


Einführung in den Binder-Jetting-3D-Druck
Was ist Binder Jetting?
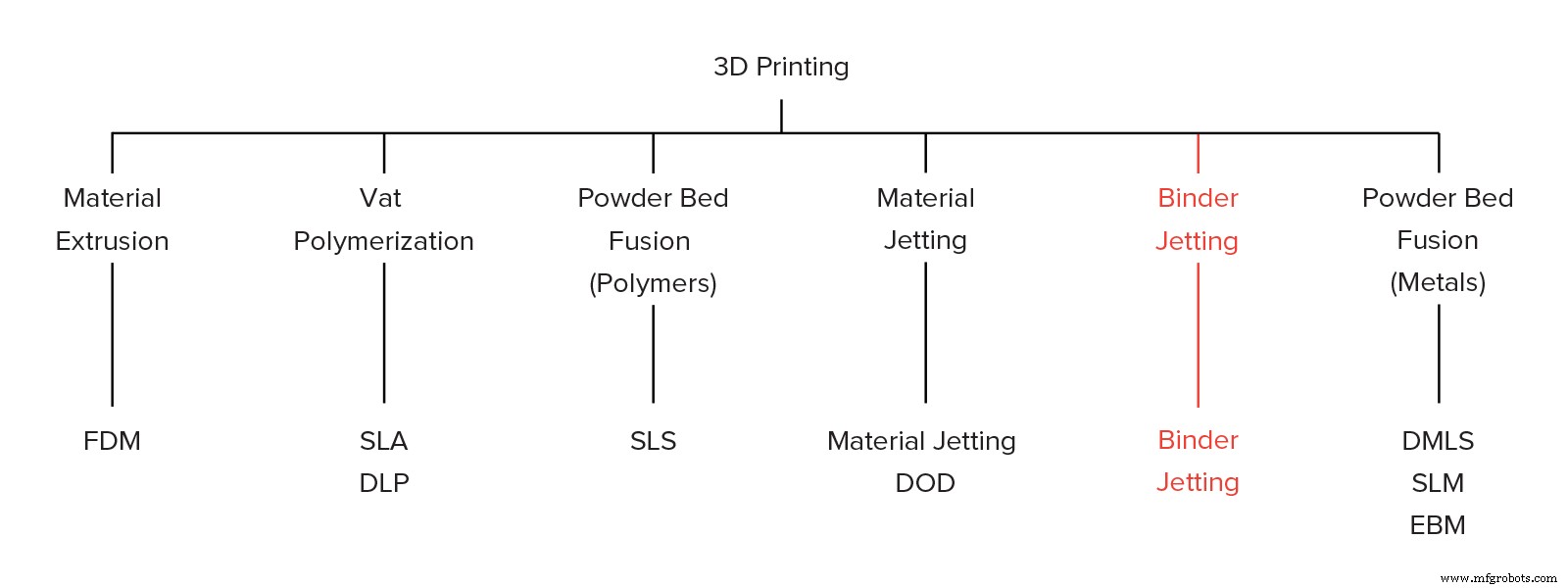
Binder Jetting ist eine Familie additiver Fertigungsverfahren. Beim Binder Jetting wird ein Binder selektiv auf das Pulverbett aufgebracht und verbindet diese Bereiche Schicht für Schicht zu einem festen Teil. Die Materialien, die üblicherweise beim Binder Jetting verwendet werden, sind Metalle, Sand und Keramik, die in körniger Form vorliegen.
Binder Jetting wird in verschiedenen Anwendungen eingesetzt, einschließlich der Herstellung von Vollfarb-Prototypen (z. B. Figuren), die Herstellung großer Sandgusskerne und -formen und die Herstellung kostengünstiger 3D-gedruckter Metallteile.
Bei solch vielfältigen Anwendungen ist es für einen Designer, der die Fähigkeiten nutzen möchte, unerlässlich von Binder Jetting in vollen Zügen, um die grundlegenden Mechanismen des Prozesses zu verstehen und wie diese mit seinen wichtigsten Vorteilen und Einschränkungen zusammenhängen .
