Jet 3D-Druck?
- Was verursacht Stringing im 3D-Druck?
- Was ist Robocasting im 3D-Druck?
- Was klingelt beim 3D-Druck?
- Was ist Photopolymerisation im 3D-Druck?
- Was ist ein 3D-Druck-Marktplatz?
- Was ist eine „Straße“ im 3D-Druck?
- Was ist die Druckindustrie?
- Was ist Harz-3D-Druck?