


Arbeiten mit Blechtoleranzen
Bei der Auswahl eines Herstellers für Ihre Blechteile fällt der Begriff Toleranz kommt oft vor. Jeder möchte, dass seine Teile exakte Nachbildungen seiner Modelle sind, aber in Wahrheit muss es bei der Definition von Perfektion immer etwas Spielraum geben. Diese Variation nennen wir alle Toleranz. Auch wenn der Begriff immer wieder verwendet wird, kann die Realität von Fertigungstoleranzen je nach Prozess recht kompliziert werden. Dieser Beitrag vergleicht maschinelle Bearbeitung, 3D-Druck und Blechbearbeitung und wie sie sich auf erreichbare Toleranzen auswirken.
Blechherstellung vs. maschinelle Bearbeitung vs. 3D-Druck
Bearbeitung und 3D-Druck sind hochpräzise Fertigungsmethoden, bei denen Material akkurat entfernt oder hinzugefügt wird, um eine endgültige Geometrie zu erzeugen. Blech ist eine etwas weniger präzise Herstellungsmethode, die auf dem Schneiden, Biegen und Dehnen dünner Metallbleche beruht, um eine endgültige Geometrie zu erzeugen. Die geringeren Toleranzen, die durch die Blechmethode erreicht werden, sind ein Produkt der sehr variablen Prozesse, die verwendet werden, um eine Geometrie zu erreichen.
Die maschinelle Bearbeitung bietet den am besten verstandenen Bezugsrahmen für Fertigungstoleranzen. Wir sehen oft Bearbeitungstoleranzblöcke auf Blechdrucken, wie hier rechts.
In der Ingenieurschule lehren sie, dass ±0,005 Zoll (0,127 mm) für drei signifikante Ziffern die Basistoleranz ist. Dies ist möglich, weil es eine Maschine gibt, die Features unabhängig von bereits erstellten Features erstellt. Es spielt keine Rolle, ob Sie an einer Stelle ein Loch gebohrt haben, die nächste Lochposition und -größe wird ausschließlich von der Maschine bestimmt, die den Schnitt durchführt.
Der 3D-Druck ist auch eine präzise Fertigungsmethode, obwohl das tatsächliche Maß an Präzision durch die verwendeten Materialien und Prozesse bestimmt wird. Denken Sie daran, dass der 3D-Druck wie die maschinelle Bearbeitung Features auf einem Teil erzeugt, unabhängig von den Features, die davor vorhanden waren. Es fügt weiterhin Material an den erforderlichen Stellen hinzu und behält ein hohes Maß an Präzision bei (vorausgesetzt, Ihr Design unterstützt das Teil während der Herstellung ordnungsgemäß). Hier bei Protolabs variieren die 3D-Drucktoleranzen von ± 0,002 Zoll bis ± 0,012 Zoll (± 0,051 mm bis 0,305 mm).
| Sofern nicht anders angegeben: | |
| .XX | ±0,01 |
| .XXX | ±0,005 |
| .XXXX | ±0,0005 |
| Winkel | ± 0,5* |
In gewisser Weise bewegt sich Blech auf einer Linie zwischen Fertigung und handwerklichen Erzeugnissen. Wir biegen und dehnen das Material, um eine endgültige Geometrie zu erreichen. Wir fügen Metall nicht mit einer einzigen hochpräzisen Maschine hinzu und entfernen es. Tatsächlich erfordert die Blechfertigung je nach den erforderlichen Funktionen fast ein Dutzend Maschinen. Selbst das einfachste Formteil erfordert eine Schneidemaschine und eine Biegemaschine, jede mit ihren eigenen Toleranzen und Einschränkungen.
Protolabs Blechtoleranzen
Wir unterteilen Toleranzen in zwei Kategorien.
- Toleranzen auf einer Fläche
- Toleranzen über mehrere Oberflächen
Toleranzen auf einer Oberfläche sind viel enger als auf mehreren Oberflächen. Betrachtet man eine einzelne Oberfläche, werden die meisten Merkmale mit einer Maschine, einem Laser oder einer Stanze erzeugt. Wie bei der maschinellen Bearbeitung und dem 3D-Druck können wir dadurch engere Toleranzen einhalten. Wenn wir Biegungen in die Geometrie einführen, werden die Dinge etwas weniger klar.