Wie funktioniert Binder Jetting?
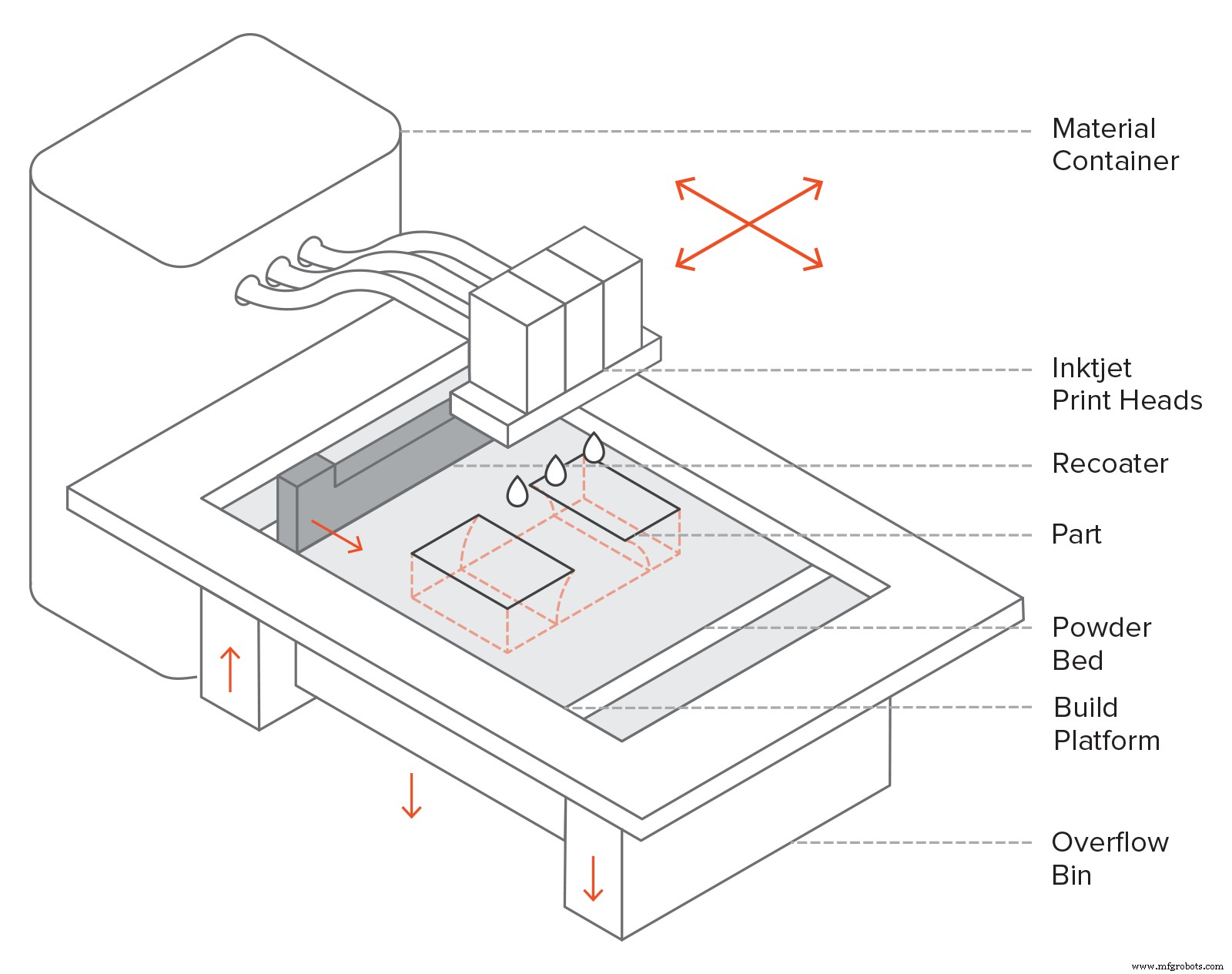
So funktioniert der Binder-Jetting-Prozess:
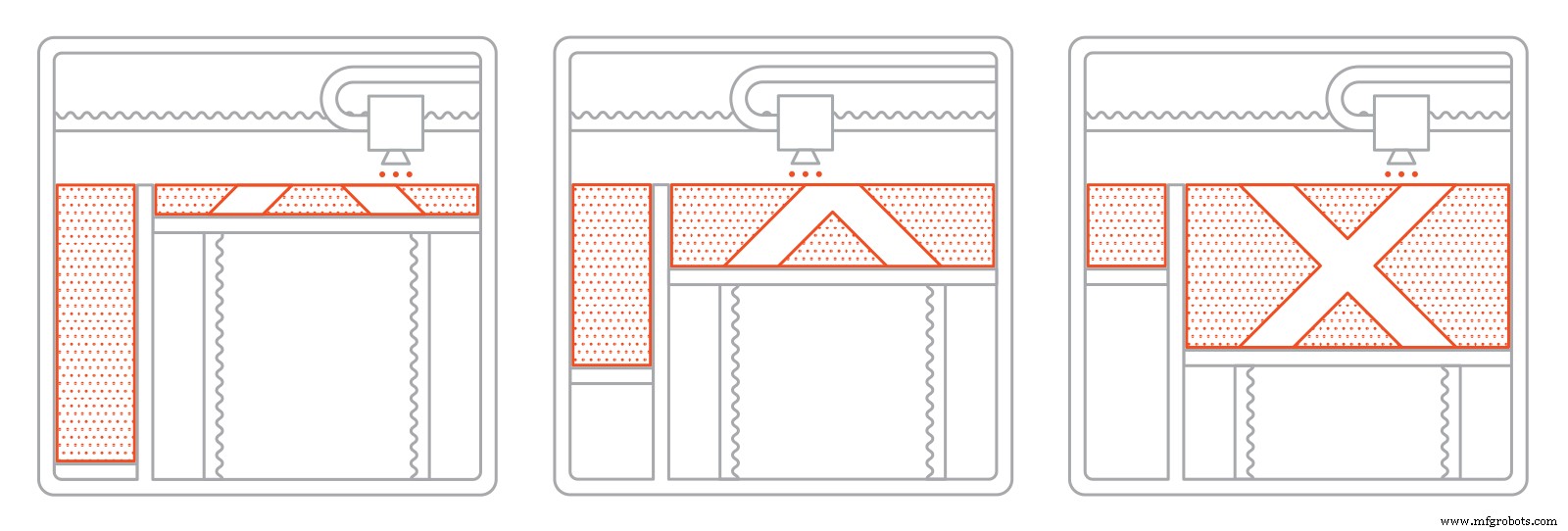
I. Zuerst verteilt eine Nachbeschichtungsklinge eine dünne Pulverschicht auf der Konstruktionsplattform.
II. Dann fährt ein Wagen mit Tintenstrahldüsen (ähnlich den Düsen, die in Desktop-2D-Druckern verwendet werden) über das Bett und bringt selektiv Tröpfchen eines Bindemittels (Klebers) auf, die die Pulverpartikel miteinander verbinden. Beim Vollfarb-Binder-Jetting wird in diesem Schritt auch die farbige Tinte aufgebracht. Die Größe jedes Tropfens beträgt ungefähr 80 μm im Durchmesser, sodass eine gute Auflösung erzielt werden kann.
III. Wenn die Schicht fertig ist, bewegt sich die Konstruktionsplattform nach unten und die Klinge beschichtet die Oberfläche erneut. Der Vorgang wird dann wiederholt, bis der gesamte Teil abgeschlossen ist.
IV. Nach dem Drucken wird das Teil in das Pulver eingekapselt und kann aushärten und an Festigkeit gewinnen. Anschließend wird das Teil aus dem Pulverbehälter entnommen und das ungebundene, überschüssige Pulver mittels Druckluft abgereinigt.
