


Ist Harz stärker als Filament? Einfach erklärt!
Die 3D-Druck-Community hat ausführlich über die Vor- und Nachteile von Harz- und Filamentdruckern diskutiert. Die am häufigsten diskutierten Themen beziehen sich auf die Qualität der Drucke, die Materialkosten und die Druckzeiten der einzelnen Technologien.
Es kann auch vorkommen, dass wir ein Objekt drucken müssen, das bestimmte strukturelle Eigenschaften erfordert, wie z. B. Zugfestigkeit und Schlagfestigkeit, und wir müssen herausfinden, ob Harzteile stärker oder schwächer sind als mit Filament gedruckte.
Wenn es um Festigkeit geht, sind FDM-gedruckte Teile tendenziell stärker als mit Harz bedruckte Objekte. Dies gilt sowohl für die Schlagfestigkeit als auch für die Zugfestigkeit. Fast alle gängigen Filamente wie ABS, PLA, PETG, Nylon und Polycarbonat übertreffen normale Harzdrucke. Es sollte dennoch erwähnt werden, dass Tough Resin stärker ist als ABS, PETG und Nylon.
Vergleich der Zugfestigkeit von Harz und Filament
Zugfestigkeit verschiedener Filamente und Harze (Mega-Pascal)
| Material | MPa |
| Polycarbonat | 67 |
| PLA | 64 |
| Hartes Harz | 55 |
| PETG | 50 |
| Nylon | 48 |
| ABS | 38 |
| Harz | 23 |
Die Zugfestigkeit misst die Menge an Spannung, die ein bestimmtes Material aushalten kann, während es bis zu seiner Bruchgrenze gedehnt wird. Die Zugfestigkeit des Materials wird an der Bruchstelle gemessen und variiert zwischen verschiedenen Materialien, die zur Herstellung eines identischen Bauteils verwendet werden.
Dies ist ein ziemlich häufiger Test, der in den meisten Branchen durchgeführt wird; Um jedoch ziemlich genaue Ergebnisse zu erzielen, muss der tatsächliche Erstellungsprozess berücksichtigt und als Variable berücksichtigt werden.
Der Konsens ist, dass 3D-Harzdrucke nicht so schlagfest sind; Außerdem gibt es ein großes Fragezeichen bezüglich der fortlaufenden Aushärtung von Harzprodukten, die regelmäßig UV-Licht ausgesetzt werden. Auf der anderen Seite der Skala ist PLA ein relativ billiges, bei niedrigen Temperaturen beständiges Material in einer Kiste mit der Aufschrift „letzter Ausweg“.
Diese Annahmen könnten nicht weiter von der Wahrheit entfernt sein, und die Wahrheit wird durch faire und präzise Tests ans Licht gebracht. Hier ist ein grundlegender Überblick über Zugfestigkeitstests, die an verschiedenen FDM-Filamenttypen durchgeführt wurden, die von Airwolf 3D durchgeführt wurden und den ISO 527*-Standards entsprechen. Ein Haken wurde aus verschiedenen Materialien hergestellt und getestet.
*:Diese Richtlinien legen die Rahmenbedingungen für die Bestimmung der Zugeigenschaften von Thermoplasten unter festgelegten Bedingungen fest.

PLA
Das Druckbett wurde auf 60 °C eingestellt und der Haken wurde ohne Gehäuse gedruckt, um die Hitze auf einem moderaten Niveau zu halten. Der PLA-Haken konnte ein Gewicht von 285 Pfund halten, was einer Zugfestigkeit von 64,4 MPa entspricht, aber es gibt wie immer einen Haken.
PLA verliert im Laufe der Zeit seine Zugfestigkeit und sollte daher nur für den vorgesehenen Zweck verwendet werden, nämlich die Herstellung von Spielzeug und Ziergegenständen, aber nicht für Zwecke, die eine hohe Zugfestigkeit erfordern.
