


Ideale Cura ABS-Einstellungen und -Profile (für alle Drucker)
ABS oder Acrylnitril-Butadien-Styrol ist aufgrund seiner physikalischen Eigenschaften und reduzierten Kosten ein weit verbreitetes Polymer. Es ist auch eines der am schwierigsten zu druckenden Filamente im Verbraucherbereich, da es anfällig für Verwerfungen und Delamination ist. Es wurde von den ersten DIY-Druckern häufig verwendet, wird aber jetzt durch bessere Alternativen ersetzt.
Beiliegende Drucker haben bessere Erfolgschancen, aber mit den richtigen Einstellungen sollten Sie einige Teile mit ABS auf den meisten Druckern drucken können. Die Extrusionstemperatur sollte zwischen 230°C und 250°C und die Betttemperatur bei 100°C liegen. Bessere Ergebnisse werden erzielt, wenn die Lüfter vollständig ausgeschaltet sind, und die Verwendung einer Krempe wird empfohlen. Eine bessere Betthaftung wird mit PEI-Folien oder beschichteten Glasbetten erzielt.
Für bessere Ergebnisse wird ein anderes Polymer empfohlen, das eine leichte Variation ist, bekannt als ASA oder Acrylnitril-Styrol-Acrylat.
Die Probleme mit ABS

Jeder, der schon einmal mit ABS gedruckt hat, wird mindestens eines der bekannten Probleme mit ABS wie Verzug und Schichtablösung kennengelernt haben. ABS dehnt sich im geschmolzenen Zustand deutlich aus und zieht sich beim Erstarren wieder zusammen. Dieses Phänomen verursacht Spannungen im gedruckten Objekt, die dazu neigen, es nach oben zu biegen oder entlang der Schichtlinien zu reißen.
Verzug und Delaminierung können durch eine Einhausung und eine gute Betthaftung gelöst werden.
Hinzu kommt das Thema Dämpfe, Gerüche und Partikel, die beim Drucken entstehen. ABS sollte nur in belüfteten Bereichen oder mit Schutzfiltersystemen gedruckt werden. Übelkeit und Kopfschmerzen wurden berichtet, wenn man ABS-Emissionen zu viel ausgesetzt war.
Obwohl es etwas teurer ist, neigt ASA weniger zum Verziehen oder Delaminieren und gibt nicht so viele Dämpfe und Partikel ab, während es die Vorteile von ABS beibehält. Diese Vorteile veranlassen die gesamte 3D-Druck-Community dazu, auf ASA umzusteigen.
Warum mit ABS drucken?

Die Hauptvorteile von ABS sind sein großer Temperaturbereich für den Dauereinsatz (-20 °C bis 80 °C) und seine hohe Schlagfestigkeit. Umgekehrt wird PLA zum Beispiel bei nur 50 °C weicher, sodass es Außenbedingungen nicht sehr gut standhält. PLA neigt auch dazu, beim Aufprall wie Glas zu zersplittern, daher ist es nicht für Anwendungen geeignet, bei denen Zähigkeit erforderlich ist.
Es besteht auch die Möglichkeit der Acetondampfglättung, die ABS- (oder ASA-) Teile so glatt machen kann, als wären sie spritzgegossen.
Polymere sind so empfindlich gegenüber UV-Strahlen, dass sie bei längerer Sonneneinstrahlung zu zerbröckeln beginnen können. ASA bringt neben den anderen Vorteilen von ABS auch UV-Beständigkeit mit.
