


Stützen im 3D-Druck:Ein Technologieüberblick
Einführung
Da 3D-gedruckte Teile Schicht für Schicht aufgebaut werden, ist eine vorherige Schicht erforderlich, auf der aufgebaut werden kann. Abhängig von der spezifischen 3D-Drucktechnologie und der Komplexität des 3D-Modells kann dies bedeuten, dass für einen 3D-Druck Stützstrukturen erforderlich sind.
Bei der Überlegung, mit welcher Technologie ein 3D-Modell gedruckt werden soll, ist es wichtig, Stützstrukturen zu berücksichtigen und zu berücksichtigen, wie sie das Endergebnis beeinflussen können. Stützstrukturen wirken sich auf die Oberflächenbeschaffenheit aus, da sie nachbearbeitet werden müssen, um sie zu entfernen, was zu Schönheitsfehlern oder Oberflächenrauheit führt.
In diesem Artikel wird erläutert, wie Stützen für jede 3D-Drucktechnologie implementiert werden und wie sich die Verwendung von Stützen auf den Designentscheidungsprozess auswirken kann.
Unterstützt in FDM
Fused Deposition Modeling (FDM) extrudiert ein geschmolzenes Filament entlang eines vorbestimmten Pfads auf eine Konstruktionsoberfläche. Wenn das Material extrudiert wird, kühlt es ab und bildet eine feste Oberfläche, die die Grundlage für die nächste Materialschicht bildet, auf der aufgebaut werden soll. Dies wird Schicht für Schicht wiederholt, bis das Objekt fertig ist.
Wann wird Support in FDM benötigt?
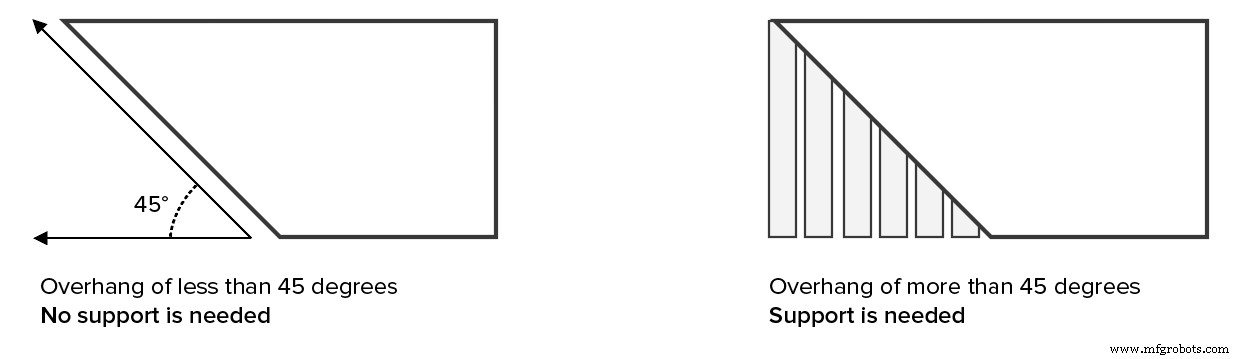
Beim FDM-Druck wird jede Schicht als Satz erhitzter Filamentfäden gedruckt, die an den Fäden darunter und um sie herum haften. Jeder Faden wird leicht versetzt von seiner vorherigen Schicht gedruckt. Dadurch kann ein Modell bis zu einem Winkel von 45 ° aufgebaut werden, sodass sich die Drucke über die Breite der vorherigen Schicht hinaus ausdehnen können.
Wenn ein Merkmal mit einem Überhang von mehr als 45° gedruckt wird, kann es durchhängen und benötigt darunter Stützmaterial, um es zu halten. Weitere Informationen zu Überhängen und FDM finden Sie hier.
Brücke vs. Unterstützung
Es gibt eine Ausnahme von dieser Regel:
Heißes Material kann bei einer Methode, die als Überbrückung bekannt ist, über kurze Strecken zwischen zwei Punkten gedehnt werden. Die Überbrückung ermöglicht das Drucken von Material ohne Unterstützung und mit minimalem Durchhang. Wenn eine Brücke länger als 5 mm ist, ist im Allgemeinen eine Unterstützung erforderlich, um eine genaue Oberflächenbeschaffenheit zu erzielen.
