


Werkzeugverschleiß:Flankenverschleiß, Kraterverschleiß und Nasenverschleißmechanismus
Heute werden wir über Werkzeugverschleiß, Mechanismen und Typen sprechen und uns hauptsächlich auf Flankenverschleiß, Kraterverschleiß und Nasenverschleiß konzentrieren. Werkzeugverschleiß ist ein häufiges Phänomen beim Metallschneiden. Bevor wir über Werkzeugverschleiß diskutieren, sollten wir uns darüber informieren, wie ein Werkzeug versagt. Die Schneidwerkzeuge versagen aufgrund der folgenden drei Bedingungen.
physikalischen Zustands des Werkzeugs.3. Allmählicher Verschleiß wie Flankenverschleiß, Kraterverschleiß etc.
Die ersten beiden Verschleißteile, Bruchverschleiß und Verschleiß durch plastische Verformung, sind sehr schädlich für Maschine und Werkstück. Daher sollte es vollständig eliminiert werden, indem günstige Bedingungen verwendet und ein hoher Sicherheitsfaktor verwendet werden.
 Allmählicher Verschleiß kann nicht vollständig beseitigt, aber reduziert werden. Heute werden wir über diese Verschleißursachen, Mechanismen, Arten wie Flankenverschleiß, Kraterverschleiß, Nasenverschleiß, günstigen Zustand usw. diskutieren. Im Allgemeinen werden Werkzeuge aus hartem und sprödem Material hergestellt. Es schneidet Material durch plastische Verformung. Wenn ein scharfkantiges Werkzeug über das Werkstück reibt, etwas Material abscheren und dem Werkstück die gewünschte Form geben. Durch dieses Reiben und viele andere Mechanismen verschleißt auch das Werkzeug, was als Werkzeugverschleiß bekannt ist. Jedes Werkzeug hat eine bestimmte Standzeit, die von seinem Material, Werkstückmaterial, Schnittbedingungen usw. abhängt. Heute werden wir alles darüber besprechen.
Allmählicher Verschleiß kann nicht vollständig beseitigt, aber reduziert werden. Heute werden wir über diese Verschleißursachen, Mechanismen, Arten wie Flankenverschleiß, Kraterverschleiß, Nasenverschleiß, günstigen Zustand usw. diskutieren. Im Allgemeinen werden Werkzeuge aus hartem und sprödem Material hergestellt. Es schneidet Material durch plastische Verformung. Wenn ein scharfkantiges Werkzeug über das Werkstück reibt, etwas Material abscheren und dem Werkstück die gewünschte Form geben. Durch dieses Reiben und viele andere Mechanismen verschleißt auch das Werkzeug, was als Werkzeugverschleiß bekannt ist. Jedes Werkzeug hat eine bestimmte Standzeit, die von seinem Material, Werkstückmaterial, Schnittbedingungen usw. abhängt. Heute werden wir alles darüber besprechen. Werkzeugverschleiß:
Werkzeugverschleißmechanismus:
1. Abrieb:
Dieser Verschleiß hängt von der Kaltverfestigung des Werkstücks ab. Wenn das Werkzeug das Werkstück schneidet, bilden sich einige kleine Späne, die als harte Partikel wirken. Diese harten Partikel wirken wie kleine Schneidkanten wie Schleifscheiben, die einen Werkzeugverschleiß verursachen.2. Adhäsionsverschleiß:
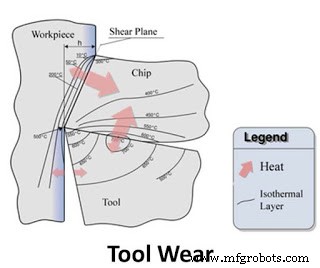
Dieser Werkzeugverschleiß ist auf das Gleiten von Spänen über das Werkzeug zurückzuführen. Die beim Metallschneiden gebildeten Späne sind hart und haben eine hohe Temperatur. Dieser Verschleiß entsteht durch das Reiben dieser Späne über dem Werkzeug. Dieser Verschleiß wird durch hohe Reibung und hohe Temperatur der über die Werkzeugfläche fließenden Späne verursacht.