Feinabstimmung der Parameter von Cura für den Druck mit ABS
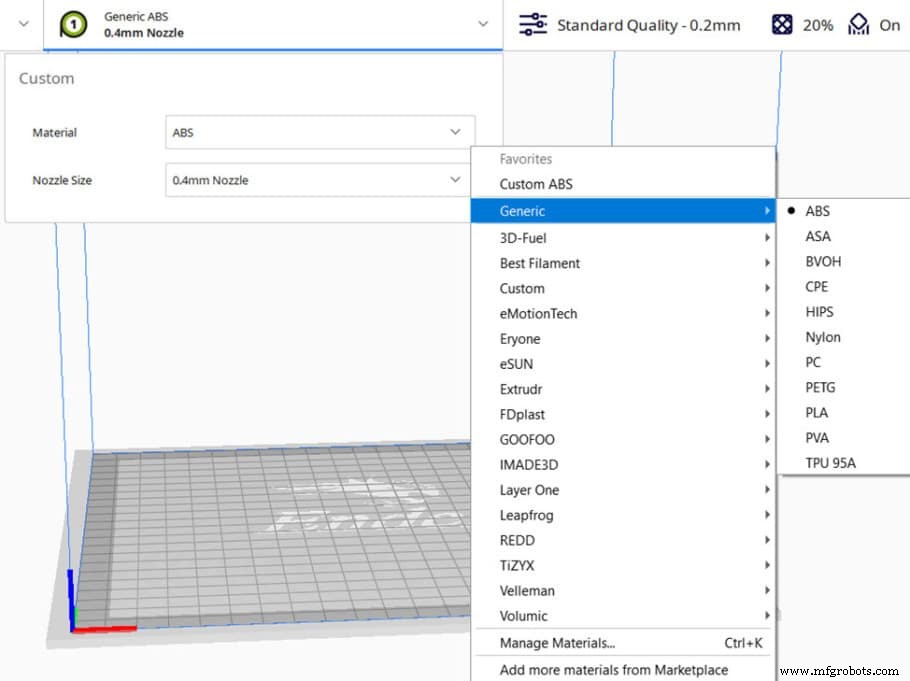
Aktivieren Sie das Standard-ABS-Profil von Cura (verwenden Sie es als Ausgangspunkt)
Cura hat viele Profile für bekannte Marken integriert, daher ist es eine clevere Idee, sie als Ausgangspunkt zu verwenden und von dort aus kleine Änderungen vorzunehmen. Wenn die Marke nicht aufgeführt ist, können Sie mit einem generischen ABS-Profil beginnen.
Ebenenhöhe
Die Schichthöhe wirkt sich stark auf die Druckzeit, Details und Stärke aus. Die Druckzeit nimmt mit größeren Schichthöhen ab, aber auch Details und Stärke nehmen ab. Bei ABS ist es besser, dünnere Schichten zu wählen, um Delamination zu vermeiden.
Eine Studie zeigt, dass ein geringeres Verhältnis von Schichthöhe zu Düsengröße die Festigkeit erhöht, da weniger Lücken zwischen den Schichten verbleiben. Die Empfehlung wäre also, eine größere Düse zu bekommen, wenn Sie größere Schichten benötigen. Sie können auch eine größere Düse emulieren, indem Sie die Extrusionsbreite ändern, aber es ist wahrscheinlich am besten, nicht weiter als 125-150 % Ihrer tatsächlichen Düsengröße zu gehen. (z. B. 0,6 mm für 0,4 mm Düse.)
Für eine 0,4-mm-Düse (oder Extrusionsbreite) wäre eine 0,2-mm-Schicht die größte ratsame ABS-Schicht. Sie können das Papier hier einsehen
Mehr Infos zu diesem Thema in diesem Artikel von uns.
Feinabstimmung
Drucken Sie, indem Sie nur die Schichthöhe leicht ändern, und überprüfen Sie die Ergebnisse, bis Sie die perfekte Schichthöhe für Ihr spezifisches Projekt gefunden haben.
Ideale Höhe der ABS-Schicht:
- Für Einzelheiten: 25 % der Düsengröße oder Extrusionsbreite (0,1 mm für 0,4 mm Düse)
- Insgesamt beste Schichthöhe: 25 % – 40 % der Düsengröße oder Extrusionsbreite (0,15 mm für 0,4 mm Düse)
- Schnelle Drucke/Prototypen: 50 % – 65 % der Düsengröße oder Extrusionsbreite (0,2 mm für 0,4 mm Düse)
Drucktemperatur
Ideale ABS-Drucktemperatur: 235 – 250 °C
Die Drucktemperatur ist bei ABS besonders wichtig, da sie die Schichthaftung und das Detail auf gegensätzliche Weise verändert. Je höher die Drucktemperatur, desto höher die Schichthaftung, aber desto weniger Details. Nachdem die Schmelztemperatur erreicht ist, neigen Polymere dazu, weniger viskos zu werden, wenn sie weiter erhöht werden, sodass Details nicht mehr so klar sind.
ABS (und ASA) drucken bei erhöhten Temperaturen, sodass Sie zwar ohne eines auskommen, aber mit einem Ganzmetall-Hotend bessere Ergebnisse erzielen können.
Feinabstimmung
Das Einstellen der Temperatur kann durch Drucken eines Temperaturkalibrierungsturms und Ändern der Extrusionstemperatur nach einer festgelegten Entfernung erfolgen. Sobald der Druck fertig ist, können Sie deutlich erkennen, in welchem Bereich Ihr Filament die beste Schichthaftung und Details aufweist.
