


So ändern Sie die Vorschubgeschwindigkeit für kreisförmige Bewegungsbefehle
Ist Ihnen schon einmal aufgefallen, dass Spuren auf gefrästen Oberflächen zwischen linearen und kreisförmigen Bewegungen nicht konsistent sind – obwohl sie die gleiche Vorschubgeschwindigkeit verwenden? Haben Sie sich schon einmal gefragt, warum Fräser zum Rattern neigen, wenn sie Innenbögen bearbeiten? Der Grund hängt mit dem Unterschied zwischen der Größe des Kreisbahnradius der Mittellinie des Fräsers und der Größe des Kreisbahnradius der Arbeitsfläche zusammen.
CNCs erzeugen eine Bewegungsrate für den Mittellinienpfad des Schneidwerkzeugs. Beim Fräsen einer zweiachsigen Kontur mit 10,0 ipm bewegt sich die Mittellinie des Schneidwerkzeugs mit 10,0 ipm. Beim Fräsen einer linearen Fläche (G01) bearbeitet die CNC die gerade Arbeitsfläche mit genau 10,0 ipm.
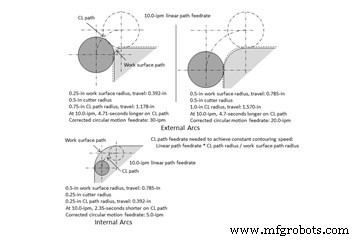
Bei einer kreisförmigen Bewegung unterscheidet sich jedoch die Länge der kreisförmigen Bewegung der Mittellinie eines Fräsers von der kreisförmigen Bewegung der Arbeitsfläche. Bei externen Bögen ist der Mittellinienpfad länger. Bei internen Lichtbögen ist sie kürzer. Sehen Sie sich die Abbildung an, um eine Idee zu bekommen.
Wenn die Vorschubgeschwindigkeit für Linearbewegungen korrekt ist und von einem vorherigen Linearbewegungsbefehl übernommen wird, bearbeitet die CNC die äußeren runden Arbeitsflächen langsamer und die inneren runden Arbeitsflächen schneller als lineare Flächen. Je größer der Unterschied zwischen der Bogengröße des Mittellinienwegs und der Bogengröße des Arbeitsflächenwegs ist, desto ausgeprägter ist der Unterschied der Vorschubgeschwindigkeit am Kontaktpunkt für die Bearbeitung (Berührungspunkt des Fräsers). Das Ergebnis:Die Bearbeitung von Bögen mit dem linearen Vorschub kann zu übermäßigen Zykluszeiten für Außenbögen, Rattern, unerwünschten Oberflächen oder sogar gebrochenen Schneiden mit Innenbögen führen.
Dieser Zustand besteht auch bei Einpunkt-Schneidwerkzeugen, die für Drehoperationen verwendet werden. Da der Werkzeugspitzenradius jedoch ziemlich klein ist, liegt der Mittellinienpfad nahe am Arbeitsflächenpfad, wodurch der Effekt viel weniger offensichtlich wird.
Sehen Sie sich die Abbildung noch einmal an. Beachten Sie bei externen Lichtbögen, wie stark sich dies auf die Zykluszeit auswirken kann. Bei Verwendung der linearen Vorschubgeschwindigkeit von 10,0 ipm mit einem Außenradius von 0,25 Zoll, der von einem Fräser mit 1,0 Zoll Durchmesser bearbeitet wird, dauert die Bearbeitung dieser Bewegung fast 5 Sekunden länger als sie sollte. Programmierer müssen die Vorschubgeschwindigkeit der kreisförmigen Bewegung um das Dreifache erhöhen, um den 0,25-Zoll-Arbeitsoberflächenradius auf die gleiche Weise wie lineare Oberflächen zu bearbeiten.
