


Spiralbohrer:Teile, Typen und Nomenklatur mit
In diesem Beitrag erfahren Sie, was Spiralbohrer sind und Wie wird es verwendet? Mit seinen Teilen, Typen und Bezeichnungen für Spiralbohrer . Sie können auch die PDF-Datei herunterladen am Ende dieses Artikels.
Spiralbohrer
Der heute am häufigsten verwendete Bohrertyp ist der Spiralbohrer. Es wurde im Wesentlichen gebildet, indem ein flaches Stück Werkzeugstahl mehrere Umdrehungen lang in Längsrichtung gedreht und dann der Durchmesser und die Spitze geschliffen wurden. Gegenwärtig werden Spiralbohrer hergestellt, indem zwei Spiralnuten oder Rillen bearbeitet werden, die längs um den Körper des Bohrers verlaufen.

Ein Spiralbohrer ist ein Endschneidwerkzeug. Verschiedene Arten von Spiralbohrern werden vom Indian Standard Institute nach Art des Schafts, Länge der Spannut und Gesamtlänge des Bohrers klassifiziert.
Das könnte Ihnen gefallen:Fräsmaschine:Teile und Arbeitsprinzip
Arten von Spiralbohrern
Im Folgenden sind die Arten von Spiralbohrern aufgeführt:
- Kurze Serie oder Jobbers Parallelschaft-Spiralbohrer
- Parallelschaft-Spiralbohrer der Sub-Serie
- Spiralbohrer mit parallelem Schaft der langen Serie
- Spiralbohrer mit konischem Schaft
- Kernbohrer mit konischem Schaft (drei- oder vierschneidig)
- Ölrohrbohrer
- Zentrierbohrer
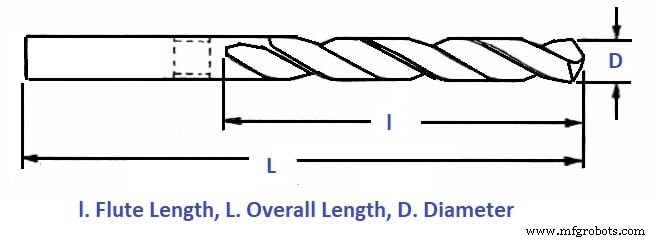
1. Short Series oder Jobbers Parallel Shank Spiralbohrer
Der Bohrer hat zwei parallele Schafte mit ungefähr dem gleichen Durchmesser wie das Schneidende. Der Durchmesser des Bohrers reicht von 0,2 bis 16 mm und steigt um 0,02 bis 0,03 mm in niedrigeren Serien auf 0,25 mm in höheren Serien. Die Abbildung zeigt die Übung.
2. Unterserie Parallelschaft Spiralbohrer
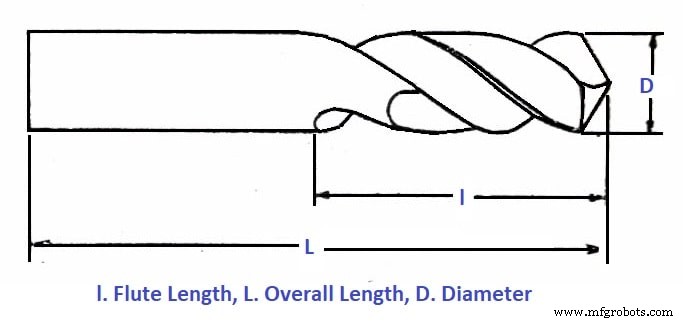
Der Bohrer ist ein verkürzter Typ des Parallelschaft-Spiralbohrers, wobei die Kürzung auf der Spannutlänge liegt. Der Durchmesser des Bohrers reicht von 0,5 bis 40 mm und steigt in niedrigeren Serien um 0,3 m auf 0,25 bis 0,5 mm in höheren Serien an. Die Abbildung zeigt die Übung.
