


Kleine Messgeräte in der Beschaffung von Metallteilen
Die Praktikabilität von Prüfstiften für die Rohrinnenprüfung
Hier bei der Metal Cutting Corporation reicht es für viele Anwendungen nicht aus, Teile mit den vom Kunden festgelegten Toleranzen herzustellen. Ein großer Teil unserer Qualitätskontrolle besteht auch darin, sicherzustellen, dass wir Teile effektiv messen und den Nachweis erbringen können, dass sie tatsächlich den Spezifikationen entsprechen.
Die gewählte Methode – und die Art des verwendeten Werkzeugs – zur Bestimmung, ob ein Teil die Anforderungen erfüllt, kann den Unterschied ausmachen, ob die Spezifikationen beim ersten Mal erfüllt werden müssen oder zusätzliche Arbeit geleistet werden muss, was wiederum die Kosten erhöht und Verzögerungen für alle verursacht.
Als Hersteller sehr kleiner Metallteile, einschließlich kurzer Rohre mit kleinem Durchmesser, verwenden wir häufig sehr kleine Lehren, die als Stiftlehren bekannt sind, um den Innendurchmesser (ID) von Teilen zu messen, die wir aus Rohren herstellen.
Diese kleinen Lehren, die auch als Stiftlehrdorne bekannt sind, bieten eine einfache „Pass-Fail“-Inspektionsmethode, mit der ein Benutzer den Innendurchmesser von Rohren mit sehr kleinem Durchmesser schnell auf eine bestimmte Plus- oder Minustoleranz beurteilen kann.
Die X-Y-Zs der Prüfstifte
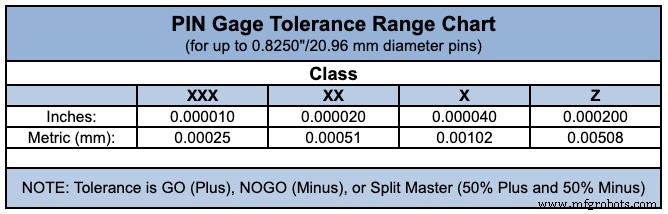
Es gibt verschiedene Klassen kleiner Messgeräte – Y, Z, ZZ, XX, XXX usw. – mit unterschiedlichen Toleranzen. Die Dickentoleranz basiert auf der zulässigen Toleranz im Herstellungsprozess jedes Stifts.
Für Messgeräte mit einer Größe von 0,001" bis 0,08250" haben Messgeräte der Klasse Z beispielsweise eine Toleranz von nicht mehr als 0,0001", während Messgeräte der Klasse X eine Toleranz von nicht mehr als 0,00004" haben.
Je kleiner das Teil, desto wichtiger ist die Messtoleranz. Ein Prüfstift mit engerer Toleranz (z. B. Klasse XXX) ist gerader und gleichmäßiger über die gesamte Länge des Stifts. Dadurch eignet es sich gut für die Prüfung des Innendurchmessers eines Rohrs mit kleinem Durchmesser, das selbst eine sehr kritische Toleranz hat.
Die Grenzen der Pin-Gage-Messung
Bei den meisten kurzen Schläuchen mit einem Innendurchmesser von 0,005 Zoll bis 0,200 Zoll liefern Stiftlehren in der Regel akzeptable Ergebnisse, die korreliert werden können. Ein Prüfstift kann jedoch nur eine Toleranzgrenze erfassen, nicht Plus und Minus.
Es ist auch wichtig, daran zu denken, wenn Sie eine exakte benötigen Messung des Durchmessers eines fertigen Teils, diese kleinen Messgeräte werden Ihren Anforderungen nicht gerecht.
Das liegt daran, dass ein Prüfstift eine Go/No-Go-Methode ist – das heißt, er ist nicht darauf ausgelegt, einen Messwert für individuelle Eigenschaften des Teils zu liefern. Stattdessen, vereinfacht gesagt, wenn die Go-Gage in die ID eingefügt werden kann, die No-Gage jedoch nicht, sind die Spezifikationen erfüllt.
