


Spanarten in der Metallzerspanung [Notizen mit PDF]
Beim Schneiden von Metallen in verschiedenen Formen und Größen geht Material in Form von Spänen verloren. Unterschiedliche Schneidverfahren führen zur Herstellung unterschiedlicher Spänearten. Daher zeige ich Ihnen in diesem Artikel die verschiedenen Arten von Spänen, die bei der Bearbeitung verschiedener Materialien vorkommen können.
Was ist Span im Metallschneideprozess?
Um Metall in eine gewünschte Form und Größe zu bringen, wird überschüssiges Metall mit verschiedenen Werkzeugmaschinen und Techniken von der Metalloberfläche entfernt. Dieses entfernte und verformte Metall wird als Chip bezeichnet.
Bevor wir uns eingehend mit dem Span befassen, werfen wir einen Blick auf grundlegende Terminologien, die beim Metallschneiden verwendet werden.
Rakeface:
Es ist die Fläche des verwendeten Schneidwerkzeugs.
Rake-Winkel:
- Es ist der Winkel zwischen der Spanfläche und der Normalen zur Bearbeitungsfläche.
- Ein höherer Spanwinkel sorgt für einen besseren Schnitt und reduziert auch die Schnittkraft.
- Aber sie kann innerhalb einer Grenze erhöht werden, weil sie den Metallstau verringert, der am Werkzeugrechen verfügbar ist, und somit die Stärke der Werkzeugspitze sowie die Wärmeableitung durch das Werkzeug verringert.
- Er sollte in der Größenordnung von 15 Grad liegen und kann bei Bedarf null oder negativ sein.
Freiwinkel:
- Es ist der Winkel zwischen der Unterseite des Werkzeugs (Flanke) und der bearbeiteten Oberfläche.
- Der Freiwinkel ist gegeben, damit das Werkzeug die Metalloberfläche nicht reibt oder beschädigt.
- Es erhöht die Schnittkräfte und wird somit in der Größenordnung von 5-6 Grad verwendet.
- Er wird auch als Freiwinkel bezeichnet.
Spänebildung:
- Wenn das Werkzeug mit der Metalloberfläche in Kontakt kommt, findet eine elastische Kompression und dann eine plastische Kompression der Metallfläche in Kontakt mit der Spanfläche des Werkzeugs statt. Dies entwickelt eine Scherung und schließlich beginnt ein Nachgeben oder ein Bruch.
- Schließlich fließt das verformte Metall oder der Span über die Werkzeugfläche und wird entfernt.
- Der Span wird abgetragen und durch Reibung weiter verformt, je nach Schnittbedingungen.
Spänearten in der Metallzerspanung:
Es gibt drei grundlegende Arten von Spänen im Metallschneideprozess:
- Kontinuierliche Chips
- Diskontinuierliche Chips
- Kontinuierliche Chips mit aufgebauten Kanten (BUE).
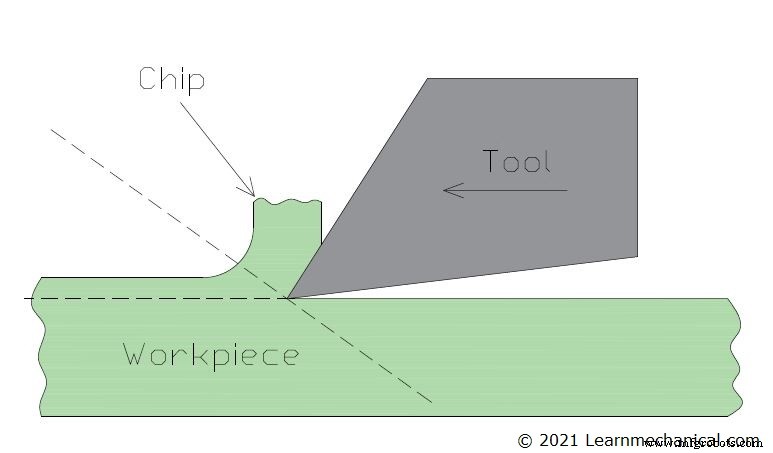
#1 Kontinuierliche Chips:
Wenn die während des Schneidvorgangs gebildeten Späne ohne Zwischenräume sind, werden solche Späne als kontinuierliche Späne bezeichnet. Diese Späne entstehen beim Schneiden eines duktilen Materials, z. B. Stahl.
Gründe für die Bildung von Dauerspänen:
- Die Schnittgeschwindigkeit sollte hoch sein :Für die Bildung von durchgehenden Metallspänen ist es erforderlich, dass die Schnittgeschwindigkeit oder Schnittgeschwindigkeit hoch sein muss. Wenn die Geschwindigkeit hoch genug ist, wird das neue Material abgeschnitten, bevor der Span bricht.