Hier ist ein gutes Video zu diesem Thema:
Betttemperatur
Ideale ABS-Betttemperatur: 100ºC+.
Beim Drucken mit ABS ist die Betttemperatur entscheidend. Ohne ein beheiztes Bett ist es praktisch unmöglich zu drucken. Wenn ABS fest auf dem Bett haftet, wird sichergestellt, dass Sie einen erfolgreichen Druck erhalten.
Eine Studie zeigt, dass eine Betttemperatur, die etwas höher als die Glasübergangstemperatur des Filaments ist, die Haftung erheblich verbessert. Sieh es dir hier an
Polymere haben im Gegensatz zu Substanzen wie Wasser eine zusätzliche charakteristische Temperatur, die die Glasübergangstemperatur ist. Wenn das Polymer über diesen Schwellenwert erhitzt wird, ändern sich seine physikalischen Eigenschaften von zerbrechlich und hart zu duktil und zäh.
Die ABS-Glastemperatur beträgt etwa 110 ºC. Wenn Ihre Maschine eine solche Temperatur erreichen kann, ist es daher sehr ratsam, sie auf 110 ºC oder höher einzustellen. Ein ausgeprägterer Elefantenfuß ist zu erwarten, aber das kann am Slicer oder am Modell selbst durch Hinzufügen einer Fase an der Unterseite kompensiert werden.
Feinabstimmung
Die Betttemperatur muss nicht sehr genau eingestellt werden. Versuchen Sie einfach, über 100 °C zu gehen, und erhöhen Sie sie, bis Ihr Druck erfolgreich ist.
Kühlen drucken
Bei ABS sollte auf Kühlung verzichtet werden, um Schichtablösung und Verzug zu vermeiden. Teilelüfter können in manchen Fällen bis zu 30 % verwendet werden, wenn es auf Details ankommt und die Umgebungstemperatur hoch ist. Die beste erste Vermutung ist, die Teilekühlung mit Ausnahme der Überbrückung ganz auszuschalten. Beachten Sie, dass die Überbrückungseigenschaften zwar verbessert werden, die Wahrscheinlichkeit einer Delaminierung jedoch drastisch zunimmt.
Feinabstimmung
Ein Turm kann auf die gleiche Weise wie der Temperaturkalibrierungsturm gedruckt werden, aber nur die Teilkühlung ändern.
Ideale ABS-Kühleinstellungen:
- Anfangsschicht-Lüftergeschwindigkeit: aus
- Lüftergeschwindigkeit: aus
- Typ der Betthaftung: PEI-Platten oder beschichtetes Glas
- Krempenbreite: Mindestens 10 mm
Druckgeschwindigkeit
Da sich ABS nicht gut mit der Teilekühlung verträgt, muss die Geschwindigkeit reduziert werden, damit sich der Kunststoff verfestigen kann. Hängt von Ihrem Drucker und der Größe des Teils ab, aber ein guter Ausgangspunkt wäre 20 – 30 mm/s für die ersten Schichten und 30 – 60 mm/s für andere.
Umfänge sollten so gering wie möglich gehalten werden und die Füllgeschwindigkeiten können erhöht werden.
Feinabstimmung
Drucken Sie das gleiche Teil und ändern Sie nur die Druckgeschwindigkeit, um zu sehen, wie sich dies auf Ihre Einrichtung auswirkt.
Ideale ABS-Geschwindigkeitseinstellungen:
- Druckgeschwindigkeit: 30 – 50 mm/s
- Druckgeschwindigkeit der ersten Ebene: 20 – 30 mm/s
- Einfüllgeschwindigkeit: 40 – 60 mm/s
- Reisegeschwindigkeit: 60+ mm/s je nach Drucker
Rückzug
ABS kann ziemlich zäh sein, da die Temperaturen hoch sind und keine Kühlung verwendet wird, aber wenn das Einfahren richtig eingestellt ist und ein paar andere Optionen aktiviert sind, können Sie beeindruckende Ergebnisse erzielen.
Ein Besaitungstest kann helfen, das Einziehen abzustimmen. Verwenden Sie zu Beginn einen Rückzugsabstand von 3 mm, wenn Sie einen Extruder mit Direktantrieb haben, und 6 mm, wenn Sie einen Bowden-Aufbau haben. Eine Rückzugsgeschwindigkeit von 25 mm/s in beiden Konfigurationen wäre eine gute erste Vermutung. Die Aktieneinstellungen von Cura funktionieren in der Regel gut.