PETG
PETG wurde mit 50,0 MPa gemessen, was überraschend ist, da man erwarten würde, dass es stärker als PLA ist. Ein anderer Test, der von toms3d.org durchgeführt wurde, stellte PLA gegen PETG, aber es wurden jeweils zwei Teststrukturen gedruckt, um den Effekt der Schichtrichtung zu bestimmen. Die beiden Muster wurden vertikal und horizontal gedruckt.
Der durchgeführte Test war ein Biegetest, um den Punkt zu bestimmen, an dem die Probe bricht. Die vertikal bedruckten Muster wurden zuerst getestet, und dies würde auch die Schichthaftung testen. Die PLA-Probe hielt knapp 8 kg stand, während PTEG 5,9 kg schaffte. Die zweite Probe testete die Materialfestigkeit und PLA wies 16,6 kg, während die PETG-Probe nicht versagt hat, da sie überhaupt nicht brach, sondern sich nur verbogen hat.
Im Wesentlichen ist PETG flexibler und bricht unter bestimmten Kräften nicht wie PLA, aber was die Zugfestigkeit betrifft, ist PLA stärker.
ABS
Beim ISO 527-Test wurde ABS mit 38,6 MPa bewertet, was wesentlich schwächer ist als sowohl PLA als auch PETG. Beim Hakentest schnitt ABS schlecht ab und brach sofort mit der gleichen Last von 285 lb.
Obwohl ABS als echtes technisches Material für alltägliche Anwendungen gilt, erfordern diese Anwendungen keine Zugfestigkeit. Die Zugfestigkeit von ABS lag bei 4700 psi (32,4 MPa).
Polycarbonat
Im einfachen Hakentest wurde Polycarbonat-Filament bei hohen Temperaturen gedruckt, wobei die Betttemperatur nicht weniger als 145 °C und die Extrudertemperatur nicht weniger als 290 °C betragen sollte.
Es ist wichtig zu bedenken, dass normale Hobbydrucker diese gewünschten Temperaturen nicht erreichen können. 685 Pfund wurden an dem Haken aufgehängt, der 9800 psi (67,6 MPa) maß, was Polycarbonat zum unangefochtenen Gewinner für Zugfestigkeit machte.
Nylon
Nylon ist kein einheitliches Filament, und daher haben verschiedene Arten von Nylonfilamenten eine unterschiedliche Zugfestigkeit, aber die geschätzte Festigkeit wird auf 7000 psi (48,3 MPa) festgelegt, was wesentlich besser als ABS, aber unter PLA ist. Beim Hakentest wurde Nylon 910 verwendet und bei 250°C mit einer Betttemperatur zwischen 70–100°C gedruckt. Das Nylon begann sich zu biegen, und erst nach Hunderten von Pfund gab es bei 485 Pfund nach.
Ähnlich wie PETG biegt sich Nylon im Wesentlichen stärker als PLA.
Harz
Obwohl die Zugfestigkeitstests nicht von den gleichen Personen wie die vorherigen Tests durchgeführt wurden, wurden die gleichen Bedingungen nachgestellt, was bedeutet, dass die Ergebnisse nicht nur gültig, sondern auch vergleichbar sind.
Harz ist allgemein als sehr schwaches Material bekannt, wenn es auf Zugfestigkeit hinausläuft, und die Ergebnisse stimmen irgendwie mit dieser Vorstellung überein. Reguläres Harz hat nur 23,4 MPa gemessen, ein Wert, der deutlich unter allen gemessenen Filamenten liegt.
Trotz der schlechten Ergebnisse für normales Harz sollte ich erwähnen, dass es beim SLA-Druck unglaubliche Fortschritte gegeben hat, und die Zugfestigkeit ist definitiv eine Dimension, die viel Aufmerksamkeit erhalten hat.
Alle großen Harzhersteller bieten auch ihre „zähen“ Harze an, und das ist nicht nur eine Marketingtaktik:Nehmen Sie das zähe Harz von eSun mit einer Zugfestigkeit von 55 MPa als Beispiel.