- Spanwinkel muss groß sein :Ein größerer Spanwinkel trägt zum reibungslosen Fluss der Metallspäne bei und erzeugt so kontinuierliche Metallspäne.
- Das Material muss duktil sein:Die Duktilität eines Materials ist einer der wichtigsten Faktoren bei der Herstellung von Endlosspänen. Je größer die Duktilität, desto mehr Endlosspäne werden produziert.
- Der Reibungskoeffizient muss so gering wie möglich sein :Wenn der Reibungskoeffizient hoch ist, wird eine große Wärmemenge erzeugt, die das Material spröde und ungeeignet für die Herstellung von kontinuierlichen Spänen macht.
- Schnitttiefe:Die Schnitttiefe zur Herstellung von Endlosspänen muss gering sein. Wenn die Schnitttiefe größer ist, neigt dies zum Brechen der Späne. Auswirkungen von durchgehenden Spänen und besserer Oberflächengüte. Aufgrund der geringen Spantiefe und der hohen Schnittgeschwindigkeit wird bei durchgehenden Spänen eine hervorragende Oberflächengüte erzielt.
- Geringer Stromverbrauch :Ein niedriger Reibungskoeffizient und die Verwendung von Schmiermittel führen dazu, dass während des Metallschneidevorgangs bei kontinuierlichen Spänen weniger Energie verbraucht wird.
- Bessere Standzeit: Die Lebensdauer des Schneidwerkzeugs steigt, da das Material duktil ist, die Reibung ist geringer, und Schmiermittel verwendet werden.
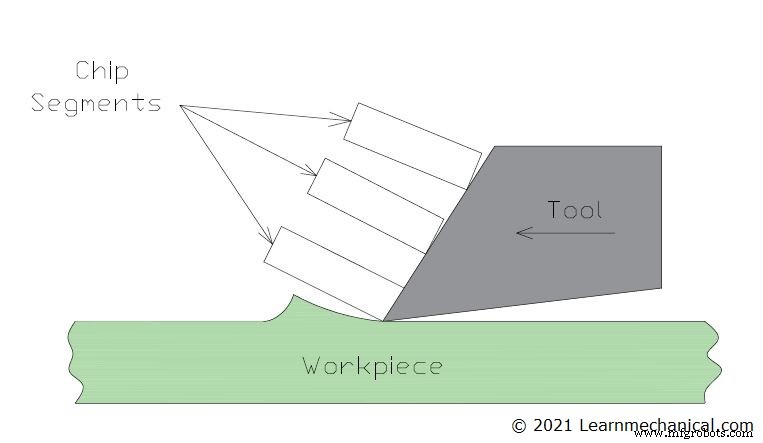
#2 Diskontinuierliche Chips:
Wenn es beim Metallschneiden zu einem Bruch oder Bruch von Spänen kommt, werden solche Spänearten als diskontinuierliche Späne bezeichnet. Diese Späne entstehen beim Schneiden von spröden Materialien wie Gusseisen.
Gründe für die Bildung diskontinuierlicher Späne:
- Niedrige Schnittgeschwindigkeit :Eine niedrige Schnittgeschwindigkeit bewirkt, dass der Span bricht, bevor das Schneidwerkzeug vorrückt. Dies verursacht die Produktion von diskontinuierlichen Spänen.
- niedriger Spanwinkel :Ein niedriger Spanwinkel drückt den Span nach außen, anstatt ihn zu krümmen, wodurch diskontinuierliche Späne erzeugt werden.
- Spröde Materialien werden verwendet :Im Gegensatz zu duktilen Werkstoffen neigen spröde Werkstoffe zum Bruch, wodurch es zur Bildung unterbrochener Späne kommt.
- Hohe Reibungskräfte :Wie bereits erwähnt, verursachen hohe Reibungskräfte eine Wärmeentwicklung, die das Material spröde macht, wodurch es zur Bildung von diskontinuierlichen Spänen kommt.
- Größere Schnitttiefe :Mit zunehmender Schnittiefe nimmt auch die Dicke des abgetragenen Materials zu. Eine erhöhte Materialstärke führt zum Bruch, was zur Bildung von diskontinuierlichen Spänen führt.
Auswirkungen diskontinuierlicher Chips:
- Größerer Materialabtrag :Bei der Bildung von unterbrochenen Spänen wird mehr Material abgetragen, dies hilft bei großen Größenunterschieden zwischen Werkstück und gewünschter Abmessung.
- Erhöhte Standzeit bei niedriger Drehzahl: Ein niedriger Spanwinkel trägt zur Erhöhung der Standzeit bei niedrigen Drehzahlen bei.