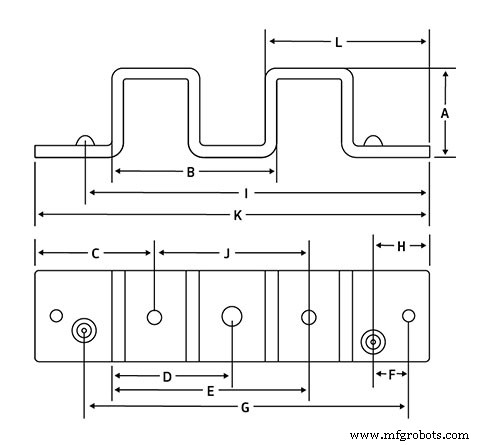
Toleranzen auf einer Fläche
In der folgenden Tabelle finden Sie Standardtoleranzen für jeden markierten Abschnitt des Teils.
| Funktion | Referenz | Toleranz +/- |
| Kante an Kante | A | 0,005 Zoll (0,13 mm) |
| Von Kante zu Loch | B | 0,005 Zoll (0,13 mm) |
| Loch zu Loch | C | 0,005 Zoll (0,13 mm) |
| Loch zu Hardware* | D | 0,010 Zoll (0,25 mm) |
| Edge-to-Hardware* | E | 0,010 Zoll (0,25 mm) |
| Hardware zu Hardware* | F | 0,015 Zoll (0,38 mm) |
| Zum Loch biegen | G | 0,015 Zoll (0,38 mm) |
| Biegung an Hardware* | H | 0,015 Zoll (0,38 mm) |
| Zum Rand biegen | Ich | 0,010 Zoll (0,25 mm) |
| Von Biegung zu Biegung | J | 0,015 Zoll (0,38 mm) |
* Als Befestigungsmaterial gelten Bolzen, Muttern, Abstandshalter oder andere selbstbefestigende Produkte.
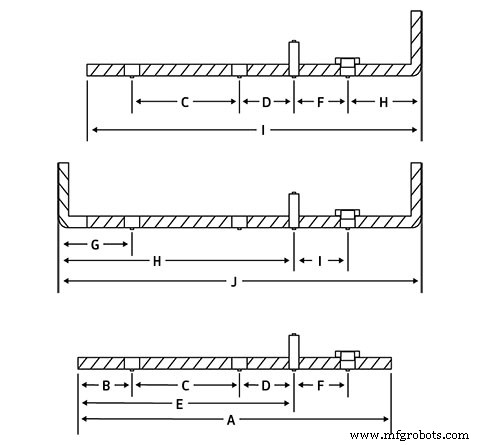
Toleranzen auf mehreren Oberflächen
In der folgenden Tabelle finden Sie Standardtoleranzen für jeden markierten Abschnitt des Teils.
Funktion | Referenz | Toleranz +/- |
| Von Biegung zu Biegung | A | 0,015 Zoll (0,38 mm) |
| Von Biegung zu Biegung | B | 0,030 Zoll (0,76 mm)* |
| Von Kante zu Loch | C | 0,015 Zoll (0,38 mm) |
| Zum Loch biegen | D | 0,030 Zoll (0,76 mm)* |
| Zum Loch biegen | E | 0,030 Zoll (0,76 mm)* |
| Loch zu geformtem Feature | F | 0,010 Zoll (0,25 mm) |
| Loch zu geformtem Feature | G | 0,030 Zoll (0,76 mm)* |
| Kante zu geformtem Merkmal | H | 0,010 Zoll (0,25 mm) |
| Kante zu geformtem Merkmal | Ich | 0,030 Zoll (0,76 mm) |
| Loch zu Loch | J | 0,020 Zoll (50 mm)* |
| Kante an Kante | K | 0,030 (0,76 mm) * |
| Von Kante zu Biegung | L | 0,030 (0,76 mm) * |
* Nicht kumulativ.
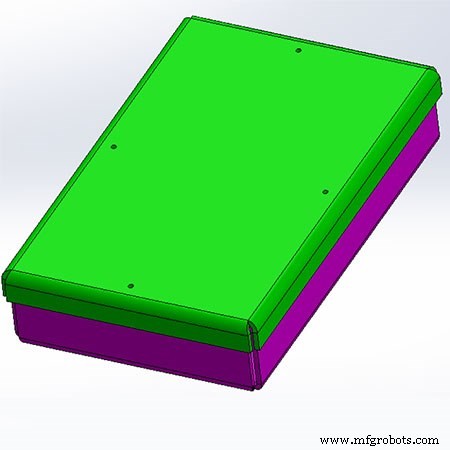 Eine Blechbox mit einfachem Deckel mag im Design einfach aussehen, aber es gibt Nuancen, die berücksichtigt werden müssen, um sicherzustellen richtige Passform.