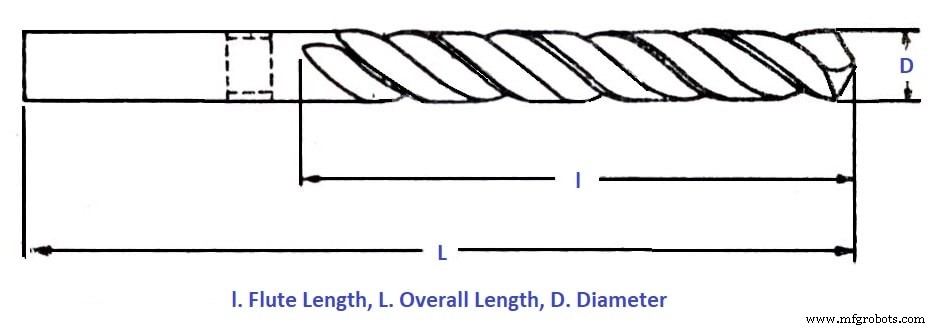
3. Langer Parallelschaft Spiralbohrer
Der Bohrer hat zwei spiralförmige Spannuten mit einem parallelen Schaft von ungefähr dem Schaftdurchmesser als Schneidende, der jedoch den Durchmesser an der Bohrerspitze nicht überschreitet.
Die Gesamtlänge dieses Bohrers entspricht der eines Spiralbohrers mit konischem Schaft des entsprechenden Durchmessers. Der Durchmesser variiert von 1,5 bis 26 mm und nimmt in niedrigeren Serien um 0,3 mm auf 0,25 mm in höheren Serien zu. Die Abbildung zeigt die Übung.
4. Spiralbohrer mit konischem Schaft
Die Bohrer haben zwei spiralförmige Spannuten mit konischem Schaft zum Halten und Antreiben des Bohrers. Der Schaft für diese Bohrer entspricht Morsekegeln. Der Durchmesser reicht von 3 bis 100 mm.
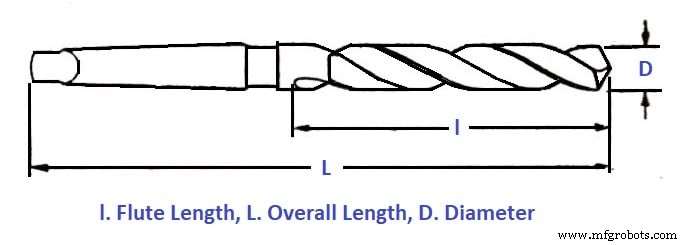
Der Durchmesser vergrößert sich bei der kleinsten Serie mit Morsekegel Nr. 1 um 0,3 mm, bei Morsekegel Nr. 2 und 3 um 0,25 mm, bei Morsekegel Nr. 4 um 0,5 mm und bei Morsekegel Nr. 5 um 1 mm und 6.
Der Morsekegelschaft wird unter einer Größe von 6 mm nicht bevorzugt verwendet. Mit einer Bohrerlehre kann jeder Bohrer einfach ausgewählt werden, indem er in die Löcher der Lehre ausgerichtet wird. Die Abbildung zeigt die Übung.
5. Kernbohrer mit konischem Schaft (drei- oder vierschneidig)
Diese Bohrer sind zum Vergrößern von Kern-, Stanz- oder Bohrlöchern bestimmt. Diese Bohrer können kein Loch in Vollmaterial erzeugen, da die Schneidkanten nicht bis zur Mitte des Bohrers reichen. Das Metall wird durch eine abgeschrägte Kante am Ende jeder Spannut entfernt.
