


Unterschied zwischen A-TIG-Schweißen und FB-TIG-Schweißen
Das Wolfram-Inertgasschweißen (WIG) ist ein beliebtes Lichtbogenschweißverfahren, bei dem ein elektrischer Lichtbogen zwischen einer nicht verbrauchbaren Wolframelektrode und dem Werkstück gebildet wird. Es ist ein zuverlässiger und wirtschaftlicher Prozess, um Metallteile mit oder ohne Zusatzmetall effizient und dauerhaft zu verbinden. Abgesehen von seiner Fähigkeit, einwandfreie Verbindungen herzustellen, macht das hervorragende Erscheinungsbild der Schweißnaht dieses Verfahren bei verschiedenen Anwendungen, die von der Struktur bis zur Luft- und Raumfahrt reichen, überwältigend akzeptabel. Trotz vieler Vorteile ist sie durch die maximal erreichbare Eindringtiefe begrenzt. Unter Verwendung eines optimalen Parametersatzes und aller günstigen Bedingungen kann es in einem einzigen Durchgang eine maximale Durchdringung von bis zu 3,5 mm erzielen. Daher erfordert das Verbinden dickerer Komponenten eine Kantenvorbereitung und mehrere Durchgänge, was zeitaufwändig ist und sich somit auf die Gesamtproduktivität auswirkt.
Varianten des Wolfram-Inertgas (WIG)-Schweißens
Ein begrenzter Einbrand weckt das Forschungsinteresse an diesem Thema, und das Ergebnis ist das Auftauchen einiger Varianten des WIG-Schweißens, die eine bemerkenswerte Verbesserung der erreichbaren Einbrandtiefe zeigen. Aktiviertes Wolfram-Inertgasschweißen (A-TIG) und flussmittelgebundenes Wolfram-Inertgasschweißen (FB-TIG) sind zwei solche Varianten, die geeignete aktivierende Flussmittel verwenden, um verschiedene Eigenschaften des herkömmlichen WIG-Schweißens zu verbessern. Diese Verfahren werden auch als flussmittelunterstütztes WIG-Schweißen bezeichnet, da sie zwingend eine Schicht aus aktivierendem Flussmittel auf den zu verbindenden Bauteilen erfordern.
Aktivierendes Flussmittel und seine Anwendung auf Metalloberflächen
In beiden Fällen wird vor dem Schweißen eine dünne Schicht (Dicke normalerweise unter 50 µm) eines aktivierenden Flussmittels auf die Oberfläche des Grundmaterials aufgetragen. Solche aktivierenden Flussmittel umfassen eine große Anzahl von Oxiden und Halogeniden von Metallen wie Titanoxid (TiO2). ), Kieselsäure (SiO2 ), Chromoxid (Cr2 O3 ), Magnesiumcarbonat (MgCO3 ), Magnesiumoxid (MgO), Mangandioxid (MnO2 ), Calciumoxid (CaO), Aluminiumoxid (Al2 O3 ), Zirkondioxid (ZrO2 ) usw. Es wird auch eine homogene Mischung solcher Flussmittel in unterschiedlichen Anteilen verwendet.
Ein solches Flussmittel wird zuerst mit Aceton gemischt, um eine pastenartige Lösung zu bilden, und dann entweder manuell unter Verwendung einer weichen Bürste oder automatisch unter Verwendung eines mechanisierten Systems auf die Oberfläche des Grundmetalls aufgetragen. Das Mischungsverhältnis ist nicht wichtig, da Aceton sehr flüchtig ist und dieses Verhältnis daher auch während des Auftragens einer Flussmittelschicht auf Metall nicht konstant bleibt. Die Aufrechterhaltung einer gleichmäßigen Schichtdicke des Flussmittels ist jedoch ein entscheidender Faktor für ein fehlerfreies Schweißen. Nach dem Auftragen der Flussmittelbeschichtung erfolgt das Schweißen genauso wie beim konventionellen WIG-Schweißen. Alle Prozessparameter bleiben gleich, außer dass die Ruhespannung in einigen Fällen leicht ansteigt (normalerweise ist diese Änderung vernachlässigbar).
Aktiviertes Wolfram-Inertgasschweißen (A-TIG)
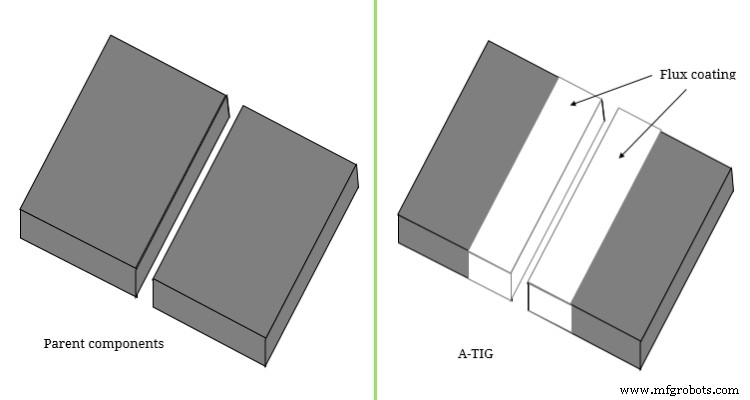
Obwohl A-TIG und FB-TIG demselben vorgenannten Prinzip folgen, unterscheiden sie sich in der Position der Aufbringung des aktivierenden Flussmittels auf die Grundmetalle. Beim Schweißen mit aktiviertem Wolfram-Inertgas (A-TIG) wird Flussmittel auf die Stoßfläche des Grundmetalls aufgetragen und umgibt es. Normalerweise wird Flus bis zu einer Breite von etwa 4 mm von der Stoßfläche über den Wurzelspalt auf jeder Seite aufgetragen. Hier liegt das Flussmittel also beim Schweißen knapp unter dem Lichtbogen. Eine typische Flussmittelschicht auf dem Grundwerkstoff für das A-TIG-Schweißen ist hier schematisch dargestellt.