Je nach Material ist in der Regel ein Nachbearbeitungsschritt erforderlich. Binder Jetting-Teile aus Metall müssen beispielsweise gesintert werden (oder anderweitig wärmebehandelt) oder infiltriert mit einem Metall mit niedriger Schmelztemperatur (typischerweise Bronze). Vollfarbige Prototypen werden auch mit Acryl infiltriert und beschichtet, um die Lebendigkeit der Farben zu verbessern. Sandgusskerne und -formen sind in der Regel nach dem 3D-Druck einsatzbereit.
Denn die Teile verlassen den Drucker im „grünen“ Zustand. Binder Jetting Teile im grünen Zustand haben schlechte mechanische Eigenschaften (sie sind sehr spröde) und eine hohe Porosität.
Eigenschaften des Binder Jetting
Druckerparameter
Beim Binder Jetting sind fast alle Prozessparameter vom Maschinenhersteller voreingestellt.
Die typische Schichthöhe hängt vom Material ab:Bei Vollfarbmodellen beträgt die typische Schichthöhe 100 Mikrometer, bei Metallteilen 50 Mikrometer und bei Sandguss-Formmaterialien 200-400 Mikrometer.
Ein wesentlicher Vorteil von Binder Jetting gegenüber anderen 3D-Druckverfahren besteht darin, dass die Verbindung bei Raumtemperatur erfolgt . Das bedeutet, dass mit thermischen Effekten verbundene Maßverzerrungen (wie Verziehen bei FDM, SLS, DMSL/SLM oder Kräuseln bei SLA/DLP) beim Binder Jetting kein Problem darstellen.
Als Ergebnis wird das Bauvolumen der Binder Jetting-Maschinen gehören zu den größten im Vergleich zu allen 3D-Drucktechnologien (bis zu 2200 x 1200 x 600 mm). Diese großen Maschinen werden in der Regel zur Herstellung von Sandgussformen verwendet. Metal Binder Jetting-Systeme haben in der Regel größere Bauvolumen als DMSL/SLM-Systeme (bis zu 800 x 500 x 400 mm), was die parallele Fertigung mehrerer Teile gleichzeitig ermöglicht. Die maximale Teilegröße ist jedoch aufgrund des Nachbearbeitungsschrittes auf eine empfohlene Länge von bis zu 50 mm beschränkt.
Darüber hinaus erfordert Binder Jetting keine Stützstrukturen :Das umgebende Pulver bietet dem Teil die notwendige Unterstützung (ähnlich wie bei SLS). Dies ist ein entscheidender Unterschied zwischen Metall-Binder-Jetting und anderen Metall-3D-Druckverfahren, die normalerweise einen umfangreichen Einsatz von Stützstrukturen erfordern, und ermöglicht die Erstellung von Freiform-Metallstrukturen mit sehr wenigen geometrischen Einschränkungen. Geometrische Ungenauigkeiten beim Metall Binder Jetting kommen hauptsächlich von den Nachbearbeitungsschritten, wie in einem späteren Abschnitt besprochen.
Da die Teile beim Binder Jetting nicht an der Bauplattform befestigt werden müssen, kann das gesamte Bauvolumen genutzt werden. Somit eignet sich Binder Jetting für niedrige bis mittlere Chargenproduktion . Um die vollen Möglichkeiten von Binder Jetting zu nutzen, ist es sehr wichtig zu überlegen, wie das gesamte Bauvolumen der Maschine effektiv gefüllt werden kann (Behälterverpackung).

Vollfarb-Binder-Jetting
Binder Jetting kann auf ähnliche Weise wie Material Jetting vollfarbige 3D-gedruckte Teile herstellen. Aufgrund seiner geringen Kosten wird es häufig für den 3D-Druck von Figuren und topografischen Karten verwendet.
Vollfarbige Modelle werden mit Sandsteinpulver oder PMMA-Pulver gedruckt. Der Hauptdruckkopf spritzt zuerst das Bindemittel, während ein sekundärer Druckkopf eine farbige Tinte spritzt. Tinten mit verschiedenen Farben können kombiniert werden, um eine sehr große Farbpalette zu erzeugen, ähnlich wie bei einem 2D-Tintenstrahldrucker.