Dies zeigt, dass die Hersteller große Anstrengungen unternehmen, um die Anforderungen zu erfüllen, die die 3D-Druckindustrie immer mehr stellt.
Unterschied zwischen normalem Harz und zähem Harz
Reguläre Harztypen gelten als zu schwach, um Belastungen standzuhalten, und werden aufgrund des anhaltenden Aushärtungsprozesses durch die UV-Strahlen der Sonne nicht für die Verwendung im Freien empfohlen. Es gibt jedoch Harze auf dem Markt, die so formuliert wurden, dass sie wirklich stark sind.
Es wird eine rasante Technologie in die Harzentwicklung eingeführt, und es werden laufend verschiedene Anwendungen entdeckt. Gießbare Harze werden bei der Herstellung von Schmuck verwendet und sind in der Zahnmedizin weit verbreitet.
Der Hauptunterschied zwischen normalem Harz und zähem Harz ist die Zugfestigkeit, wobei ein zähes Harz etwa die doppelte Zugfestigkeit von normalem Harz hat.
Das farbige UV-Harz von Anycubic wurde als reguläres Harz ausgewählt, das gegen einige harte Harze getestet wurde, nämlich Tough 2000 von Formlab, Hard-Tough von eSun und Blu von Siraya Tech. Die Ergebnisse waren überhaupt nicht überraschend, da das Standardharz 23,4 MPa gemessen hat, während die robusten Harze 46 MPa für Foamlab, 55 MPa für eSun und 44 MPa für Siraya Tech gemessen haben.
Wie Sie den Testergebnissen entnehmen können, sind zähe Harze wirklich viel stärker als normale Harze, aber die Ergebnisse der Tests werden nicht automatisch in Ihre Projekte übernommen. Der Hauptgrund ist das strukturelle Design und die Anwendung. Obwohl zähe Harze stärker sind, spiegeln sie diese Testergebnisse nicht unbedingt wider.
Vergleich der Schlagfestigkeit von Harz und Filament
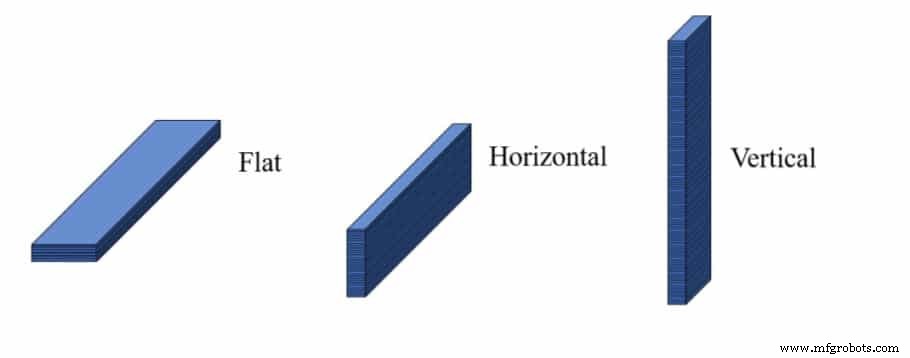
Schlagzähigkeit für verschiedene Materialien und Ausrichtungen (Joule/Meter)
| Eben | Horizontal | Vertikal | |
| Polycarbonat | 354 | 515 | 42 |
| Nylon | 325 | 249 | 60 |
| Prusa Tough Resin | 280 | 280 | 280 |
| PETG | 239 | 178 | 35 |
| PLA | 153 | 113 | 77 |
| ABS | 129 | 149 | 55 |
Die Schlagfestigkeit unterscheidet sich von der Zugfestigkeit darin, dass sie misst, wie viel Schlag ein Standardmodell aushalten kann und wie viel Schlagenergie von der Kraft absorbiert wird. Das zur Durchführung des Tests verwendete Verfahren ist der IZOD-Schlagzähigkeitstest. Die Tests wurden unter Verwendung von drei verschiedenen Ausrichtungen durchgeführt, flache, vertikal und horizontal ausgerichtete Testproben.