Flussmittelgebundenes Wolfram-Inertgasschweißen (FB-TIG)
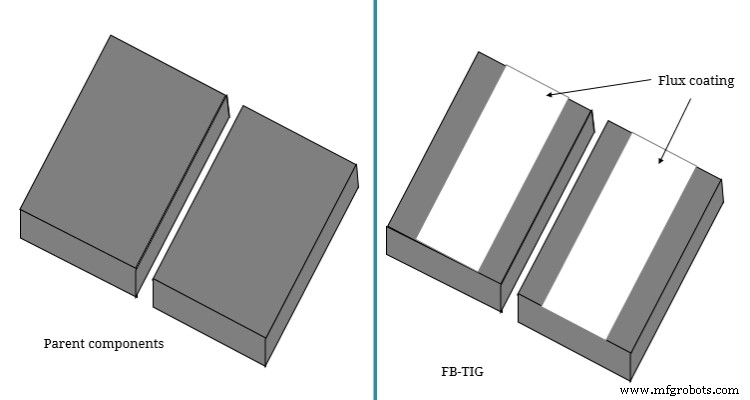
Beim flussmittelgebundenen Wolfram-Inertgasschweißen (FB-WIG) wird kein Flussmittel auf die Stoßfläche und deren Umgebung aufgetragen; Stattdessen wird es auf die obere Oberfläche des Grundmetalls aufgetragen, wobei ein kleiner Abstand nach dem Wurzelspalt beibehalten wird. Hier liegt also das Flussmittel beim Schweißen nicht knapp unter dem Lichtbogen. Beim A-TIG-Schweißen bleiben das aktivierende Flussmittel, die Art des Auftragens auf die Metalloberfläche und das Schweißverfahren genau gleich. Der einzige Unterschied liegt in der Position, an der das Flussmittel aufgetragen wird. Beide weisen jedoch eine spürbare Verbesserung der erreichbaren Eindringtiefe auf. Eine typische Flussmittelschicht auf dem Grundmetall für FB-WIG ist hier schematisch dargestellt.
Vorteile von A-TIG und FB-TIG gegenüber herkömmlichem WIG
Verschiedene Untersuchungen haben ergeben, dass der Einsatz solcher Flussmittel gegenüber dem konventionellen WIG-Schweißen zahlreiche Vorteile bringen kann. Sowohl A-TIG als auch FB-TIG liefern ähnliche Ergebnisse und daher sind ihre Vorteile im Vergleich zu herkömmlichen auch dieselben. Ihre Vorteile sind unten aufgeführt.
- Verbesserte Eindringtiefe: Die Verwendung von aktivierendem Flussmittel führt zu einem eingeschnürten Lichtbogen, der die Wärmedichte des Lichtbogens erhöht. Viele Befürworter behaupteten, dass die Umkehrung des Marangoni-Effekts eine solche Erhöhung der Penetration verursacht. Das flussmittelunterstützte WIG-Schweißen ergibt normalerweise einen Einbrand im Bereich von 6 – 9 mm; Bei Verwendung optimaler Parameter kann jedoch auch eine Eindringtiefe von bis zu 11 mm in einem einzigen Durchgang erreicht werden. Dies weist auf eine etwa 3-fache Erhöhung der Penetration im Vergleich zum herkömmlichen WIG-Schweißverfahren hin.
- Schmale Schweißraupe: Ein eingeschnürter Lichtbogen führt auch zu einer schmalen Schweißraupe. Dies hat bestimmte indirekte Vorteile wie geringere Verformung, weniger Wärmeeinflusszone (HAZ) usw. WEZ wird als Schwachpunkt in Schweißverbindungen angesehen, da ihre metallurgischen Eigenschaften stark durch Lichtbogenerwärmung beeinträchtigt werden und eine schmalere WEZ immer wünschenswert ist.
In diesem Artikel wird ein wissenschaftlicher Vergleich zwischen dem Schweißen mit aktiviertem Wolfram-Inertgas (A-TIG) und dem Schweißen mit flussmittelgebundenem Wolfram-Inertgas (FB-TIG) bereitgestellt. Der Autor empfiehlt Ihnen außerdem, die folgenden Referenzen durchzugehen, um das Thema besser zu verstehen.
- Babuet al. (2016); Entwicklung eines flussmittelgebundenen Wolfram-Inertgas-Schweißverfahrens zum Fügen von Aluminiumlegierungen; American Journal of Mechanical and Industrial Engineering; Vol. 1 (3); S. 58-63.
- Saha et al. (2018); Untersuchung der Wirkung von aktivierendem Flussmittel beim Wolfram-Inertgas-Schweißen von austenitischem Edelstahl mit Wechselstrompolarität; Indisches Schweißjournal; Vol. 51 (2).
Industrietechnik
- Unterschied zwischen Kettenantrieb und Zahnradantrieb
- Unterschied zwischen Riemenantrieb und Kettenantrieb
- Unterschied zwischen Drehprozess und Fräsprozess
- Unterschied zwischen Bearbeitung und Schleifen
- Unterschied zwischen Metall-Inertgas- und Metall-Aktivgas-Schweißen
- Unterschied zwischen GMAW- und GTAW-Schweißverfahren
- Unterschied zwischen Vorhand- und Rückhandschweißen
- Was ist der Unterschied zwischen Industrie 4.0 und Industrie 5.0?
- Was ist der Unterschied zwischen Metallherstellung und Metallschweißen?
- Was ist der Unterschied zwischen Metallherstellung und Schweißen?