


Grappling With Graphite:A Machining Guide
Obwohl es sich um ein weicheres Material handelt, ist Graphit tatsächlich eines der am schwierigsten zu bearbeitenden Materialien. Bei der Bearbeitung dieser Teile müssen Maschinisten viele Überlegungen in Bezug auf Werkzeuge, Kühlmittelverbrauch und persönliche Sicherheit anstellen. Dieser „In The Loupe“-Beitrag untersucht die Materialeigenschaften, wichtige zu berücksichtigende Bearbeitungstechniken und Tipps zur richtigen Auswahl von Schneidwerkzeugen, um in diesem schwierigen Material erfolgreich zu sein.
Was ist Graphit?
Während Graphit ein Allotrop des Kohlenstoffs ist, sind die beiden Begriffe nicht einfach austauschbar. Kohlenstoff ist ein Element, das sich zu mehreren verschiedenen Allotropen formen kann, darunter Graphit, Diamant und Fullerit. Graphit ist zufällig die stabilste Form von Kohlenstoff und kommt am häufigsten vor, da Kohlenstoff unter Standardbedingungen natürlicherweise als Graphit vorkommt.
Graphit ist am bekanntesten für seine überlegene Leitfähigkeit und Beständigkeit gegen hohe Hitze und Korrosion. Dies macht es zu einem gängigen Material in Situationen mit hoher Hitze und hohem Druck in der Luft- und Raumfahrt-, Elektroden-, Nuklear-, Energie- und Militärindustrie.

Obwohl Graphit problemlos mit intensiven Hochdrucksituationen umgehen kann, ist es eigentlich ein sehr weiches, abrasives und sprödes Material. Dies kann bei der Bearbeitung zu ernsthaften Herausforderungen führen, da Graphit Schneidwerkzeuge auffressen und die Lebensdauer eines Werkzeugs stark verkürzen kann. Mit den richtigen Werkzeugen und Techniken gibt es jedoch Möglichkeiten, die Graphitbearbeitung zu optimieren, um kostengünstiger als die Konkurrenz zu sein.
Graphit-Bearbeitungstechniken
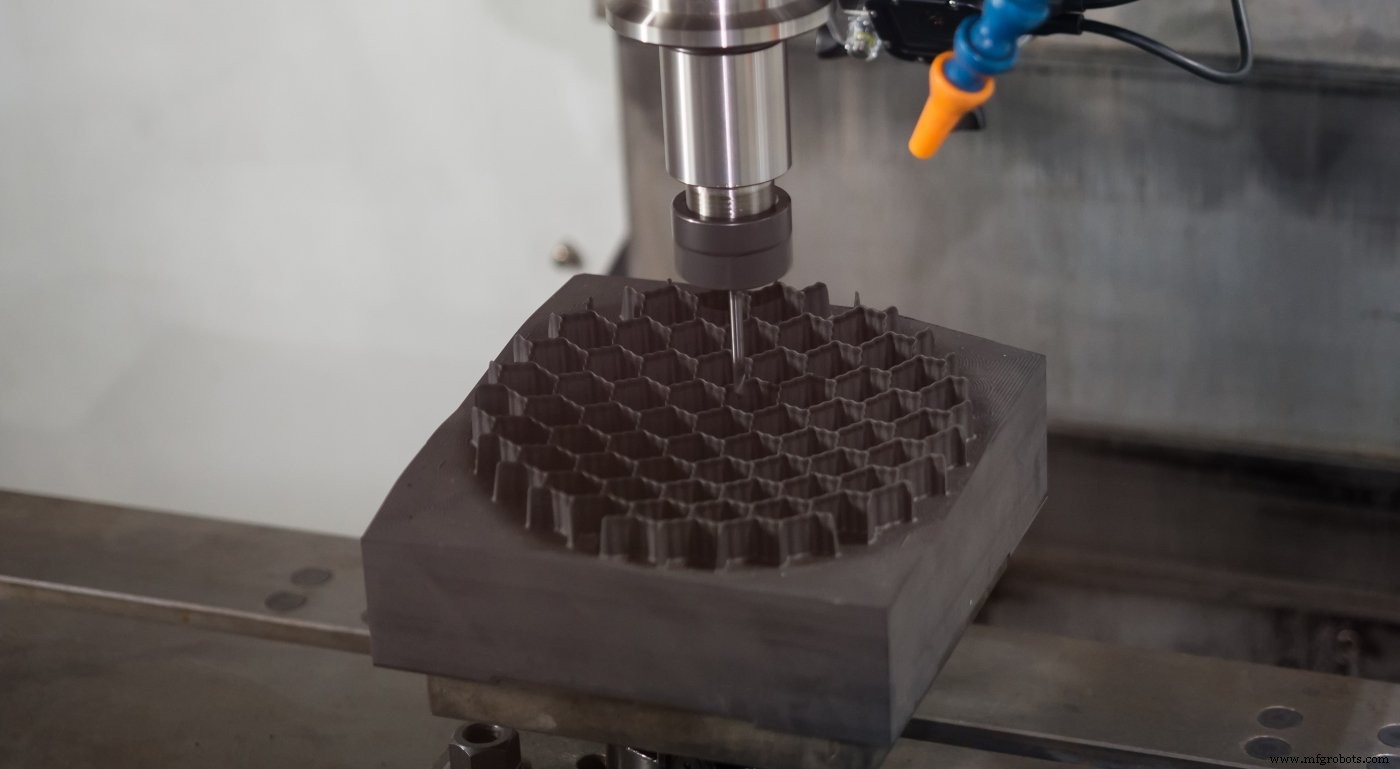