PLA
- Flat:152,52 j/m
- Horizontal; 113,21 j/m
- Vertikal:77,42 j/m
PETG
- Flat:238,98 j/m
- Horizontal; 178,09 j/m
- Vertikal:35,45 j/m
ABS
- Flat:128,69 j/m
- Horizontal; 149,14 j/m
- Vertikal:55,14 j/m
Polycarbonat
- Eben:354,15 j/m
- Horizontal; 514,90 j/m
- Vertikal:42,03 j/m
Nylon
- Flat:324,90 j/m
- Horizontal; 248,86 j/m
- Vertikal:59,61 j/m
Wie Sie den Ergebnissen entnehmen können, gibt es sowohl bei den Filamenttypen als auch bei der Ausrichtung des Testmusters gemischte Zahlen. PLA erzielte beim vertikalen Test mit 77,42 j/m die höchste Punktzahl, während PETG mit 35,45 j/m die niedrigste Punktzahl erzielte. Polycarbonat- und Nylon-Testmuster sind ziemlich gleich, aber Polycarbonat erzielte beim horizontalen Test 514,90 j/m, während Nylon eine Punktzahl von 248,86 j/m erreichte.
Unterschied zwischen normalem Harz und zähem Harz
Die Schlagfestigkeit von normalem Harz im Vergleich zu zähem Harz wurde unter Verwendung des IZOD-Schlagfestigkeitstests mit Filaween-Bewertung durchgeführt. In Toms Test verwendete er Elegoo ABS-ähnliches klares rotes Harz und das kastanienbraune „Tough“-Harz von Prusa, und die Ergebnisse sprechen für sich.
Da es sich um ein isotropes Material handelt, benötigten die Harztestproben jeweils nur eine Probe. Das Ergebnis des Prusa Tough-Harzes betrug 280 mJ. Dieses Harz ist mit PLA-Ergebnissen vergleichbar.
Was ist das stärkste Filament?
Ich denke, es ist eine ziemlich verbreitete Schlussfolgerung unter Herstellern, Rezensenten und Endbenutzern, dass Polycarbonat als der stärkste Filamenttyp eingestuft wird.
Wenn es richtig und bei den richtigen Temperaturen gedruckt wird, kann Polycarbonat (oder PC) extrem starke und langlebige Komponenten produzieren; Das Drucken mit dem PC kann jedoch problematisch sein, da es bei Überhängen und feinen Details nicht gut funktioniert. PC hat eine hohe Wärmebeständigkeit und ist auch ziemlich stoßfest, wie die obigen Testergebnisse zeigen.
Nylon wird ebenfalls hoch bewertet und schneidet im Vergleich zu PC gut ab. Das von Airwolf getestete Nylon-910-Filament zeigte eine große Festigkeit bei 7000 psi, und ein gedruckter Clip konnte 485 lb halten. MatterHackers führte ähnliche Tests durch, verwendete jedoch sein eigenes Nylon-Filament namens Nylon X-Filament. Sie druckten einen Haken und konnten 364 Pfund halten, bevor er brach. Nylon hat großartige Bewertungen erhalten, wobei viele Rezensenten es in Bezug auf Festigkeit und Haltbarkeit viel besser bewerten als PLA.
Da Nylon hygroskopisch ist, was bedeutet, dass es dazu neigt, Feuchtigkeit zu absorbieren, wirft es Druckschwierigkeiten auf. Es muss 100 % trocken sein; andernfalls treten Druckfehler auf. Ein weiterer wunder Punkt ist die Drucktemperatur, die zwischen 220-270° C liegen muss und zum Verziehen neigt. Die gute Seite von Nylon ist, dass es stoßfest, ermüdungsbeständig und hitzebeständig ist, und das Sahnehäubchen ist, dass es einfacher zu bedrucken ist als PC.
Hier sind einige empfohlene Nylon- und Polycarbonat-Filamente:
Wie macht man ein FDM-Teil stärker?