Weitere Informationen zu Bridging und FDM finden Sie hier.
Das ABC (oder YHTs) der FDM-Unterstützung
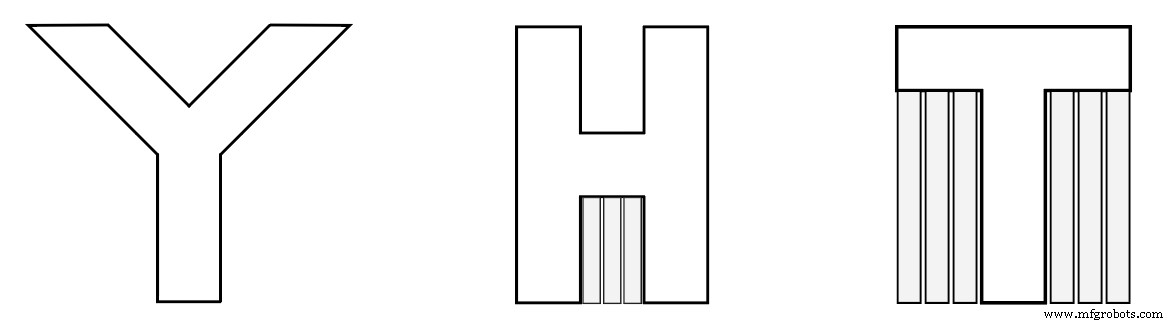
Betrachten Sie die Buchstaben Y, H und T und eine Reihe zugehöriger 3D-Modelle.
- Die Arme eines Modells des Buchstabens Y können einfach gedruckt werden. Obwohl die Arme von Y ausgestreckt sind, benötigen sie keine Unterstützung, weil sie sich um 45 Grad oder weniger erstrecken.
- Der Buchstabe H ist etwas komplizierter, aber wenn der Mittelsteg weniger als 5 mm beträgt, kann er ohne Unterstützung oder Durchhängen gedruckt werden. Über 5 mm und Unterstützung sind erforderlich. In diesem Beispiel ist die mittlere Brücke über 5 mm und es wird Unterstützung benötigt.
- Der Buchstabe T erfordert Unterstützung für die Arme des Buchstabens. Es gibt nichts zum Bedrucken der Außenarme und das Material fällt einfach ohne Unterstützung herunter.
Das Bild unten zeigt YHT mit dem Trägermaterial in Hellgrau.
So sehen die YHTs gedruckt aus. Das Bild unten zeigt nun das Ergebnis des ohne Support gedruckten T. Die Oberfläche weist eine erhebliche Durchbiegung auf und erfordert eine umfangreiche Nachbearbeitung zur Bereinigung.


Die Kehrseite von FDM-Supportmaterial
Eine der Einschränkungen bei der Verwendung von Trägern beim FDM-Druck besteht darin, dass immer eine Nachbearbeitung erforderlich ist, was zu Flecken oder Schäden an der Oberfläche führt, die mit dem Träger in Kontakt kommt.
Ein weiteres Problem besteht darin, dass auf den Träger gedruckte Schichten weniger perfekt sind, da der Träger etwas weniger stationär ist als die festen Schichten.
Es kann auch schwierig sein, die Unterstützung von kleinen, komplizierten Merkmalen zu entfernen, ohne das Modell zu beschädigen.
Außerdem erfordert der Support zusätzliches Druckmaterial und verursacht somit zusätzliche Kosten. Die Stütze muss ebenfalls entfernt werden, wodurch mehr Arbeit für den 3D-Druckdienstleister entsteht, was auch die Gesamtkosten des Druckauftrags erhöhen kann.

Wie viel Support wird für meinen FDM-Druck benötigt?
Das Bogenbeispiel unten erfordert nur eine begrenzte Menge an Unterstützung, die an der richtigen Stelle platziert wird, damit es genau gedruckt werden kann.

Der unten gezeigte „Ball in a Cube“ ist ein Beispiel, das viel Unterstützung erfordert.
Das Entfernen des Trägers in diesem Beispiel ist komplex und beinhaltet das Entfernen jedes Trägerelements mit einer Spitzzange, während versucht wird, die Beschädigung der den Träger umgebenden Oberflächen zu begrenzen. Das Schleifen oder Glätten der Oberfläche nach dem Entfernen des Trägers ist ebenfalls sehr schwierig.