Eine Blechbox mit einfachem Deckel mag im Design einfach aussehen, aber es gibt Nuancen, die berücksichtigt werden müssen, um sicherzustellen richtige Passform. Der Stapelkampf
Lassen Sie uns diese Box und diesen Deckel als Fallstudie zu Blechtoleranzen verwenden. Dies ermöglicht es uns, die Auswirkungen der Blechfertigung auf erreichbare Toleranzen zu analysieren. Diese Anordnung täuscht in ihrer Einfachheit. Während wir uns eingehend mit dem Design befassen, werfen Sie einen Blick auf die Nuancen, die bei der Konstruktion guter Blechteile eine Rolle spielen.
Werfen Sie zunächst einen Blick auf den grünen Deckel. Dieser Teil hat vier Flansche, die von dem Mittelabschnitt nach oben gebildet werden. Dieser mittlere Abschnitt hat vier Löcher, die verwendet werden, um den Deckel an der rosa Box darunter zu befestigen. Diese vier Löcher werden mit einem Laser geschnitten und ihre Position und Größe wird durch einen computergesteuerten Prozess streng kontrolliert. Diese Löcher werden genau und frei von den Auswirkungen des umgebenden Biegewinkels und linearer Toleranzen positioniert.
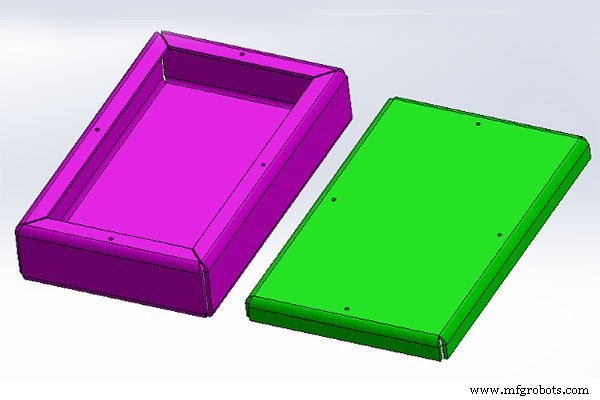 Wenn der Blechdeckel entfernt wird, werden zusätzliche Funktionen sichtbar, die helfen, eine gut gestaltete Schachtel mit Deckel zu schaffen.
Wenn der Blechdeckel entfernt wird, werden zusätzliche Funktionen sichtbar, die helfen, eine gut gestaltete Schachtel mit Deckel zu schaffen. Etwas anders sieht es bei den Löchern in unserer rosa Box aus. Im Gegensatz zu den Löchern auf dem Deckel, die sich alle auf derselben Oberfläche befinden, befinden sich die Löcher auf der Schachtel auf vier verschiedenen Oberflächen, die jeweils durch vier Biegungen getrennt sind. Wenn wir die vier Biegungen kreuzen und von Loch zu Loch messen, erhalten wir eine lineare Toleranz von ±0,030 Zoll (±0,762 mm) und eine Stapelwinkeltoleranz von 1° pro Biegung. Das bedeutet, dass die Position dieser Löcher nicht annähernd so genau kontrolliert wird wie auf dem Deckel. Es ist wichtig, dies zu berücksichtigen, wenn Sie Blechkomponenten entwerfen.
Also, was können Sie tun, um dies zu überwinden? Sie können die Löcher im Deckel öffnen, um eine Fehlausrichtung der Befestigungslöcher zu ermöglichen, oder eine schwimmende Hardware in der Box verwenden, die eine Fehlausrichtung zwischen dem Deckel und der Box zulässt. Kombinieren Sie beide Ansätze und Sie haben die in der Box sichtbaren Stapeltoleranzen effektiv trivialisiert. Am Ende erhalten Sie eine funktionale Baugruppe, die zuverlässig zusammenpasst und Ihren Kunden mit Ihrem Blechdesign-Können begeistern wird.
Toleranz-Takeaways
Wir fertigen Präzisionsteile aus Blech. Die Präzision ist jedoch nicht bei allen Herstellungsverfahren gleich. Ein Konstrukteur kann nicht erwarten, bearbeitungsähnliche Toleranzen in seinem Blechteil einzuhalten. Wenn Sie dies verstehen und die Konstruktionsrichtlinien und Ihren Umgang mit Blech berücksichtigen, können auch Sie mit Ihren Teilen Großes erreichen.
Industrietechnik
- zum Biegen von Blech mit einer Abkantpresse
- Welche Vorteile bietet die Zusammenarbeit mit einem örtlichen Metallverarbeiter?
- Blechumformprozess
- Blechbiegen
- Blechbearbeitungstechniken
- Wirtschaftlichkeit des Blechstanzens
- Was ist Blechstanzen?
- Ein Überblick über Dünnblech
- Was ist das Richten von Blech?
- Verschiedene Arten von Blechoperationen mit Diagramm