Ein starker FDM-Druck ist ein wünschenswerter Druck. Es gibt mehrere Möglichkeiten, die Festigkeit Ihrer Drucke zu erhöhen, einschließlich der Verwendung von geradliniger Füllung, Reduzierung der Kühlung, Erhöhung der Extrusionsbreite, Erhöhung der Anzahl der Umfänge und Verwendung dünnerer Schichten. Diese Hinweise, die Ihnen helfen werden, die Stärke Ihrer FDM-Drucke zu erhöhen, wurden von vielen 3D-Spezialisten und Enthusiasten gleichermaßen erprobt und getestet.
Verwenden Sie das geradlinige oder wabenförmige Füllmuster
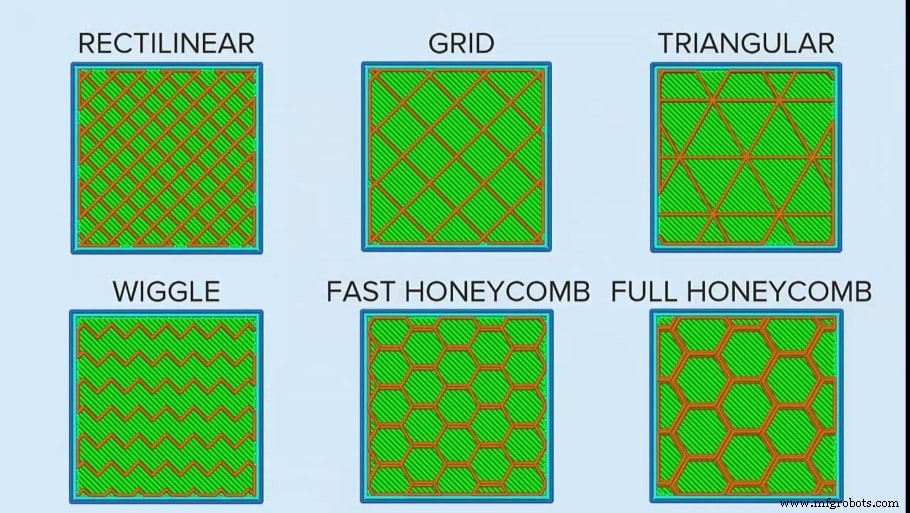
Füllmuster sind ein klarer Pluspunkt für die Verstärkung von Drucken, aber leider passt keine Einheitsgröße für alle. Die Wabenstruktur ist für ihre Festigkeit bekannt und wird sogar in platten Autoreifen verwendet. Aus technischer Sicht ist das geradlinige Muster das stärkste Muster, aber nur, wenn die Kraftrichtung berücksichtigt wird, da es in der entgegengesetzten Richtung schwach ist.
Die Verwendung eines geradlinigen Füllmusters spart Plastik und druckt dadurch schneller. Es druckt bis zu 30 % schneller als das Wabenmuster. Wo das geradlinige Muster aus einer Richtung am stärksten ist, ist die Wabe aus allen Richtungen gleich stark, was es zu einem rundum zuverlässigen Muster macht.
Tempern Sie Ihre 3D-Drucke
Glühen ist ein gängiger Prozess bei der Herstellung von Metall- oder Spritzgussteilen aus Kunststoff. Einfach ausgedrückt ist es ein Prozess, bei dem die Temperatur erhöht wird, um die Festigkeit, Zugfestigkeit und Hitzebeständigkeit zu verbessern. Obwohl es in der Welt des 3D-Drucks nicht so beliebt ist, ist das Verfahren immer noch anwendbar, erfordert jedoch ein gewisses Maß an Experimentieren, um die optimale Temperatur zu erhalten.
Zu Hause können Sie Ihre Drucke in den Ofen legen, aber Sie müssen die Temperatur genau überwachen und sicherstellen, dass es eine gleichmäßige Wärmeverteilung um den Druck herum gibt.