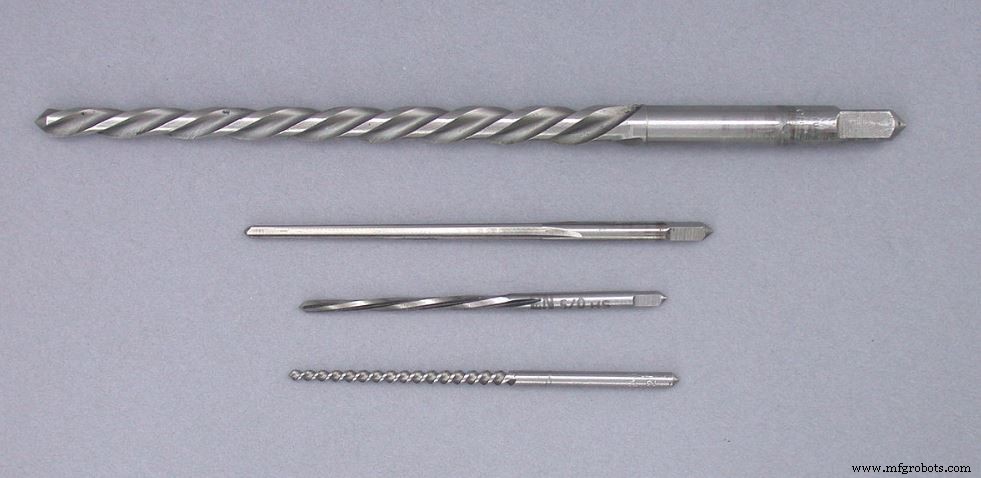
Kernbohrer liefern besser fertige Löcher als solche, die mit normalen zweischneidigen Bohrern geschnitten werden. Die Schneidwirkung eines Kernbohrers ähnelt der einer Rosenreibahle und wird als Grobreibahle verwendet. In einigen Fällen wird ein zweischneidiger Spiralbohrer gewählt, um ein Loch zu erzeugen, das nur halb so groß ist, und der Rest wird mit einem drei- oder vierschneidigen Bohrer fertiggestellt. Die Abbildung veranschaulicht die Übung.
6. Ölrohrbohrer
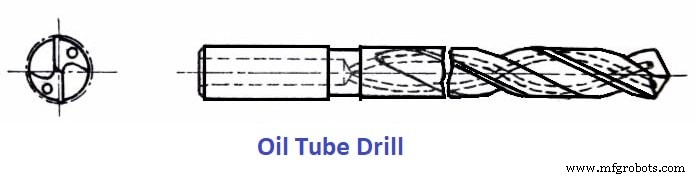
Die Ölrohrbohrer werden zum Bohren tiefer Löcher verwendet. Ölschläuche verlaufen spiralförmig in Längsrichtung durch den Körper und führen das Öl direkt zu den Schneidkanten.
Schneidflüssigkeit oder Druckluft wird durch die Löcher zum Schneidpunkt des Bohrers gedrückt, um die Späne zu trennen, die Schneidkante zu kühlen und die bearbeitete Oberfläche zu schmieren. Die Abbildung zeigt den Ölrohrbohrer.
7. Zentrierbohrer

Die Zentrierbohrer sind Spiralbohrer mit geradem Schaft, zwei genutete Spiralbohrer, die verwendet werden, wenn Zentrierlöcher an den Enden einer Welle gebohrt werden. Sie werden in feineren Größen hergestellt. Die Abbildung zeigt die Übung.
Spiralbohrer-Nomenklatur
Im Folgenden finden Sie die Nomenklatur, Definitionen und Funktionen der verschiedenen Teile eines Bohrers, die in der Abbildung dargestellt sind, für Spiralbohrer.