Ohne Stützmaterial kann dieses Modell einfach nicht in FDM gedruckt werden, ohne Kompromisse bei Qualität und Genauigkeit einzugehen. In diesem Fall ist – trotz der zusätzlichen Kosten und der Druckzeit – das zusätzlich verwendete Trägermaterial wesentlich, um den Druck fertigstellen zu können.

Zwei Arten von FDM-Unterstützung
FDM-Druckmethoden verwenden zwei Arten von Unterstützung:
- Das erste, eine Art flaches Akkordeon oder Gitter, ist am gebräuchlichsten und eignet sich am besten für die meisten FDM-Drucke.
- Der andere Typ ist ein "baumartiger" Träger und wird von einigen Druckern bevorzugt. Diese Art der Unterstützung ist weniger beliebt, hat jedoch weniger Kontakt mit der Druckoberfläche, was zu einer besseren Oberflächenbeschaffenheit bei der Nachbearbeitung führen kann.
Der Druckerbetreiber wird im Allgemeinen die Art der Stütze angeben, die am besten zu Ihrer Anwendung passt und somit die ästhetische Auswirkung auf Ihr Design minimiert.
Neugierig auf die Kosten- und Materialoptionen für FDM?
Sofortangebot anfordernAlle FDM-Materialien anzeigen 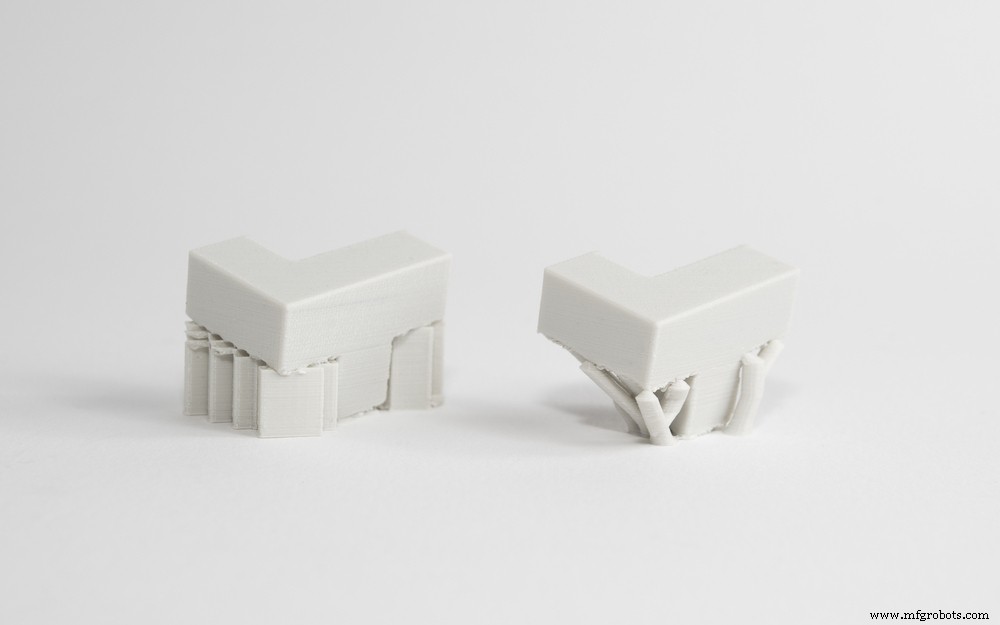
Auflösbare Unterstützung
Auf fein abgestimmten Druckern mit zwei Druckköpfen kann das Stützmaterial mit einem löslichen Material bedruckt werden, das nicht vom Teil abreißt, sondern sich in einer chemischen Lösung auflöst, die das Hauptmaterial des gedruckten Modells nicht angreift.
Dies führt zu einer besseren Oberflächenbeschaffenheit dort, wo der Träger mit dem Hauptmaterial in Kontakt ist, kann jedoch eine teure und zeitaufwändige Lösung sein.
Ein Beispiel hierfür ist die Ultimaker 3-Maschine, die in PVA gedruckten Träger verwendet, der sich nach dem Druck leicht auflöst. Alle industriellen FDM-Maschinen verwenden auflösbare Stützen.