Glühen ist im Grunde Erhitzen von Kunststoff auf seine Glasübergangstemperatur, da das Objekt zu diesem Zeitpunkt noch seine Form behält, aber die Moleküle in einen flüssigeren Zustand umgeordnet werden, wodurch die innere Spannung verringert und die Struktur im Prozess gestärkt wird.
Polymere haben lange, sich wiederholende Molekülketten, die aus amorphen und halbkristallinen Molekülstrukturen bestehen. Diese molekularen Strukturen bilden das Polymer und sind zufällig ohne definitive Trennlinien verteilt. Die kristallinen Strukturen sind hart und starr, während die amorphen Strukturen elastischer und flexibler sind.
Wenn das Filament in der Düse erhitzt wird, wird es wahrscheinlich amorph sein und wird diese Struktur durch den schnellen Abkühlungsprozess beibehalten. Durch Tempern werden die Eigenschaften des amorphen Kunststoffs in kristallinen Kunststoff umgewandelt.
PLA- und PETG-Filamente zeigten beim Tempern vielversprechende Ergebnisse, während ASA und ABS keine wirkliche Veränderung außer dem Verziehen während des Prozesses zeigten. PLA-Filament zeigte eine große Verbesserung der Zugfestigkeit, während PETG große Punkte für die Stoßfestigkeit erzielte.
Die Quintessenz ist, dass Tempern ein effektives Werkzeug ist, aber Komplikationen verursachen kann, wenn die Technik mit detaillierten Drucken verwendet wird.
Zusätzliche Überlegungen
Sie sollten die Anwendung eines Drucks in Betracht ziehen, um seine Stärken und Schwächen zu bestimmen. Neben dem richtigen Filament oder Harz wirken sich mehrere andere Überlegungen auf die Nützlichkeit Ihres Drucks aus.
Anisotrop vs. Isotrop
Anisotrop kommt im Grunde zu unterschiedlichen Werten, wenn die Eigenschaften eines Materials aus verschiedenen Richtungen gemessen werden, was bei geradlinigen Füllungen der Fall ist. Auf der anderen Seite bedeutet isotrop konsistente Werte unabhängig von der Richtung der Messung, und in diesem Fall können wir die Wabenstruktur als gutes Beispiel verwenden.
With FDM 3D printing, the print or build direction will contribute to anisotropic results. This becomes more obvious with lower adhesion between layers in the Z-axis, which causes a lower pull strength compared to the X and Y-axis. So, if anisotropy is not considered, then the printed product will not last when pressure is applied to its weakness.
With SLA printing, there is no need to worry about structural weaknesses from certain directions because the resin is isotropic, meaning that the object has the same strength from all directions. For added strength resin model should not be hollow to save on resin.
Slicer Settings
A strong print begins with a good design that focuses on structural integrity by allocating more material to areas with concentrated stress. Topology optimization allows the process to be automated and is frequently used in creating functional designs.
The fabrication process also has a strong influence on the strength of the final product, and this is determined by the printing setting during slicing. For example, the layer height being higher will account for greater print strength, both in FDM and SLA prints. The infill structure and settings also contribute to the print strength, as do the speed, thickness of the extrusion, and optimum temperatures.
With SLA resin, printers usually print with 100% infill, but some slicers allow you to drain excess resin from interior pockets as a resin-saving option; however, in order not to compromise the integrity of the print, the design should not be hollow.
