


Messung der Geradheit in kleinen Metallteilen
Wo Qualitativ Quantitativ schlägt
Bei der Metal Cutting Corporation, wo wir jeden Tag Tausende von auf Länge geschnittenen Stäben, Rohren und Drähten produzieren, ist Geradheit ein Merkmal, mit dem wir häufig arbeiten. Das liegt daran, dass wir beim spitzenlosen Schleifen optimale Ergebnisse erzielen, wenn die von uns geschliffenen Teile gerade sind.
Darüber hinaus nennen unsere Kunden häufig die Geradheit als wichtiges Merkmal ihrer Teile, zusammen mit Positionierungs- und anderen geometrischen Toleranzmerkmalen.
Geradheit ist besonders wichtig für Drähte, Stifte, Rohre und andere zylindrische Teile, die in ein Loch passen oder mit einem anderen Teil zusammenpassen müssen. Die Geradheit des Materials wirkt sich auch auf die Rechtwinkligkeit des Endschnitts aus. Selbst wenn die Geradheit selbst nicht auf einer Zeichnung angegeben ist, muss das Ausgangsmaterial gerade sein, wenn die Rechtwinkligkeit vorhanden ist.
Was ist Geradheit?
Anstelle der Oberflächengeradheit, die ein Indikator für die Ebenheit entlang einer Linie auf der Oberfläche eines Teils ist, ist die Geradheit, mit der wir arbeiten, ein Hinweis darauf, wie viel Krümmung (Kurve) in der Achse eines Teils zulässig ist.
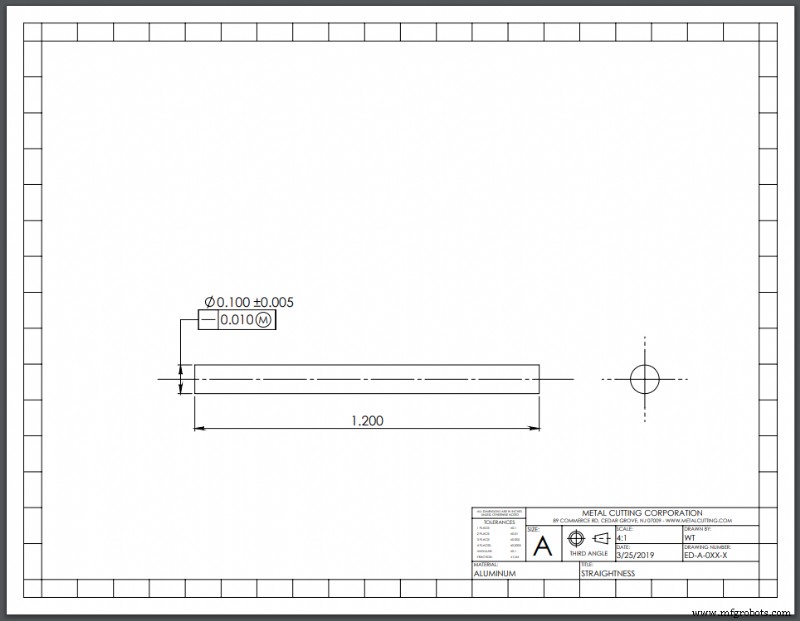
Diese sogenannte Achsengeradheit wird in GD&T durch eine gerade Linie symbolisiert und auf einer Konstruktionszeichnung normalerweise als innerhalb der X-Messung über die Y-Länge liegend bezeichnet – zum Beispiel 0,001 Zoll (0,0254 mm) über 1,0 Zoll (25,4 mm). Das bedeutet, dass auf einer Draht-, Rohr- oder Stangenlänge von 1 Zoll keine Krümmung vorhanden sein darf, die an ihrer Spitze größer als 0,001 Zoll ist.
Es gibt eine Reihe von ASTM-Standards für verschiedene Materialien, wie z. B. die Spezifikation ASTM B387-10 für Stangen, Stäbe und Drähte aus Molybdän und seinen Legierungen; Es spezifiziert die Geradheitsanforderung als 0,050 Zoll (1,27 mm) über 1 Fuß (304,8 mm) Länge.
Wenn die Dinge nur so einfach wären!
Die Messkontroverse
Der knifflige Teil ist, dass das Callout für die Geradheit der Achse viel Interpretation unterliegt.
Wenn Sie eine absolut perfekte Krümmung von X oder weniger haben und feststellen, dass Sie dieselbe Krümmung über jeden Y-Längenabschnitt entlang der Gesamtheit eines Teils haben, dann können Sie sagen, dass es die angegebene Geradheit X über Y mal multipliziert über die gesamte Länge erreicht. Viele würden jedoch argumentieren, dass dies einfach nicht der Realität entspricht und daher kein genaues Maß für die Geradheit ist.
Tatsächlich ist die Frage der Bestimmung der Geradheit über die gesamte Länge eines Teils überraschend umstritten, und die Meinungen darüber, wie man sie misst, sind vielfältig.
Zum einen gibt es keinen perfekten Bogen. Wenn Sie sich die gesamte Länge eines Teils ansehen, gibt es praktisch immer einige Inkonsistenzen, wobei einige Bereiche etwas stärker gebogen und andere gerader sind.
Darüber hinaus hängen die Ergebnisse davon ab, ob ein beliebiges Y-Intervall über die gesamte Länge des Teils in einer oder zwei Ebenen betrachtet wird. Wenn Sie sich einen Zoll oder sogar einen Bruchteil eines Zolls zu einer Seite bewegen, sehen Sie ein anderes Y-Intervall und so weiter, exponentiell.