SLA- und DLP-Unterstützungsstrukturen
Stereolithographie (SLA) und Digital Light Processing (DLP) erstellen 3D-gedruckte Objekte aus einem flüssigen (Fotopolymer-)Harz, indem eine Lichtquelle verwendet wird, um das flüssige Material zu verfestigen.
Je nach Druckertyp bedeutet dies, dass das Modell entweder aus einer Wanne mit flüssigem Material gezogen wird, während es durch eine Lichtquelle durch ein durchscheinendes Fenster an der Unterseite (von unten nach oben) verfestigt wird, oder dass es in die Flüssigkeit getaucht wird da die oberste Schicht von oben (top-down) mit einer Lichtquelle behandelt wird.
Wann wird Support in SLA &DLP benötigt?
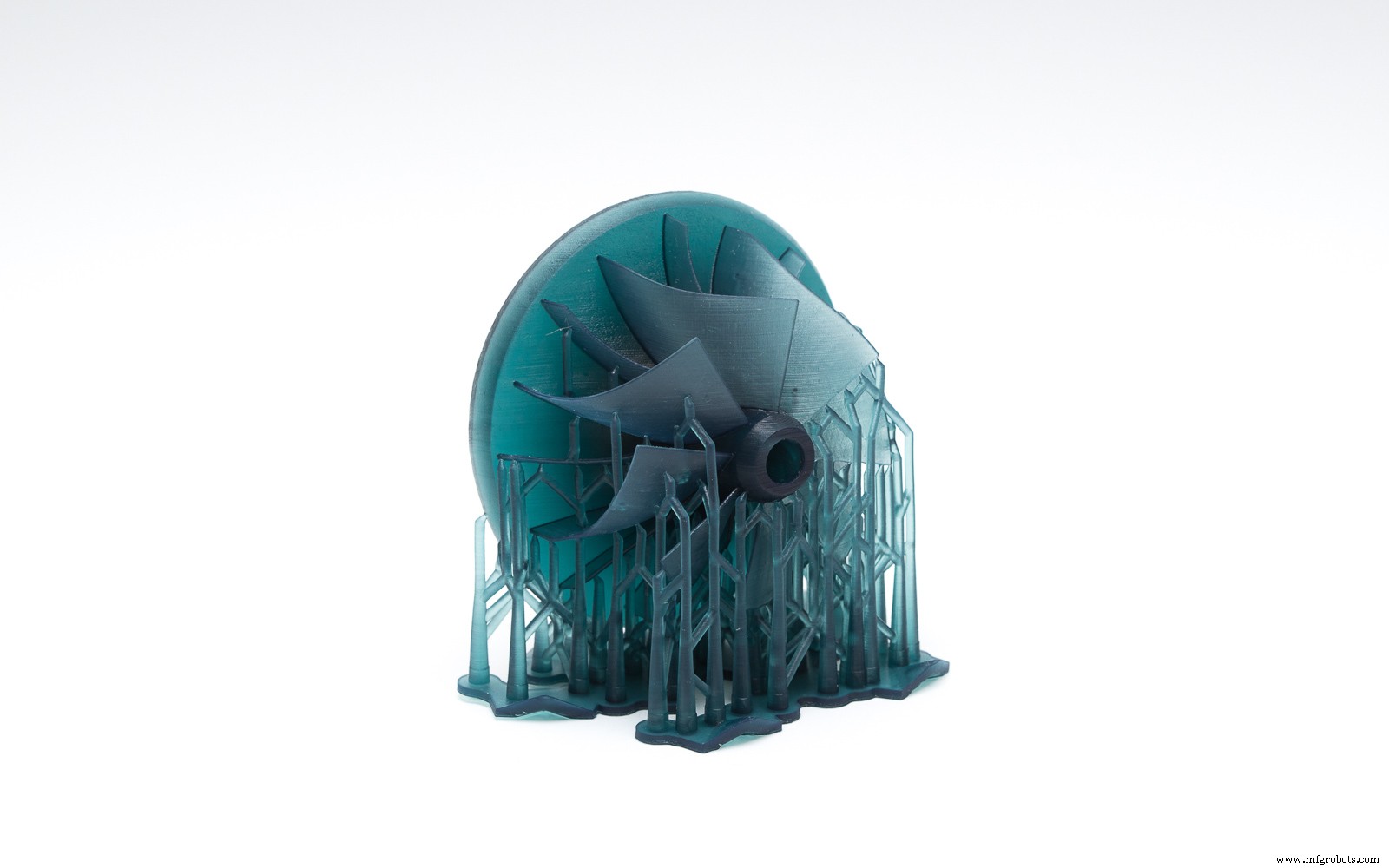
Um sicherzustellen, dass die Drucke auf der Druckplattform haften und nicht in der Wanne herumschwimmen, erfordern SLA- und DLP-Drucker in fast allen Fällen die Verwendung von Stützen.