3. Verbreitung:
Diffusion bedeutet Diffusion von Hartmetall in Weichmetall aufgrund der hohen Temperatur der Kontaktfläche zwischen Hartstoff und Weichstoff. Beim Werkzeugverschleiß wirken Späne als Hartstoff und Werkzeuge als Weichstoff.
4. Oxidation:
Oxidation bedeutet Diffusion der Werkzeugfläche von Sauerstoffpartikeln. Es ist auch abhängig von der Oberflächentemperatur des Werkzeugs und des Werkzeugmaterials.
5. Chemischer Abbau:
Aufgrund hoher Temperaturen und Drücke ändert sich die chemische Zusammensetzung des Werkzeugs, was seine Lebensdauer verkürzt.
Arten von Werkzeugverschleiß:
 |
| Flankenverschleiß, Kraterverschleiß und Nasenverschleiß |
1. Flankenverschleiß:
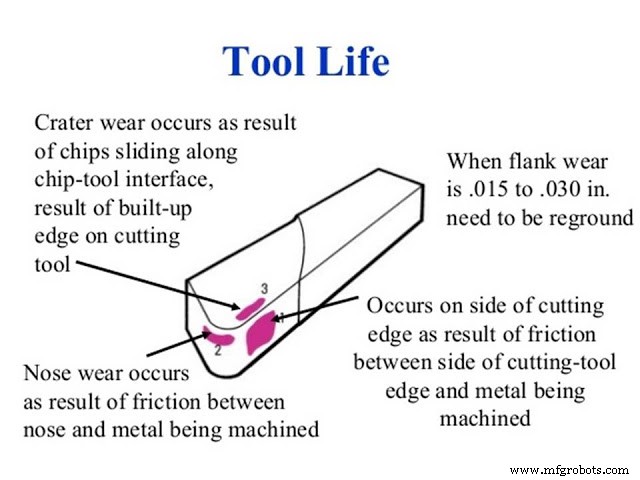
Flankenverschleiß ist auf die abrasive Wirkung von Diskontinuitäten wie Ablagerungen von Aufbauschneiden usw. zurückzuführen. Er verschleißt Seiten- und Endflanken des Werkzeugs. Es tritt an der Werkzeug-Werkstück-Schnittstelle auf. Dieser Verschleiß überwiegt bei niedriger Drehzahl.2. Kraterverschleiß:
Kraterverschleiß tritt im Allgemeinen bei der Bearbeitung von duktilem Material aufgrund von Abrieb und Diffusion von Metall an der Werkzeugfläche auf. Es tritt an der Stirnseite in geringem Abstand von der Schneidkante auf. Dieser Verschleiß überwiegt bei hoher Drehzahl.3. Nasenverschleiß:
Nasenverschleiß gelten als separater Verschleißteil. Es verschleißt die Werkzeugecke. Es ist der Mattierungsteil von Flanke und Fläche, der eine Kombinationswirkung von Kraterverschleiß und Flankenverschleiß ist. Dies wird als separater Verschleiß angesehen, da die Werkzeugecken für das ordnungsgemäße Schneiden des Werkstücks sehr wichtig sind.
Vorrichtungen und Vorrichtungen:Arbeitsweise, Vorteile und Unterschiede
Unterschied zwischen orthogonalem und schrägem Schneiden
Herstellungsprozess
- Ursachen und Lösungen für Werkzeugbruch, Verschleiß, Abplatzungen
- Werkzeugstahlsorten für Stempel und Matrizen
- Ursachen und Abhilfemaßnahmen für Unregelmäßigkeiten und Bruch des Stanzwerkzeugs
- Verschiedene Eigenschaften und Sorten von Werkzeugstahl
- Werkzeugstahl verstehen und wie er hergestellt wird
- Drehzentrum und Maschinentechnik
- Hartmetallwerkzeuge und Hartmetallhalter - Vorteile und Anwendungen
- Was ist ein kleiner Werkzeug- und Schneideschleifer?
- Was ist eine CNC-Werkzeug- und Frässchleifmaschine?
- Bearbeitungsprozess und Werkzeugmaschine verstehen