


Oberflächenrauheitsdiagramm:Oberflächenbeschaffenheit in der Fertigung verstehen
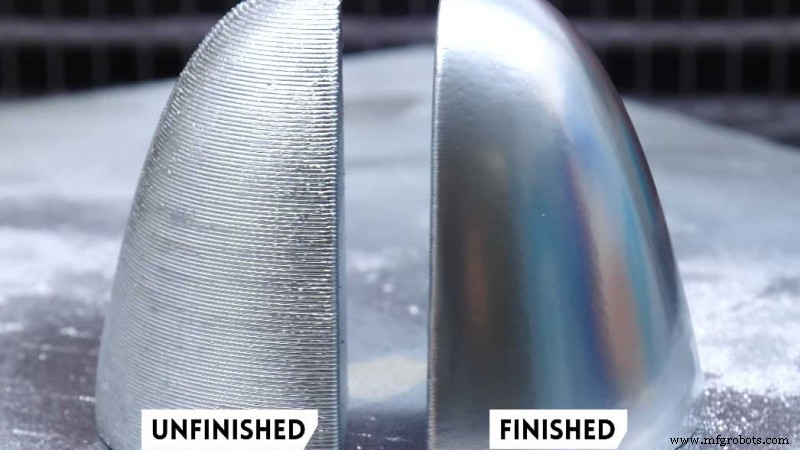
Oberflächen in Fertigungsanwendungen müssen innerhalb der gewünschten Rauheitsgrenzen bleiben, um eine optimale Qualität der Teile zu gewährleisten. Die Oberflächenveredelung hat einen entscheidenden Einfluss auf die Haltbarkeit und Leistung des Produkts. Daher ist es wichtig, sich mit dem Oberflächenrauheitsdiagramm und seiner Bedeutung vertraut zu machen.
Raue Oberflächen nutzen sich oft schneller ab. Die Reibungswerte sind höher als bei glatten Oberflächen, und Unregelmäßigkeiten in der Glätte einer Oberfläche neigen dazu, Nukleationsstellen zu erzeugen. Brüche und Korrosion an diesen Stellen können dann zu einem leichten Verschleiß des Materials führen.
Umgekehrt gibt es einen Grad an Rauhigkeit, der Raum für die gewünschte Haftung geben kann. Daher dürfen Sie die Oberflächenbeschaffenheit niemals der Interpretation überlassen. Angenommen, Sie denken, dass die Oberflächenbeschaffenheit für Ihr Produkt wichtig ist, dann ist dieser Leitfaden genau das Richtige für Sie.
Was ist Oberflächenbeschaffenheit?
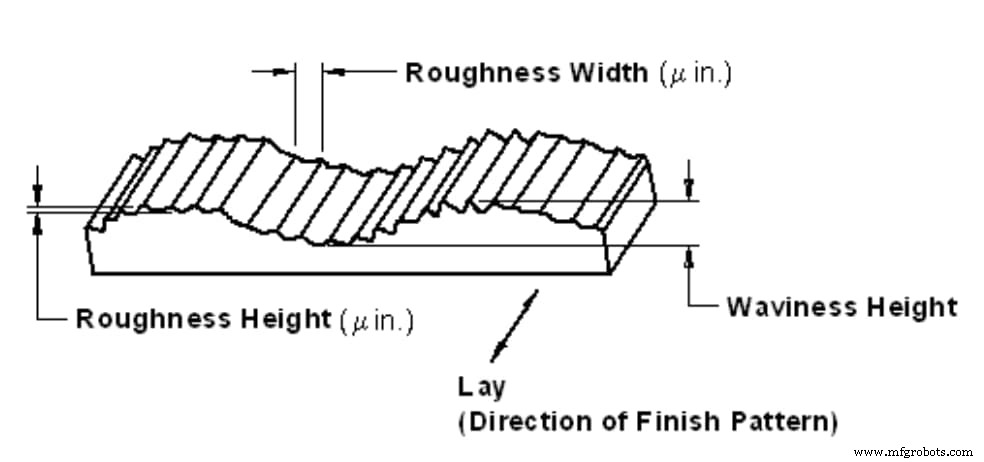
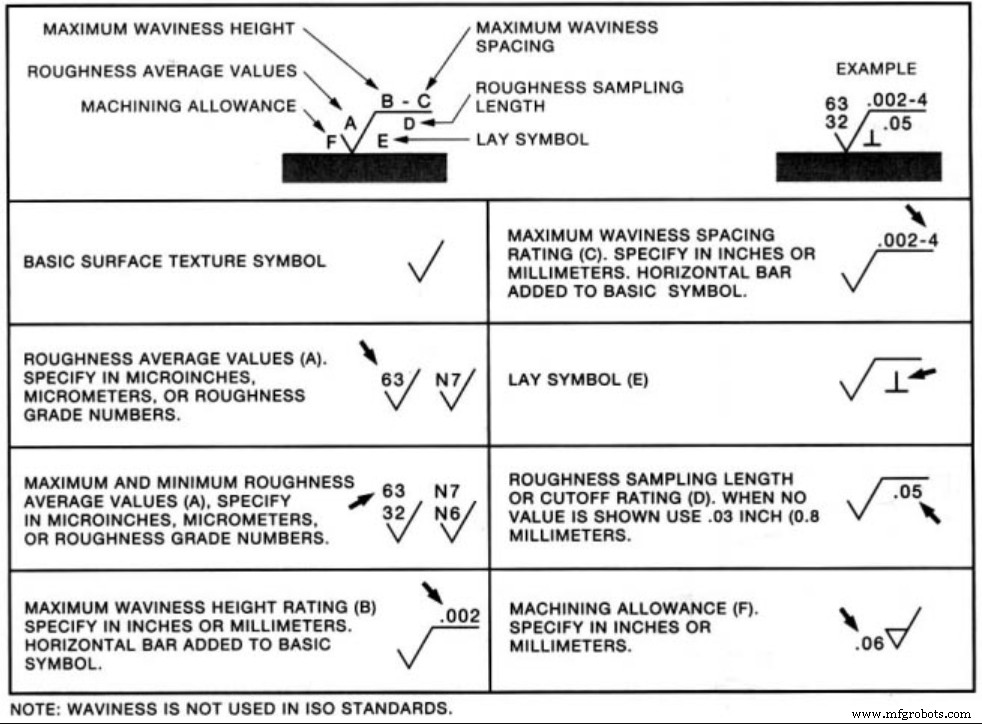
Bevor wir uns mit dem Diagramm der Oberflächenbeschaffenheit befassen, wollen wir verstehen, was Oberflächenbeschaffenheit mit sich bringt. Oberflächenbeschaffenheit bezieht sich auf den Prozess der Veränderung der Oberfläche eines Metalls, der das Entfernen, Hinzufügen oder Umformen umfasst. Es ist ein Maß für die vollständige Textur einer Produktoberfläche, die durch die drei Merkmale Oberflächenrauheit, Welligkeit und Lage definiert wird.
Die Oberflächenrauhigkeit ist das Maß der gesamten beabstandeten Unregelmäßigkeiten auf der Oberfläche. Wenn Maschinisten von „Oberflächenbeschaffenheit“ sprechen, beziehen sie sich oft auf Oberflächenrauheit.
Die Welligkeit bezieht sich auf die verzogene Oberfläche, deren Abstand größer ist als die Länge der Oberflächenrauhigkeit. Und Lay bezieht sich auf die Richtung, die das vorherrschende Oberflächenmuster einnimmt. Maschinisten bestimmen oft die Lage durch die Methoden, die für die Oberfläche verwendet werden.
Warum ist die Oberflächenbeschaffenheit in Konstruktionsprozessen wichtig?