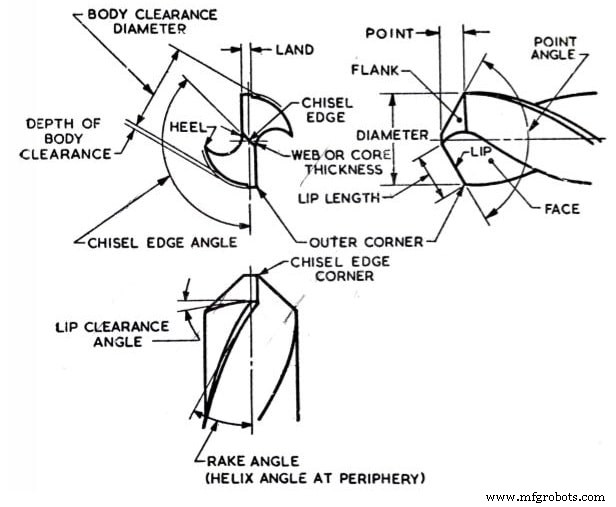
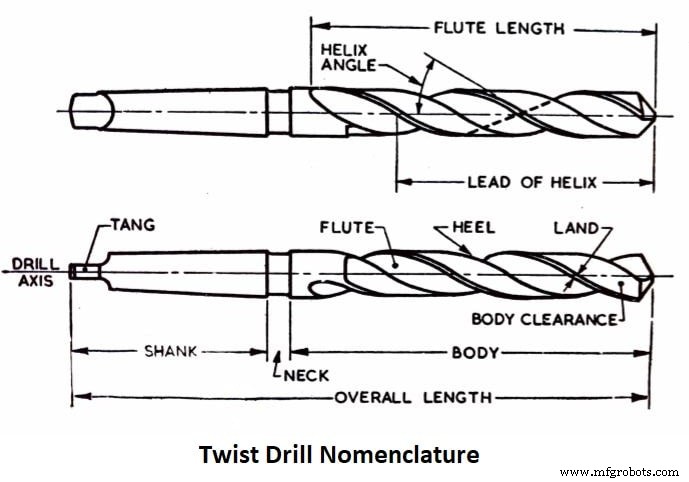
Spiralbohrelemente
Die folgenden sind die Elemente des Spiralbohrers:
- Achse
- Körper
- Körperfreigabe
- Meißelkante
- Meißelkante
- Gesicht
- Flanke
- Flöten
- Absatz
- Länder
- Lippe (Schneide)
- Hals
- Äußere Ecke
- Spitzenbohrer mit Rechtsschneide
- Schaft
- Tang
- Internet
1. Achse
Die Längsmittellinie des Bohrers.
2. Körper
Der Teil des Bohrers, der von seinem äußersten Punkt zum Ursprung des Halses zunimmt, falls vorhanden, andernfalls zum Ursprung des Schaftes zunimmt.
3. Körperabstand
Der Teil der Körperoberfläche, der im Durchmesser reduziert ist, um einen Durchmesserspielraum bereitzustellen.
4. Querschneide
Die Kante, die durch den Schnittpunkt der Flanken gebildet wird. Die Querschneide wird manchmal auch als Totpunkt bezeichnet. Der Totpunkt oder die Querschneide verhält sich wie ein Flachbohrer und schneidet sein eigenes Loch in das Werkstück.
Um das Loch von der Querschneide aus zu schneiden, ist ein großer Axialschub erforderlich. Bei manchen Bohrern ist die Querschneide spiralförmig statt gerade. Dadurch wird der Axialschub reduziert und die Lochlage verbessert. Die Wahrscheinlichkeit der Produktion von übergroßen Löchern wird ebenfalls reduziert.
5. Meißelkante Ecke
Die Ecke, die durch den Schnittpunkt einer Lippe und der Querschneide entsteht.
6. Gesicht
Der Teil der Spannutenoberfläche neben der Lippe, auf den der Span auftrifft, wenn er aus dem Werkstück geschnitten wird.
7. Flanke
Die Oberfläche an einer Bohrspitze, die sich hinter der Lippe bis zur folgenden Spannut erstreckt.
8. Flöten
Die Rille im Körper des Bohrers, die die Lippe ergibt. Die Verwendungen der Flöten sind:
- Von den Schneiden auf die Spitze.
- Damit die Späne entweichen können.
- Um zu bewirken, dass sich die Chips kräuseln.
- Damit die Schneidflüssigkeit in die Schneidkanten eindringen kann.
9. Ferse
Die Kante, die durch den Schnittpunkt der Nutoberfläche und des Körperabstands entsteht.