Daher ist eine unbegrenzte Anzahl von Y-Intervallen zu berücksichtigen. Wie könnte man sich jedes Intervall ansehen oder entscheiden, welche genau den ganzen Teil darstellen?
Ein unkomplizierterer Ansatz
Anstatt zu diskutieren, wie man misst, verwenden wir hier bei Metal Cutting einen einfachen Ansatz, der auf der ASTM F2819-Spezifikation basiert. Es bietet vier Standardtestmethoden zum Messen der Geradheit von Stangen, Stäben, Rohren und Drähten, die für medizinische Geräte verwendet werden.
Quantitative Methoden zur Messung der Geradheit
Zwei der Testmethoden sind quantitativ , wodurch eine Zahl erzeugt wird, die die Geradheitsmessung darstellt.
Mit dem Lückentest , wird das Teil auf einer flachen Oberfläche gerollt und der größte zwischen der flachen Oberfläche und dem Teil gefundene Spalt wird mit einer Nadelseite, einem Mikrometer oder einer Art linearer Skala gemessen.
Mit dem Total Indicator Reading (TIR) Test wird das Material zwischen V-Blöcken platziert und ein Indikator misst, während das Material um eine Umdrehung gedreht wird. Die maximalen und minimalen Messwerte werden dann zur Berechnung der TIR verwendet.
Das Problem bei diesen beiden Tests besteht darin, dass diese Messungen sehr schwierig durchzuführen sein können, insbesondere bei den sehr kleinen Durchmessern, mit denen wir normalerweise bei der Metal Cutting Corporation arbeiten.
Außerdem können beim Messen leicht Fehler gemacht werden; Wenn Sie beispielsweise eine Stiftlehre in einen winzigen Spalt einführen, ist es leicht, das Teil versehentlich anzuheben und die Messung zu verändern.
Qualitative Methoden zur Messung der Geradheit
Aus diesem Grund entscheiden wir uns hier bei Metal Cutting normalerweise für qualitative Tests, die einfache Pass/Fail-Methoden verwenden, um die Geradheit zu bestimmen.
Mit dem Fingerrollentest , wird ein Teil auf einer ebenen Fläche gerollt und wenn das Teil wackelt, fällt es aus. Wenn das Teil nicht wackelt, wird es bestanden und als ausreichend gerade angesehen.
Wie der Name schon sagt, der Test mit geneigter Platte beinhaltet eine flache Platte, die auf eine Neigung gestellt wird, um den Geradheitstest zu bestehen/nicht bestanden zu haben.
Die Gradzahl, auf die die Neigung eingestellt wird, basiert auf dem Durchmesser des Teils (oder nach Vereinbarung zwischen Kunde und Lieferant), das dann oben auf die geneigte Platte gelegt und leicht angeklopft wird, um das Teil einzustellen in Bewegung. Wenn es schnell und leicht die Platte hinunterrollt, passiert das Teil und gilt als gerade; Wenn das Teil stoppt, besteht es den Test nicht.
Immer wieder erfolgreich
Die Erfahrung von Metal Cutting hat uns immer wieder gezeigt, dass eigentliche Geradheitsmessungen in der Regel nicht notwendig sind. Für unsere Zwecke sind uns die Zahlen normalerweise egal – wir kümmern uns darum, dass wir ein Teil erfolgreich spitzenlos schleifen können und dass es für seinen Endgebrauch in der Anwendung des Kunden als gerade qualifiziert ist.
Selbst dort, wo Kunden die X-über-Y-Geradheit spezifiziert haben, haben unsere einfachen, definitiven Testmethoden die Kundenanforderungen nie verfehlt.
In den seltenen Fällen, in denen wir wissen, dass es zu einer Biegung kommen wird – wie z. B. bei einem aggressiven Trommelvorgang oder Sandstrahlen – oder dass das Material, mit dem wir beginnen, gebogen/gebogen ist, verwendet Metal Cutting möglicherweise eine Pass/Fail-Version des Lückentests, um dies zu tun Bestimmen Sie, ob das Ende des Teils über die Länge des Teils innerhalb der Spezifikation liegt.
Um Geradheit sowie Parallelität, rechtwinklige Endschnitte und andere wichtige GD&T-Merkmale zu erreichen, ist unser Ziel sowohl Kosteneffizienz als auch qualitativ hochwertige Teile mit engen Toleranzen. Zu diesem Zweck stellen wir fest, dass die qualitativen Testmethoden, die wir für die Geradheit und andere Merkmale verwenden, uns dabei helfen, die Produktionskosten unter Kontrolle zu halten und gleichzeitig die Ergebnisse zu liefern, die unsere Kunden benötigen.
Industrietechnik
- Metall-3D-Druckanwendungen (Teil 2)
- Metall-3D-Druckanwendungen (Teil 1)
- Kundenteil des Monats
- Bare-Metal-Oberflächen für Ihre Blechteile und Gehäuse
- Kleinteilbearbeitung
- Entgraten in der Massenfertigung kleiner Metallteile
- Metallpolieren in einer Welt von 3D-gedruckten Teilen
- Umstellung auf Kleinteile in der CNC-Zerspanung
- Messung der Rechtwinkligkeit kleiner Metallteile
- Rundheitstoleranz bei kleinen Metallteilen