Stützstrukturen dieser Drucker sehen aus wie dünne Rippen, wobei nur kleine Spitzen das Modell tatsächlich berühren, um Material und Druckzeit zu sparen. Die Anzahl der Stützen, ihre Position, wo sie das Modell und die Struktur berühren, wird von der Software berechnet und hängt von der Form, Ausrichtung und dem Gewicht des zu druckenden Teils ab.
SLA und DLP sind einige der genauesten Technologien, mit denen selbst die kleinsten und kompliziertesten Objekte detailgetreu gedruckt werden können. Bei richtiger Nachbearbeitung wirkt sich die Verwendung von Trägern nicht auf die Druckqualität aus.
Entfernen von Stützmaterial von SLA- und DLP-Drucken
Zunächst wird Isopropylalkohol (IPA) verwendet, um flüssiges Harz von Ihren fertigen Teilen abzuwaschen. Stützstrukturen können entweder von der Oberfläche des Modells abgebrochen oder mit einer Zange entfernt werden. Die Stellen, an denen der Träger mit dem Objekt in Kontakt war, werden dann geschliffen, um alle verbleibenden Spuren zu entfernen.

Designüberlegungen für Supports in SLA und DLP
Die Teileorientierung spielt eine entscheidende Rolle, wo sich die Unterstützung für den SLA- und DLP-Druck befindet. Durch die Neuausrichtung eines Teils kann der Support (und damit die Druckkosten) drastisch reduziert werden.
Die Orientierung spielt auch eine wichtige Rolle dabei, wo sich die Unterstützung befindet. Wenn das ästhetische Erscheinungsbild einer Oberfläche einer Komponente von größter Bedeutung ist, kann es auch eine Option sein, das Teil so auszurichten, dass es wenig bis gar keine Stütze in Kontakt mit diesem Bereich gibt.
Bei komplexen Drucken mit vielen Details und vielen dünnen oder komplizierten Merkmalen kann das Aufteilen des Drucks in separate Abschnitte und das anschließende Zusammenfügen (über Schnappverbindungen, ineinandergreifende Teile oder Klebstoffe) die Druckqualität und das Erscheinungsbild ebenfalls verbessern.
Neugierig auf die Kosten und die verfügbaren Materialoptionen von SLA/DLP?
Sofortangebot erhaltenAlle SLA-Materialien anzeigen 
Stützstrukturen für Material Jetting
Material Jetting-Technologien (Stratasys PolyJet und 3D Systems MultiJet Modeling) ähneln dem Tintenstrahldruck, aber anstatt Tintentropfen auf Papier zu spritzen, spritzen diese 3D-Drucker Schichten aus flüssigem Photopolymer auf eine Bauplattform und härten sie sofort mit UV-Licht aus. P>
Wann wird Unterstützung beim Material Jetting benötigt?
Diese Drucker erfordern die Verwendung von Stützmaterial in allen Fällen, in denen es unabhängig vom Winkel überhängende Teile gibt. Stützen sind entweder wasserlöslich oder werden während der Nachbearbeitung mit Zangen, Wasserstrahlen, Ultraschallbad und Sandstrahlen entfernt.
Im Gegensatz zu FDM beeinträchtigen Träger dieser Technologien in keiner Weise die Optik, Oberflächenbeschaffenheit oder technischen Eigenschaften der Drucke. Nach der richtigen Nachbearbeitung ist es praktisch unmöglich, Teile, die mit Stützmaterial bedeckt waren, vom Rest des Drucks zu unterscheiden.