How the objects are printed
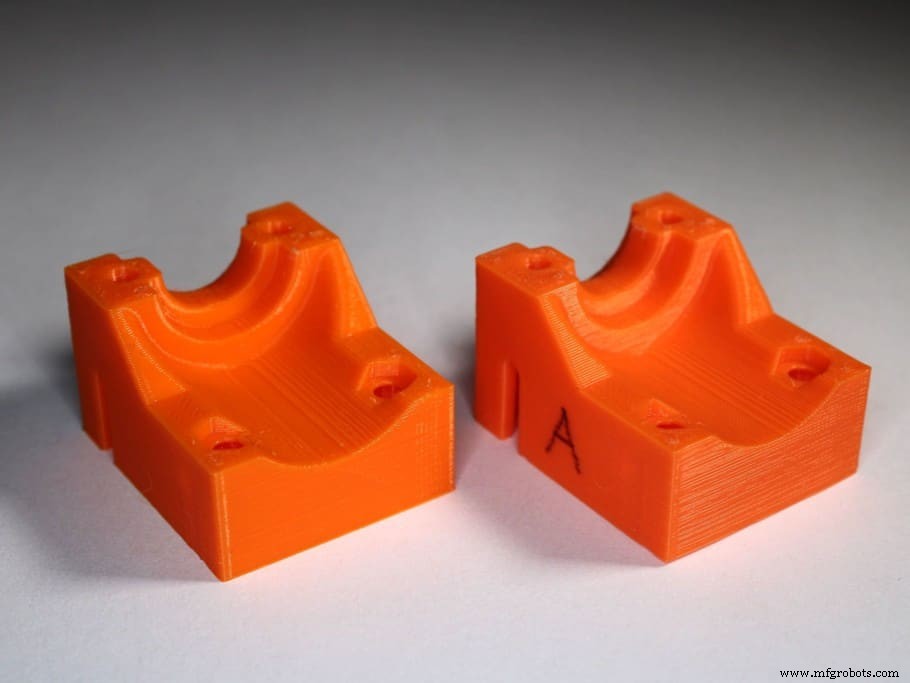
Layer thickness and adhesion play a dominant role in the overall strength of a printed object. In a test conducted to point out the effects of layer thickness and print orientation, several hooks were printed with different layer thickness as well as being printed vertically and laying down.
The results of the test were unanimously in favor of the hooks printed laying down, which indicates that structural integrity is influenced if the print layers are in the same line as the force applied to the object.
A 0.4mm nozzle was used for the printing, and the hooks were printed from 0.05 to 0.4mm. In both print orientations, the hooks that were printed with between 0.1mm and 0.2mm performed the best, whereas the 0.3mm and 0,4mm hooks performed the worst.
From this test, we can conclude that the layer thickness should not exceed half the diameter of the nozzle being if part strength is relevant for our application. For details on the test, check out the video from CNCKitchen
Sehen Sie sich unseren Bereich mit empfohlenen Produkten an

Wir haben einen Abschnitt mit empfohlenen Produkten erstellt, der es Ihnen ermöglicht, das Rätselraten zu beseitigen und den Zeitaufwand für die Suche nach Druckern, Filamenten oder Upgrades zu reduzieren, da wir wissen, dass dies eine sehr entmutigende Aufgabe sein kann und im Allgemeinen zu viel Verwirrung führt .
Wir haben nur eine Handvoll 3D-Drucker ausgewählt, die unserer Meinung nach sowohl für Anfänger als auch für Fortgeschrittene und sogar Experten geeignet sind, um die Entscheidung zu erleichtern, und die Filamente sowie die aufgeführten Upgrades wurden alle von uns getestet und sorgfältig ausgewählt , damit Sie wissen, dass die von Ihnen gewählte Methode wie beabsichtigt funktioniert.
3d Drucken
- Ein Crashkurs zum Thema Zugfestigkeit und was es bedeutet
- Ist Glasfaser stärker als Stahl?
- Nanoskalige Wirkung der Zirkonoxid-Füllstoffoberfläche auf die mechanische Zugfestigkeit von Polymerverbundwerkstoffen
- Stärker als Stahl, das neueste Hightech-Holz könnte Gebäude kühlen
- Die Argumente für die digitale Beschaffung sind stärker denn je
- Wie zugfeste Probenvorbereitungsgeräte sichere Geschäftsgebäude bauen können
- Polyurethan-Zugfestigkeit
- Sind 3D-Drucker teuer? FDM und Harz!
- Welches Metall hat die höchste Zugfestigkeit?
- Was ist Harz-3D-Druck?