10. Länder
Die zylindrische geschliffene Oberfläche an den Hauptkanten der Bohrernut. Die Fasenbreite wird im rechten Winkel zur Spirale der Nut gemessen. Der Bohrer ist nur über die Fasen am spitzen Ende in voller Größe. Land hält den Bohrer ausgerichtet.
11. Lippe (Schneidkante)
Die Kante, die durch die Schnittpunkte von Flanke und Fläche gebildet wird. Die Anforderungen an die Bohrlippen sind:
- Beide Lippen sollten den gleichen Neigungswinkel zur Bohrerachse haben, 59° für allgemeine Arbeiten.
- Die Lippen sollten gleich lang sein.
- Beide Lippen müssen mit dem richtigen Abstand gegeben werden.
12. Hals
Der Durchmesser zwischen dem Körper und den Beinen des Bohrers ist teilweise reduziert. Der Durchmesser und andere Details des Bohrers sind auf dem Hals eingraviert.
13. Äußere Ecke
Die Ecke, die durch den Schnittpunkt von Flanke und Fläche gebildet wird.
14. Punkt
Das geschärfte Ende des Bohrers, bestehend aus allen Teilen des Bohrers, die so geformt sind, dass sie Lippen, Flächen, Flanken und eine Querschneide erzeugen.
15. Rechtsschneidender Bohrer
Ein Bohrer, der schneidet, wenn er gegen den Uhrzeigersinn gedreht wird, gesehen vom spitzen Ende des Bohrers.
16. Schaft
Der Teil des Bohrers, von dem er gehalten und angetrieben wird. Die gängigsten Schaftarten sind Kegel- und Zylinderschaft. Der konische Schaft bietet Mittel zum Zentrieren und Halten des Bohrers durch Reibung im konischen Ende der Spindel.
17. Tang
Das abgeflachte Ende des konischen Schafts, das so konstruiert ist, dass es in einen Treibschlitz in der Spindel, dem Sockel oder dem Bohrerhalter passt. Der Mitnehmer sorgt für einen formschlüssigen Antrieb des Bohrers von der Bohrspindel.
18. Web
Der mittlere Teil des Bohrers, der sich zwischen den Wurzeln der Flöten befindet und sich von der Spitze zum Schaft hin erstreckt; das spitze Ende zum Steg oder Kern bildet die Querschneide.
PDF dieses Artikels herunterladen
PDF HerunterladenSchlussfolgerung
Wir hoffen, dass wir jetzt alle Ihre Zweifel an der Nomenklatur für Spiralbohrer ausgeräumt haben. Wenn Sie noch Zweifel bezüglich der „Spiralbohrer-Nomenklatur haben ” Sie können uns kontaktieren oder in den Kommentaren fragen.
Wir haben auch eine Facebook-Community für euch, wenn ihr wollt, könnt ihr unserer Community beitreten, hier ist der Link zu unserer Facebook-Gruppe.
Das ist es, danke fürs Lesen. Wenn Ihnen unser Artikel gefällt, teilen Sie ihn bitte mit Ihren Freunden. Wenn Sie Fragen zu einem beliebigen Thema haben, können Sie diese im Kommentarbereich stellen.
Abonnieren Sie unseren Newsletter, um über unsere neuen Beiträge benachrichtigt zu werden.
Industrietechnik
- Typen analoger und digitaler Sensoren mit Anwendungen
- Entwerfen mit Bluetooth Mesh:Knoten und Funktionstypen
- Operatoren in C++ mit Beispiel:Was ist, Typen und Programme
- Java-Variablen und Datentypen mit BEISPIEL
- Spanwinkel:Definition, Bedeutung und Typen (positiv, negativ, Null) [Notizen mit PDF]
- Welche Stoßmaschine? - Definition, Teile und Typen
- Was ist eine Hobelmaschine? - Definition, Teile und Typen
- Ultraschallbearbeitung (USM) – Hauptteile, Arbeitsprinzip, Vor- und Nachteile bei der Anwendung
- Bedeutung und Typen des Herstellungsprozesses
- CNC-Maschinen:Typen, Teile und Vorteile