Nach dem Drucken werden die Teile dann mit Cyanacrylat (Sekundenkleber) oder einem anderen Infiltrant beschichtet, um die Festigkeit der Teile zu verbessern und die Lebendigkeit der Farben zu verstärken. Dann kann auch eine sekundäre Epoxidschicht hinzugefügt werden, um die Festigkeit und das Farberscheinungsbild weiter zu verbessern. Selbst mit diesen zusätzlichen Schritten sind vollfarbige Binder Jetting-Teile sehr spröde und werden nicht für funktionale Anwendungen empfohlen.
Um Vollfarbdrucke zu erstellen, muss ein CAD-Modell bereitgestellt werden, das die Farbinformationen enthält. Farbe kann mit zwei Methoden auf CAD-Modelle angewendet werden:auf einer Pro-Flächen-Methode oder als Textur-Map. Das Auftragen von Farbe pro Fläche ist schnell und einfach zu implementieren, aber die Verwendung einer Texturkarte ermöglicht mehr Kontrolle und mehr Details. Spezifische Anweisungen finden Sie in Ihrer nativen CAD-Software.

Sandgusskerne und -formen
Die Herstellung großer Sandgussmodelle ist eine der häufigsten Anwendungen für Binder Jetting. Die geringen Kosten und die Geschwindigkeit des Prozesses machen es zu einer hervorragenden Lösung für aufwendige Musterdesigns, die mit herkömmlichen Techniken nur sehr schwer oder gar nicht herzustellen wären.
Die Kerne und Formen werden in der Regel mit Sand oder Kieselerde bedruckt. Nach dem Drucken sind die Formen in der Regel sofort gießbereit. Die gegossene Metallkomponente wird üblicherweise nach dem Gießen durch Brechen der Form von ihnen entfernt. Obwohl diese Formen nur einmal verwendet werden, sind die Zeit- und Kosteneinsparungen im Vergleich zur herkömmlichen Herstellung erheblich.

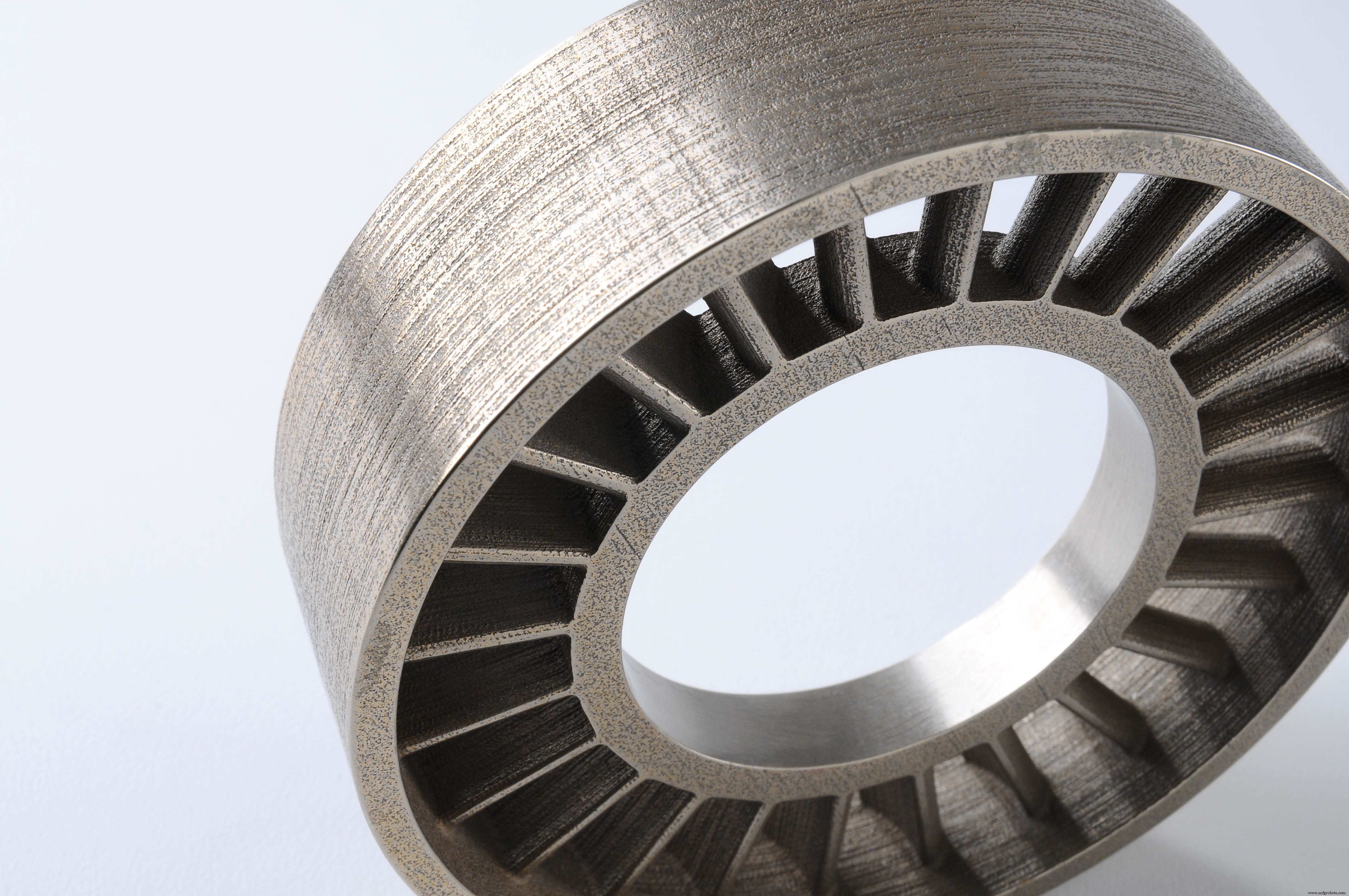
Metallbindemittelstrahlen