Das Verhältnis zwischen der Radiusgröße des Arbeitsflächenpfads und der Radiusgröße des Mittellinienpfads bestimmt den Betrag, um den die Vorschubgeschwindigkeit der kreisförmigen Bewegung erhöht (Außenradien) oder verringert (Innenradien) wird. In diesem Beispiel beträgt der Radius des Arbeitsflächenpfads 0,25 Zoll und der Radius des Mittellinienpfads 0,75 Zoll (0,25 Zoll plus 0,5 Zoll). Das Teilen von 0,75 durch 0,25 ergibt ein Ergebnis von 3,0. Anstatt den linearen Bewegungsvorschub von F10.0 zu verwenden, benötigt der Programmierer einen Vorschub von F30.0 für die kreisförmige Bewegung. Das Programmieren der geeigneten kreisförmigen Vorschubgeschwindigkeit für Außenbögen kann einen großen Einfluss auf die Produktionslaufzeit haben, insbesondere bei Arbeiten mit hohem Volumen.
Das gleiche Verhältnis gilt für interne Lichtbögen. Teilen Sie erneut den Radius des Mittellinienpfads durch den Radius des Arbeitsflächenpfads. Das Ergebnis wird immer kleiner als eins sein. Multiplizieren Sie dieses Ergebnis mit der Vorschubgeschwindigkeit, die für die lineare Bearbeitung verwendet wird. Dies ergibt eine Vorschubgeschwindigkeit, die langsamer ist als die Vorschubgeschwindigkeit des linearen Pfads.
Einige CNC-Hersteller haben Funktionen, die Ihnen helfen, dieses Problem zu lösen. Heidenhain bringt zum Beispiel das Feature „Konstante Bahngeschwindigkeit“ mit. FANUC ermöglicht die Verlangsamung interner Kreisbewegungen mit „automatischer Eckenkorrektur“ mithilfe eines Parameters, überlässt es jedoch Maschinenbauern oder Endbenutzern, die entsprechenden Einstellungen vorzunehmen (siehe Parameternummer 7010 bei aktuellen CNCs der Serien 0 und 30 ). Vielleicht finden Sie sogar, dass Ihr CAM-System etwas hat, das Ihnen helfen kann.
WICHTIG: Verwenden Sie diese Technik nur, wenn die abgetragene Materialmenge gleichmäßig um die zu bearbeitende Kontur verteilt ist – wie beim Schlichtfräsen – oder wenn endkonturnahe Guss- oder Schmiedeteile bearbeitet werden. Wenden Sie diese Technik nicht für die Schruppbearbeitung an, wenn Sie viel Material von bearbeiteten Oberflächen entfernen – insbesondere, wenn auf einigen Oberflächen mehr Material vorhanden ist als auf anderen. Eine Erhöhung der Vorschubgeschwindigkeit in diesem Fall erhöht die Fräserbelastung dramatisch.
Wenn solche Funktionen verfügbar sind, erfahren Sie, wie Sie sie verwenden. Wenn nicht – oder wenn Sie mit ihrer Funktionsweise nicht zufrieden sind, verpassen Sie nicht den CNC Tech Talk im nächsten Monat, der zwei benutzerdefinierte G-Code-Programme behandeln wird, die bei der Lösung dieses Problems helfen.
Industrielle Ausrüstung
- Vorbereitung auf Industrie 4.0
- So wählen Sie den richtigen Sensor für Abfüllanwendungen aus
- Auswahl eines Proportionalventils für medizinische Geräte
- So pflegen Sie Ihren Luftkompressor richtig
- Vorteile der Bewegungsautomatisierung für die Steinherstellung
- So bereiten Sie Maschinen für den Umzug vor
- So erkennen Sie, wann die Kranbremsen gewartet werden müssen
- Ermitteln der Bestelldaten für einen Kranheber
- So wählen Sie einen Scan-Pac-Lieferanten für Ihre Reibmaterialien aus
- So entwerfen Sie ein vorbeugendes Wartungsprogramm für Ihre Ausrüstung