Irgendwann kommen auch die Kleinsten von kleinen Messgeräten ist möglicherweise physikalisch nicht machbar, um Größen und Toleranzen zu bestimmen.
Bei einem Rohr-ID von weniger als 0,004 Zoll sind Go/No-Go-Stiftlehren beispielsweise einfach nicht praktikabel. Das liegt daran, dass es sehr schwierig wäre, einen empfindlichen Messstift in ein Rohr mit so kleinem Durchmesser einzuführen, ohne das Rohr zu verbiegen oder den Stift selbst zu beschädigen.
Darüber hinaus sind Stift- oder Lehrdorne unpraktisch für die Inspektion sehr langer Zylinder, wie z. B. Rohre mit kleinem Durchmesser, die mehrere Fuß lang sind und eine durchgehend einheitliche ID erfordern.
Alternativen zu kleinen Messgeräten für die ID-Inspektion
In Fällen, in denen kleine Messgeräte nicht angemessen sind, wenden wir uns häufig anderen, ausgefeilteren Methoden zur Überprüfung von IDs zu, darunter Tools wie Smart Scopes und verschiedene optische Komparatoren.
Im Allgemeinen verwenden diese Methoden einen Sensor, um verschiedene Punkte um den Umfang und innerhalb eines Rohrs zu messen, um zu berechnen, ob der durchschnittliche ID innerhalb der Toleranz liegt. Diese optischen Messmethoden sind präziser als Stiftlehren und können zum Messen von Kreisen, Bögen und komplexeren Formen verwendet werden.
Diese Verfahren sind jedoch kostspieliger als die Verwendung eines Prüfstifts und haben Nachteile. Beispielsweise können optische Tools nicht überprüfen, ob der ID im gesamten Rohr konsistent ist, und die Genauigkeit kann durch die Oberflächenbeschaffenheit des zu messenden Teils beeinträchtigt werden.
Darüber hinaus kann die optische Messung nicht verwendet werden, um IDs an sehr langen Teilen zu überprüfen, da die Teile nicht so positioniert werden können, dass das Licht vollständig hindurchgeht. Vielmehr kann das Verfahren nur auf kurze Teile angewendet werden, die auf dem Glas des Messsystems platziert werden können.
Überspringen Sie nicht den Inspektionsschritt in Ihren Spezifikationen
Das Verständnis der Grundlagen der Teilemessung und der Verwendung von kleinen Messgeräten und anderen Prüfwerkzeugen ist entscheidend, um fundierte Entscheidungen über Ihre Spezifikationen zu treffen.
Genauso wie Sie viel Zeit und Mühe in die Bestimmung von Teileabmessungen und -toleranzen investieren, sollten Sie auch Ihre Optionen sorgfältig abwägen, wenn Sie entscheiden, wie Sie feststellen, ob das fertige Teil Ihren Anforderungen entspricht.
Darüber hinaus ist es ein entscheidender Schritt für eine erfolgreiche Teilefertigung, sicherzustellen, dass Sie und Ihr Partner im Voraus wissen und vereinbaren, was gemessen wird und wie.
Industrietechnik
- Metall-3D-Druckanwendungen (Teil 1)
- Eine Kurzanleitung für die Präzisionsbearbeitung von Metallteilen
- Entgraten in der Massenfertigung kleiner Metallteile
- Metallveredelung zur Verhinderung der Korrosion von Präzisionsteilen
- Metallpolieren in einer Welt von 3D-gedruckten Teilen
- Umstellung auf Kleinteile in der CNC-Zerspanung
- Auswahl eines Anbieters für abgeschnittene Metallteile
- Polieren von Metallteilen für 3D-gedruckte medizinische Geräte
- Messung der Rechtwinkligkeit kleiner Metallteile
- Rundheitstoleranz bei kleinen Metallteilen