Da Graphit ein so weiches und sprödes Material ist, muss bei der Bearbeitung besonders darauf geachtet werden, dass es nicht absplittert. Um einen guten Schnitt zu erzielen, wird empfohlen, bei Graphit mit geringer Spanlast und niedrigeren Vorschüben zu arbeiten. Wenn Sie einen schweren Schnitt mit hoher Vorschubgeschwindigkeit vornehmen würden, würden Sie anfangen, den Graphit abzusplittern und könnten dazu führen, dass er vollständig bricht. Zum Vergleich:Die Spanlasten für Graphit sind ähnlich denen für Aluminiummaterialien, jedoch mit weniger als der halben Vorschubgeschwindigkeit.
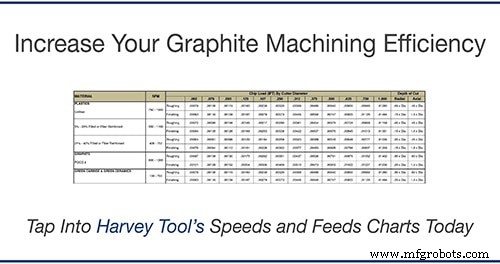
Um Ihnen eine Vorstellung von Geschwindigkeiten und Vorschüben für Graphit zu geben, ist hier ein Beispiel mit einem 1/4″ Harvey Tool CVD-Diamantbeschichteten Vierkant-Schaftfräser mit 4 Schneiden. Wenn dieses Werkzeug mit einer Standarddrehzahl von 12.000 bei 780 SFM laufen würde, wäre die empfohlene Spanlast 0,00292 für eine Vorschubgeschwindigkeit von 140 IPM.

In Bezug auf die Maschineneinrichtung ist der wichtigste Tipp, den Sie beachten sollten, immer die Verwendung von Kühlmittel zu vermeiden. Graphit ist ein ziemlich poröses Material und kann daher Kühlmittel absorbieren und als „Kühlmittelschwamm“ wirken, was Probleme mit fertigen Teilen verursacht. In der Maschine und auf den Werkzeugen kann das Kühlmittel tatsächlich mit dem Graphitstaub reagieren und einen Schleifschlamm erzeugen, der Probleme bei der Bearbeitung verursacht. Ein Vakuumsystem wird zum Entfernen von Material während der Bearbeitung von Graphit empfohlen. Ansonsten sollten beschichtete Werkzeuge trockenlaufen können.
Eine weitere Sache, die bei der Bearbeitung von Graphit zu beachten ist, ist, dass Graphit, da es keine Späne, sondern eine Wolke aus sehr abrasivem Staub erzeugt, ohne angemessene Pflege für Bediener und Maschinen schädlich sein kann. Die Bediener sollten eine Schutzmaske tragen, um das Einatmen des Graphitstaubs zu vermeiden. Die richtige Belüftung und Aufrechterhaltung der Luftqualität in der Werkstatt ist auch der Schlüssel zum Schutz der Maschinisten bei der Arbeit mit Graphit.