Was ist Kämmen und welche Einstellung ist zu verwenden?
Das Kämmen schaltet das Zurückziehen aus und modifiziert die Fahrbewegungen, um über die Füllung zu gehen, um jegliches Plastik abzulagern, das herausquillt. Es kann hilfreich sein, es auf „Innerhalb der Füllung“ zu setzen
Feinabstimmung
Drucken Sie verschiedene Besaitungstests aus und ändern Sie Ihre Einzugsgeschwindigkeit oder -strecke jedes Mal ein wenig, um diese Einstellungen zu optimieren.
Ideale ABS-Einfahreinstellungen:
- Rückzugsdistanz: 3 mm für Direct oder 6 mm für Bowden
- Rückzugsgeschwindigkeit: 25 mm/s
- Kämmen: ON und auf „Within Infill“ stellen
Betthaftung
Wie im Abschnitt Betttemperatur erwähnt, wird die Haftung stark erhöht, wenn die Temperatur über der Glasübergangstemperatur des Filaments eingestellt wird.
Krempen sind eine einschichtige dicke Umrandung, die den Kontakt mit dem Bett erhöht. Ihre Verwendung kann bei Modellen, die keine gute Basis haben, um am Bett zu haften, sehr hilfreich sein. Schürzen sind das Gleiche, kommen aber nicht mit dem Modell in Kontakt, sie dienen nur als Grundierung der Düse und tragen daher nicht viel zur Schichthaftung bei.
Ein Floß verhält sich genauso wie Krempen, besteht aber aus mindestens zwei oder drei Schichten, die unter das gesamte Modell gehen. Es kann auch dabei helfen, eventuelle Unebenheiten des Bettes auszugleichen.
Klebestift, Haarspray und Malerband sind Verbündete im Kampf gegen Betthaftung. Wenn nichts funktioniert, versuchen Sie es mit einem Klebestift, einem speziell formulierten Bettkleber oder bringen Sie sauber Malerband an und probieren Sie es aus.
Ideale ABS-Betthaftungseinstellungen:
- Betttemperatur: 100+ºC
- Typ der Betthaftung: PEI-Platten oder beschichtetes Glas
- Krempenbreite: Mindestens 10 mm
- Produkte, die bei der Haftung helfen: Klebestift, Haarspray, Malerband.
Benötigen Sie ein Gehäuse zum Bedrucken von ABS?
Während Sie bei kleinen Modellen ohne Gehäuse auskommen, ist ein Gehäuse beim Drucken mit ABS definitiv hilfreich. Wenn Ihr Drucker eine beheizte Kammer hat, noch besser.
Zusammenfassung:Ideale Cura-Einstellungen/Profil zum Drucken von ABS
- Ebenenhöhe: 25 % – 40 % der Düsengröße oder Extrusionsbreite (0,15 mm für 0,4 mm Düse)
- Drucktemperatur: 235 – 250 ºC
- Betttemperatur: 100+ºC
- Betthaftungstyp: PEI-Platten oder beschichtetes Glas
- Rückzugsdistanz: 3 mm für Direct oder 6 mm für Bowden
- Rückzugsgeschwindigkeit: 25 mm/s
- Druckgeschwindigkeit: 30 – 50 mm/s
- Reisegeschwindigkeit: 60+ mm/s je nach Drucker
- Lüftergeschwindigkeit Anfangsschichten: aus
- Lüftergeschwindigkeit Rest des Ausdrucks: aus (außer Überbrückung)
3d Drucken
- 3D-Druck mit ABS-Kunststoff:Alles, was Sie wissen müssen
- Kriterien für in Tintenstrahldruckern verwendete Farbstoffe
- Formlabs führt aktualisierte 3D-Packfunktion für alle Fuse 1-Kunden ein
- Neue Materialien für Stratasys FDM-Drucker
- Warum Pantone-Validierung für Stratasys 3D-Drucker so wichtig ist
- Berechnung des ROI für Metall-3D-Drucker
- Markforged 3D-Drucker für BattleBots verwenden
- Kohlefaser-ABS für eine breitere Palette von FDM-3D-Druckern
- Ideale Anwendungen für pneumatische Aktuatoren
- Die 11 besten 3D-Drucker zum Drucken von Terrains:FDM- und Harzdrucker (2022)