Metal Binder Jetting ist bis zu 10x wirtschaftlicher als andere Metall-3D-Druckverfahren (DMSL/SLM). Darüber hinaus ist die Baugröße von Binder Jetting beträchtlich groß und die hergestellten Teile erfordern keine Stützstrukturen während des Druckens, was die Erstellung komplexer Geometrien ermöglicht. Dies macht das Metall Binder Jetting zu einer sehr attraktiven Technologie für die niedrige bis mittlere Metallproduktion .
Der Hauptnachteil von Binder Jetting-Metallteilen sind ihre mechanischen Eigenschaften, die für High-End-Anwendungen nicht geeignet sind. Dennoch sind die Materialeigenschaften der produzierten Teile gleichwertig mit Metallteilen, die mit Metal Injection Moulding hergestellt wurden, was eines der am weitesten verbreiteten Herstellungsverfahren für die Massenproduktion von Metallteilen ist.
Infiltration &Sinterung
Metal Binder Jetting-Teile erfordern nach dem Drucken einen zweiten Prozess, wie z. B. Infiltration oder Sintern , um ihre guten mechanischen Eigenschaften zu erreichen, da die Druckteile im Wesentlichen aus Metallpartikeln bestehen, die mit einem Polymerkleber miteinander verbunden sind.
Infiltration: Nach dem Drucken wird das Teil in einen Ofen gelegt, wo das Bindemittel ausgebrannt wird und Hohlräume hinterlässt. An diesem Punkt ist das Teil zu etwa 60 % porös. Bronze wird dann verwendet, um die Hohlräume durch Kapillarwirkung zu infiltrieren, was zu Teilen mit geringer Porosität und guter Festigkeit führt.
Sintern: Nachdem der Druckvorgang abgeschlossen ist, werden die Teile in einen Hochtemperaturofen gelegt, wo das Bindemittel ausgebrannt und die verbleibenden Metallpartikel zusammengesintert (verbunden) werden, was zu Teilen mit sehr geringer Porosität führt.