Designüberlegungen für Stützen beim Material Jetting
Aufgrund der während der Nachbearbeitung verwendeten Elektrowerkzeuge (Wasserstrahl, Sandstrahler) können komplizierte Teile des Modells beschädigt oder verbogen werden. Stellen Sie sicher, dass Sie die Material Jetting-Regeln befolgen, um Probleme zu vermeiden. Wenn Ihr Modell aus komplizierten Teilen und dünnen Drähten besteht, wird stattdessen SLS-Druck empfohlen.
SLS-Unterstützungsstrukturen
Selektives Lasersintern (SLS) schmilzt pulverförmiges Material in einer Kammer mit einem Laser.
Für SLS sind keine Stützstrukturen erforderlich, da das Pulver als Stütze dient, wenn das Objekt Schicht für Schicht aufgebaut wird. Dies gibt viel Gestaltungsfreiheit, erhöht aber im Allgemeinen auch die Kosten und den Zeitaufwand für das Drucken eines Teils. SLS benötigt Zeit zum Abkühlen der Baukammer und die Reinigung des Drucks erfordert einen mehrstufigen Endbearbeitungsprozess, einschließlich des Entfernens von ungeschmolzenem Pulver, normalerweise mit einer Luftpistole.
Neugierig auf die Kosten und verfügbaren Materialoptionen für SLS?
Sofortangebot anfordernAlle SLS-Materialien anzeigen 
Binder-Jetting-Stützstrukturen
Binder Jetting ähnelt SLS insofern, als der Drucker dünne Schichten aus pulverisiertem Material verwendet, um ein Objekt aufzubauen, aber anstatt einen Laser zu verwenden, der die Schicht zusammensintert, verwenden diese Drucker ein Bindemittel, das aus einer Düse extrudiert wird, um das Pulver zu binden zusammen.
Genau wie bei SLS sind keine Stützstrukturen erforderlich, da das Pulver beim Bau des Objekts als Stütze dient, aber das Reinigen und Nachbearbeiten des Drucks erfordert einen mehrstufigen Endbearbeitungsprozess, einschließlich des Entfernens von ungeschmolzenem Pulver, normalerweise mit einer Luftpistole.

Stützstrukturen für den Metalldruck