Da der Graphitstaub auch extrem leitfähig ist, kann er leicht nicht schützende Schaltkreise in Ihrer CNC-Maschine beschädigen, was zu großen elektrischen Problemen führen kann. Obwohl Kühlmittel nicht empfohlen wird, kann ein Vakuumsystem dabei helfen, den Staub zu entfernen, damit er sich nicht zu stark im Inneren der Maschine ansammelt und schwerwiegende Probleme verhindert werden.
Erhöhen Sie die Effizienz Ihrer Graphitbearbeitung – greifen Sie noch heute auf die Geschwindigkeits- und Vorschubtabellen von Harvey Tool zu
Schneidwerkzeuge für die Graphitbearbeitung
Wie bereits erwähnt, ist Graphit aufgrund seiner extrem abrasiven Natur ein berüchtigter Zerstörer von Schneidwerkzeugen. Selbst die hochwertigsten Hartmetall-Schaftfräser verschleißen bei den meisten Arbeiten schnell, wenn sie unbeschichtet bleiben. Dieser extreme Verschleiß kann einen Werkzeugwechsel während einer Operation erzwingen, was zu einer Unvollkommenheit des Teils führen kann, wenn versucht wird, die Operation dort fortzusetzen, wo das abgenutzte Werkzeug aufgehört hat.
Bei der Auswahl eines Schneidwerkzeugs für die Graphitbearbeitung sind Beschichtung und Schneidkante die wichtigsten Überlegungen. Schneidenzahl, Steigungswinkel und andere Schlüsselmerkmale der Werkzeuggeometrie stehen beim Werkzeugkauf letztendlich hinter der Beschichtung.
Für die Graphitbearbeitung wird wann immer möglich eine CVD-Diamantbeschichtung (Chemical Vapour Deposition) empfohlen, um die Standzeit und Werkzeugleistung zu maximieren. Diese Beschichtungen werden direkt in den Hartmetall-Schaftfräser eingewachsen, verbessern die Härte und belassen das Werkzeug mit einer Beschichtungsschicht, die fünfmal dicker ist als eine PVD-Diamantbeschichtung. Obwohl die CVD-Diamantbeschichtung nicht die schärfste Schneide ist, bietet sie aufgrund der dickeren Diamantschicht eine viel längere Werkzeuglebensdauer als andere Diamantbeschichtungen.
Auch wenn die anfänglichen Werkzeugkosten bei CVD-beschichteten Werkzeugen höher sein können als bei unbeschichteten Werkzeugen, da CVD-beschichtete Werkzeuge eine erheblich längere Werkzeuglebensdauer aufweisen als unbeschichtete Werkzeuge, sinken die Kosten pro Teil erheblich. In schwierigen, abrasiven Materialien wie Graphit hält das unbeschichtete Hartmetallwerkzeug eine kurze Zeit, bevor die Abrasivität des Graphits die Schneide vollständig abnutzt. Ein CVD-beschichtetes Werkzeug verschafft Ihnen einen Vorsprung gegenüber der Konkurrenz, hält Ihre Maschine mit weniger Ausfallzeiten für Werkzeugwechsel am Laufen und führt letztendlich zu erheblichen Kosteneinsparungen.

Insgesamt kann Graphit ein schwierig zu bearbeitendes Material sein, aber mit den richtigen Schneidwerkzeugen und den richtigen Geschwindigkeiten und Vorschüben werden Sie in kürzester Zeit hochwertige Teile herstellen. Harvey Tool bietet eine große Auswahl an CVD-beschichteten Schaftfräsern mit verschiedenen Durchmessern, Reichweiten und Schnittlängen, um sicherzustellen, dass Sie für jede anstehende Aufgabe das haben, was Sie brauchen.
CNC-Maschine
- Eine kurze Anleitung zum 3D-Druck mit Binder Jetting
- Kosten mit bestehenden Lieferanten neu verhandeln:Ein Leitfaden
- Angriff auf Aluminium:ein Leitfaden zur maschinellen Bearbeitung
- Leitfaden zur Materialauswahl für die CNC-Bearbeitung
- Erste Schritte mit KI im Versicherungswesen:Ein Einführungsleitfaden
- Leitfaden zur Materialauswahl für die CNC-Bearbeitung
- Auswahlhilfe für CNC-Kunststoffe
- Was ist bei der Graphitbearbeitung zu erwarten?
- Kosten im Zusammenhang mit der Präzisions-CNC-Bearbeitung
- 5-Achsen-CNC-Bearbeitung:Der vollständige Leitfaden