Eigenschaften des Metall-Binder-Jetting
Genauigkeit und Toleranz können je nach Modell stark variieren und sind schwer vorhersagbar, da sie stark von der Geometrie abhängen. Beispielsweise schrumpfen Teile mit einer Länge von bis zu 25 - 75 mm nach der Infiltration zwischen 0,8 und 2 %, während größere Teile eine geschätzte durchschnittliche Schrumpfung von 3 % aufweisen. Beim Sintern beträgt die Teileschwindung ca. 20 %. Die Dimensionen der Teile werden für Schwindung kompensiert durch die Software der Maschine, aber eine ungleichmäßige Schrumpfung kann ein Problem darstellen und muss während der Konstruktionsphase in Zusammenarbeit mit dem Bediener der Binder Jetting-Maschine berücksichtigt werden.
Auch der Nachbearbeitungsschritt kann die Quelle von Ungenauigkeiten sein. Beispielsweise wird das Teil beim Sintern auf eine hohe Temperatur erhitzt und wird weicher. In diesem weicheren Zustand nicht unterstützte Bereiche können sich unter ihrem Eigengewicht verformen. Da das Teil während des Sinterns schrumpft, kommt es außerdem zu Reibung zwischen der Platte des Ofens und der unteren Oberfläche des Teils, was zu Verwerfungen führen kann . Auch hier ist die Kommunikation mit dem Bediener der Binder Jetting-Maschine der Schlüssel, um optimale Ergebnisse zu gewährleisten.
Gesinterte oder infiltrierte Binder Jetting-Metallteile haben eine innere Porosität (Sintern erzeugt Teile mit einer Dichte von 97 %, während die Infiltration ungefähr 90 % beträgt). Dies wirkt sich auf die mechanischen Eigenschaften von Binder-Jetting-Metallteilen aus, da die Hohlräume zur Rissbildung führen können. Ermüdungs- und Bruchfestigkeit sowie Bruchdehnung sind die Materialeigenschaften, die am stärksten von der inneren Porosität beeinflusst werden. Fortschrittliche metallurgische Prozesse (wie heißisostatisches Pressen oder HIP) können angewendet werden, um Teile mit nahezu keiner inneren Porosität herzustellen. Für Anwendungen, bei denen die mechanische Leistung jedoch kritisch ist, sind DMLS oder SLM die empfohlenen Lösungen.
Ein Vorteil des Metall Binder Jetting im Vergleich zu DMLS/SLM ist die Oberflächenrauhigkeit der produzierten Teile. Typischerweise haben Binder Jetted-Metallteile nach der Nachbearbeitung eine Oberflächenrauheit von Ra 6 μm, die durch einen Perlstrahlschritt auf Ra 3 μm reduziert werden kann. Im Vergleich dazu beträgt die Oberflächenrauheit im Druckzustand von DMLS/SLM-Teilen ungefähr Ra 12–16 μm. Dies ist besonders vorteilhaft für Teile mit Innengeometrien , zum Beispiel interne Kanäle, wo die Nachbearbeitung schwierig ist.
Die folgende Tabelle fasst die Unterschiede in den wichtigsten mechanischen Eigenschaften von Edelstahlteilen zusammen, die mit Binder Jetting und DMLS/SLM gedruckt wurden:
| Binder Jetting Edelstahl 316 (gesintert) | Binder Jetting Edelstahl 316 (bronzeinfiltriert) | DMLS/SLM-Edelstahl 316L | |
|---|---|---|---|
| Streckgrenze | 214 MPa | 283 MPa | 470 MPa |
| Bruchdehnung | 34 % | 14,5 % | 40 % |
| Elastizitätsmodul | 165 GPa | 135 GPa | 180 GPa |
Gängige Binder-Jetting-Materialien
Binder Jetting-Pulver gibt es in verschiedenen Materialien. Die endgültige Anwendung des Teils definiert das am besten geeignete Pulver. Die Kosten der Keramikpulver sind normalerweise gering. Metallpulver sind teurer, aber wirtschaftlicher als DMSL/SLM-Materialien. Im Gegensatz zum SLS-Verfahren können 100 % des ungebundenen Pulvers recycelt werden, was zu weiteren Materialeinsparungen führt.