Metalldrucktechnologien verwenden Stützstrukturen, um Modelle während des Bauprozesses in allen Fällen an einer Grundplatte zu fixieren, aber Überhänge mit einem Winkel von mehr als 35 Grad können ohne Unterstützung gebaut werden. Wenn Stützen benötigt werden, ist darauf zu achten, dass sie leicht zugänglich sind, da sie sonst während der Nachbearbeitung nicht entfernt werden können.
Die Verwendung von Stützen wirkt sich in keiner Weise auf die Qualität des Drucks aus, und bei richtiger Nachbearbeitung können alle Markierungen vom gedruckten Modell entfernt werden.
Neugierig auf die Kosten und verfügbaren Materialoptionen für den Metall-3D-Druck?
Sofortangebot anfordernAlle 3D-Druckmaterialien für Metall anzeigen 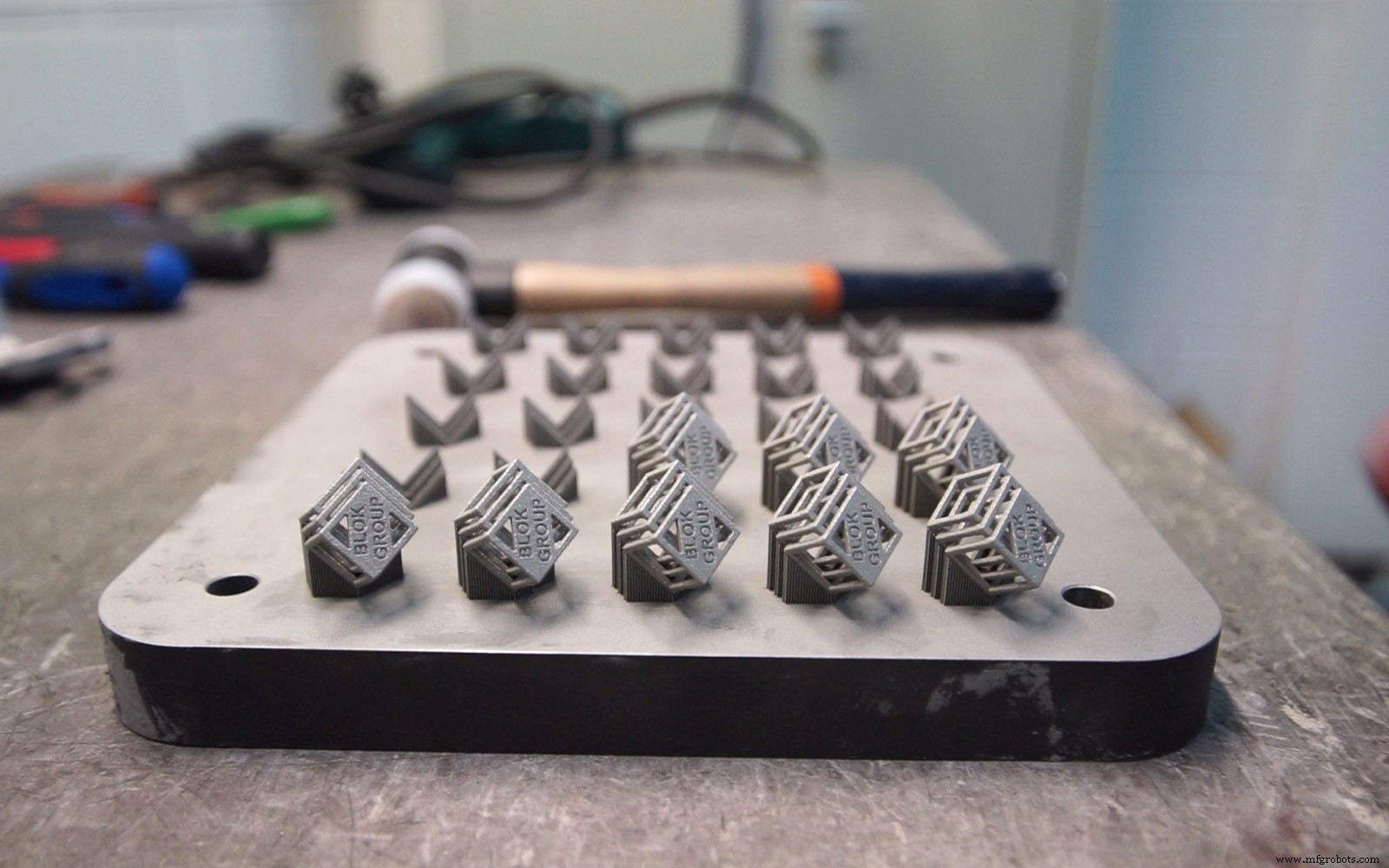
Faustregeln
- Unterstützung wirkt sich im Allgemeinen nachteilig auf das Erscheinungsbild eines Teils aus (mit Ausnahme von Material Jetting). Eine Nachbearbeitung ist im Allgemeinen erforderlich, um die Oberflächenbeschaffenheit nach dem Entfernen des Stützmaterials zu verbessern.
- Je mehr Unterstützung hinzugefügt wird, desto komplexer kann ein Design sein. Die Menge der verwendeten Unterstützung kann optimiert werden (Teileausrichtung, erforderliches Maß an Genauigkeit usw.), um Kosten und Druckzeit zu senken.
- Die folgende Tabelle fasst zusammen, ob für jede der 3D-Drucktechnologien Unterstützung erforderlich ist:
| Drucktechnologie | Unterstützung erforderlich |
|---|---|
| FDM | Abhängig von der Modellgeometrie |
| SLA und DLP | Immer erforderlich |
| Materialstrahlen | Immer, aber lösbar |
| SLS | Niemals |
| Binder-Jetting | Niemals |
| Metalldruck | Immer |
3d Drucken
- Anwendungen der 3D-Drucktechnologie aus Titanlegierungen
- Python – Übersicht
- Überblick über biokompatiblen 3D-Druck
- Farb-3D-Druckoptionen – Übersicht
- Technologieüberblick:Wann Sie sich wirklich für den Metall-3D-Druck entscheiden sollten
- Polyjet-3D-Druck:Technologieüberblick
- Fused Deposition Modeling (FDM) 3D-Druck:Technologieüberblick
- Carbon-DLS-3D-Druck:Technologieüberblick
- Direct Metal Laser Sintering (DMLS) 3D-Druck:Technologieüberblick
- Stereolithographie (SLA) 3D-Druck:Technologieüberblick