


Vor- und Nachteile von hohen und niedrigen Schrägungswinkeln
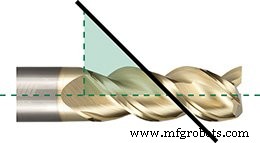
Während viele Faktoren das Ergebnis eines Bearbeitungsvorgangs beeinflussen, ist ein oft übersehener Faktor der Steigungswinkel des Schneidwerkzeugs. Der Schrägungswinkel eines Werkzeugs wird durch den Winkel gemessen, der zwischen der Mittellinie des Werkzeugs und einer geraden Tangente entlang der Schneidkante gebildet wird.
Ein höherer Steigungswinkel, normalerweise 40° oder mehr, umschließt das Werkzeug „schneller“, während ein „langsamer“ Steigungswinkel normalerweise weniger als 40° beträgt.
Bei der Auswahl eines Werkzeugs für einen Bearbeitungsvorgang berücksichtigen Zerspaner häufig das Material, die Werkzeugabmessungen und die Schneidenanzahl. Der Schrägungswinkel muss auch berücksichtigt werden, um zu einer effizienten Spanabfuhr, einer besseren Teileoberfläche, einer verlängerten Werkzeuglebensdauer und reduzierten Zykluszeiten beizutragen.
Faustregel für Schrägungswinkel
Als allgemeine Faustregel gilt, dass mit zunehmendem Schrägungswinkel die Eingriffslänge entlang der Schneidkante abnimmt. Trotzdem
langsame und hohe Schrägungswinkel haben viele Vor- und Nachteile, die sich auf jeden Bearbeitungsvorgang auswirken können.
Slow Helix Tool <40°

Vorteile
- Verbesserte Festigkeit – Ein größerer Kern schafft ein starkes Werkzeug, das einer Durchbiegung oder der Kraft widerstehen kann, die ein Werkzeug unter Druck verbiegt.
- Reduziertes Anheben – Eine langsame Helix verringert das Abheben eines Teils vom Arbeitstisch in weniger sicheren Einstellungen.
- Größere Spanabfuhr – Die langsame Spirale ermöglicht dem Werkzeug, einen großen Span zu erzeugen, der sich hervorragend zum Herausnehmen von Material eignet.
Nachteile
- Grobe Oberfläche – Ein Schaftfräser mit langsamer Wendel nimmt einen großen Span auf, kann aber manchmal Schwierigkeiten haben, den Span abzutransportieren. Diese Ineffizienz kann zu einem unterdurchschnittlichen Finish des Teils führen.
- Langsamere Vorschubgeschwindigkeit – Die erhöhte Radialkraft eines Schaftfräsers mit langsamer Spirale erfordert, dass der Schaftfräser mit einer langsameren Vorschubgeschwindigkeit betrieben wird.
High-Helix-Werkzeug>40°

Vorteile
- Geringere Radialkraft – Das Werkzeug läuft aufgrund der besseren Scherwirkung leiser und glatter und ermöglicht eine geringere Durchbiegung und mehr Stabilität bei dünnwandigen Anwendungen.
- Effiziente Spanabfuhr – Mit zunehmendem Schrägungswinkel nimmt die Eingriffslänge der Schneidkante ab und die Axialkraft nimmt zu. Dadurch werden Späne heraus- und weggehoben, was zu einer effizienten Spanabfuhr führt.
- Verbesserte Oberflächenbeschaffenheit – Mit geringeren Radialkräften können Werkzeuge mit hoher Schrägung viel leichter durch Material mit einer besseren Scherwirkung schneiden und hinterlassen eine verbesserte Oberflächenbeschaffenheit.
Nachteile
- Schwächere Schneidzähne – Mit einer höheren Spirale sind die Zähne eines Werkzeugs dünner und daher dünner.
- Durchbiegungsrisiko – Die kleineren Zähne des Werkzeugs mit hoher Schrägung erhöhen das Risiko einer Durchbiegung oder die Kraft, die ein Werkzeug unter Druck verbiegt. Dies schränkt ein, wie schnell Sie High-Helix-Werkzeuge schieben können.
- Erhöhtes Risiko eines Werkzeugversagens – Wenn die Durchbiegung nicht richtig gehandhabt wird, kann dies zu einer schlechten Oberflächenqualität und einem Werkzeugversagen führen.
Spiralwinkel:Eine wichtige Entscheidung
Zusammenfassend muss ein Maschinist viele Faktoren berücksichtigen, wenn er Werkzeuge für jede Anwendung auswählt. Neben dem Material, den Oberflächenanforderungen und akzeptablen Laufzeiten muss ein Maschinist auch den Schrägungswinkel jedes verwendeten Werkzeugs berücksichtigen. Ein Schaftfräser mit langsamer Spirale ermöglicht eine größere Spanbildung, eine erhöhte Werkzeugfestigkeit und reduziert die Hubkräfte. Es hinterlässt jedoch möglicherweise kein hervorragendes Finish. Ein Schaftfräser mit hoher Wendel ermöglicht eine effiziente Spanabfuhr und eine hervorragende Oberflächengüte des Teils, kann jedoch einer erhöhten Durchbiegung unterliegen, die bei unsachgemäßer Handhabung zu Werkzeugbruch führen kann.
CNC-Maschine
- Die kompakten LED-Treiber von Maxim bieten hohe Effizienz und niedrige EMI
- Nano-Silber-Tinte mit hoher Leitfähigkeit und niedriger Sintertemperatur für Papierelektronik
- Computergestützte Fertigung und ihre Vorteile verstehen
- Wie teste ich die Hoch- und Niederdruckabschaltung des Kühlschrankkompressors?
- Aluminium für die CNC-Bearbeitung:Kennen Sie die Vorteile, Nachteile und Legierungen
- Maximierung der Genauigkeit und Positionierung von CNC-Werkzeugmaschinen
- Hauptvorteile der Verwendung von Stempeln und Matrizen aus Werkzeugstahl
- Fräsen und Drehen gemeinsam zum Vorteil der Produktivität
- Low Volume PCB Assembly:Bedeutung und Vorteile erklärt
- CNC-Werkzeugvoreinstellgerät und CNC-Werkzeugmessung – eine Einführung