| Material | Eigenschaften |
|---|---|
| Vollfarbiger Sandstein | Vollfarbige nicht funktionsfähige Modelle Sehr spröde |
| Quarzsand | Sehr hoher Wärmewiderstand Hervorragend geeignet für Sandgussanwendungen |
| Edelstahl (bronzeinfiltriert) | Gute mechanische Eigenschaften Kann bearbeitet werden ~10 % innere Porosität |
| Edelstahl (gesintert) | Sehr gute mechanische Eigenschaften Hohe Korrosionsbeständigkeit ~3 % innere Porosität |
| Inconel-Legierung (gesintert) | Ausgezeichnete mechanische Eigenschaften Gute Temperaturbeständigkeit Hohe chemische Beständigkeit |
| Wolframcarbid (gesintert) | Sehr hohe Härte Verwendet für die Herstellung von Schneidwerkzeugen |
Vorteile und Einschränkungen des Binder Jetting
Die wichtigsten Vor- und Nachteile der Technologie sind im Folgenden zusammengefasst:
Binder Jetting produziert Metallteile und vollfarbige Prototypen zu einem Bruchteil der Kosten im Vergleich zu DMLS/SLM bzw. Material Jetting.
Binder Jetting kann sehr große Teile herstellen und komplexe Metallgeometrien , da es nicht durch thermische Effekte (z. B. Warping) eingeschränkt wird.
Die Fertigungskapazitäten von Binder Jetting sind hervorragend für kleine bis mittlere Chargenproduktion .
Metallbindemittel-Jetting-Teile haben geringere mechanische Eigenschaften als DMSL/SLM-Teile aufgrund ihrer höheren Porosität.
Nur grobe Details kann mit Binder Jetting gedruckt werden, da die Teile im Rohzustand sehr spröde sind und bei der Nachbearbeitung brechen können.
Im Vergleich zu anderen 3D-Druckverfahren bietet Binder Jetting eine begrenzte Materialauswahl .
Die Hauptmerkmale von Binder Jetting sind in der folgenden Tabelle zusammengefasst:
| Binder-Jetting | |
|---|---|
| Materialien | Metalle, Keramik (Sand) |
| Maßgenauigkeit | Metall:± 2 % oder 0,2 mm (bis zu ± 0,5 % oder ± 0,05) Vollfarbe:± 0,3 mm Sand:± 0,3 mm |
| Typische Baugröße | Metall:400 x 250 x 250 mm (bis 800 x 500 x 400 mm) Vollfarbe:200 x 250 x 200 mm (bis 500 x 380 x 230 mm) Sand:800 x 500 x 400 (bis bis 2200 x 1200 x 600 mm) |
| Gemeinsame Schichtdicke | Metall:35–50 μm Vollfarbe:100 μm Sand:200–400 μm |
| Unterstützung | Nicht erforderlich |
Faustregeln
- Wählen Sie Binder Jetting aus Metall, um Metallteile kostengünstig in 3D zu drucken, für Anwendungen, die keine sehr hohe Leistung erfordern.
- Für 3D-gedruckte Metallteile bietet Binder Jetting eine größere Designfreiheit als DMLS/SLM, da thermische Effekte während des Herstellungsprozesses kein Problem darstellen.
- Vollfarbige Binder Jetting-Teile sind sehr spröde und nur für visuelle Zwecke geeignet.
- Verwenden Sie Binder Jetting, um sehr große Sandgusskerne und -formen herzustellen.
3d Drucken
- Was ist Binder Jet 3D-Druck?
- Ein Crashkurs zum Binder Jet 3D-Druck
- 3D-Mikrofabrikation:Eine Einführung in den 3D-Druck im Mikroformat
- Eine Einführung in den 3D-Druck mit Directed Energy Deposition (DED)
- Fused Deposition Modeling — Eine kurze Einführung
- Eine Einführung in den 3D-Druck mit Kunststoffen
- Erkunden des Polyjet-3D-Drucks
- Eine Einführung in den 3D-Druck für den Sandguss
- Was ist Bioprinting?
- Eine kurze Anleitung zum 3D-Druck mit Binder Jetting