- Chips sind bequem zu entsorgen: Diskontinuierliche Späne sind aufgrund ihrer geringen Größe einfach zu handhaben und zu entsorgen und können zur Entsorgung oder zum Recycling einfach in einen Behälter gefüllt werden.
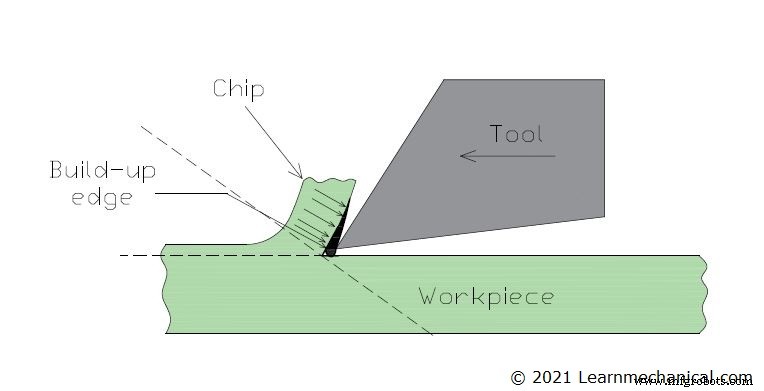
#3 Kontinuierlicher Chip mit aufgebauter Schneide (BUE):
Dies ist die Art von kontinuierlichem Span, der entsteht, wenn die Reibung zwischen Werkzeug und Werkstück sehr hoch ist. Aufgrund der hohen Reibung und Temperatur wird nur sehr wenig Material auf den Chip geschweißt.
Gründe für die Bildung von BUE:
- Hohe Temperatur :Die Hauptursache für die Bildung einer Aufbauschneide liegt in der Übertemperatur. Aufgrund der sehr hohen Temperatur (über dem Schmelzpunkt von Metall) wird eine gewisse Menge Metall verschweißt, was zu Ablagerungen auf dem Chip führt. Die restlichen Gründe sind für hohe Temperaturen verantwortlich.
- Sehr hohe Reibung :Der Hauptgrund für einen Temperaturanstieg gegenüber Werkzeug und Werkstück liegt in der hohen Reibung, die wiederum hauptverantwortlich für die Bildung von Aufbauschneiden ist.
- Zu wenig Kühlmittel: Ein weiterer Faktor, der für den Temperaturanstieg verantwortlich ist, ist die unzureichende Verwendung von Kühlmittel. Als Kühlmittel wird in der Regel ein Gemisch aus Öl und Wasser verwendet.
- Materialart: Für die Bildung eines durchgehenden Spanes ist es erforderlich, dass das Material duktil ist. Bei duktilem Material kommt es daher zur Bildung einer Aufbauschneide.
- Kleiner Spanwinkel: Ein kleiner Spanwinkel ist einer der Faktoren, aufgrund dessen es zu einer Bildung von Aufbauschneiden kommt. Dies liegt daran, dass es für die Bildung von kontinuierlichen Spänen benötigt wird.
Auswirkungen von durchgehenden Chips mit Aufbauschneiden:
- Erhöhte Standzeit :Die Standzeit wird erhöht, da der entstehende Span das Werkzeug vor hohen Temperaturen schützt und somit die Standzeit erhöht.
- Raue Oberflächenbeschaffenheit :Aufgrund von Ablagerungen auf der Arbeitsfläche bildet sich eine raue Oberfläche.
- Erhöhter Stromverbrauch: Durch den kleinen Spanwinkel und die große Schnitttiefe erhöht sich die Leistungsaufnahme.
Zusammenfassung:
Beim Metallschneiden entstehen drei Arten von Spänen. Durch die Bildung von Endlosspänen entsteht eine hervorragende Oberflächengüte, die sich positiv auf das Werkstück auswirkt.
Die Bildung diskontinuierlicher Späne hat sowohl positive als auch negative Auswirkungen auf das Werkstück. Die Bildung des durchgehenden Spanes mit Aufbauschneiden wirkt sich hauptsächlich negativ auf das Werkstück aus.
Industrietechnik
- Steinerz ist ein kleinstädtischer Metallzerspanungs- und Fertigungsbetrieb mit großen ISO-Fähigkeiten
- Was ist Stempeln? - Arten, Betrieb und Anwendung
- Was ist Casting?- Definition| Arten des Gießens
- Was ist Spanbildung? - Arten von Spänen in der Metallzerspanung
- Was ist Metallbeschichtung? - Definition, Arten und Vorteile
- Arten von Metalllegierungen
- Was ist Spanbildung? - Arten von Spänen in der Metallzerspanung
- Verschiedene Arten von Spänen in der Metallzerspanung
- Verschiedene Arten von Blechoperationen mit Diagramm
- Führt Metallschneiden zur Metallherstellung?