Die Oberflächenrauheit spielt eine sehr entscheidende Rolle bei der Bestimmung, wie ein Produkt mit seiner Umgebung reagiert. Die Verarbeitung eines Produkts zeigt die Leistungsfähigkeit seiner Komponenten an. Auch der Grad der Rauheit kann die Wirksamkeit eines Produkts beeinträchtigen.
Dies hängt von der Anwendung eines solchen Produkts ab. Ingenieure und Hersteller müssen die Oberflächenbeschaffenheit jederzeit aufrechterhalten. Es hilft, konsistente Prozesse und zuverlässige Produkte zu produzieren.
Oberflächenmessungen tragen auch dazu bei, die Kontrolle über die Fertigung zu behalten. Es ist sehr nützlich, wenn Oberflächentechnik benötigt wird.
Unterschiedliche Oberflächenveredelungen haben vielfältige Wirkungen. Der einfachste Weg, die gewünschte Oberflächenbeschaffenheit zu erhalten, besteht darin, sie mit den Oberflächenbeschaffenheitsnormen zu vergleichen. Die Oberflächenbeschaffenheit kann auf folgende und weitere Weise hilfreich sein:
- Unglaublich wichtig für korrosions- und chemikalienbeständige Effekte.
- Es verleiht dem Produkt einen besonderen visuellen Reiz.
- Hilft bei der Haftung von Beschichtungen und Farben.
- Beseitigt Oberflächendefekte.
- Verbessert die Leitfähigkeit und fügt elektrische Oberflächenleitfähigkeit hinzu.
- Erhöht die Widerstandsfähigkeit des Produkts gegen Verschleiß und minimiert Reibungseffekte.
Um mehr über die Oberflächenveredelung zu erfahren, lesen Sie unseren Leitfaden zu Optionen für die Oberflächenveredelung beim Kunststoffspritzguss und lesen Sie unseren Artikel darüber, wie Sie die beste Oberflächenveredelung für die CNC-Bearbeitung für Ihre Produkte erzielen.
So messen Sie die Oberflächenrauheit
Die Oberflächenrauheit ist eine Berechnung der relativen Glätte eines Oberflächenprofils. Der numerische Parameter – Ra. Das Ra-Diagramm der Oberflächenbeschaffenheit zeigt den arithmetischen Durchschnitt der Oberflächenhöhen, die über eine Oberfläche hinweg gemessen wurden.
Wie bereits erwähnt, gibt es drei Grundkomponenten einer Oberfläche, nämlich die Rauhigkeit, die Welligkeit und die Lage. Daher beeinflussen verschiedene Faktoren die Eigenschaften der Oberflächengeometrie.
Ebenso gibt es mehrere Messsysteme für die Oberflächenrauheit. Zu den Systemen gehören:
- Direkte Messmethoden
- Berührungslose Methoden
- Vergleichsmethoden
- In-Process-Methoden
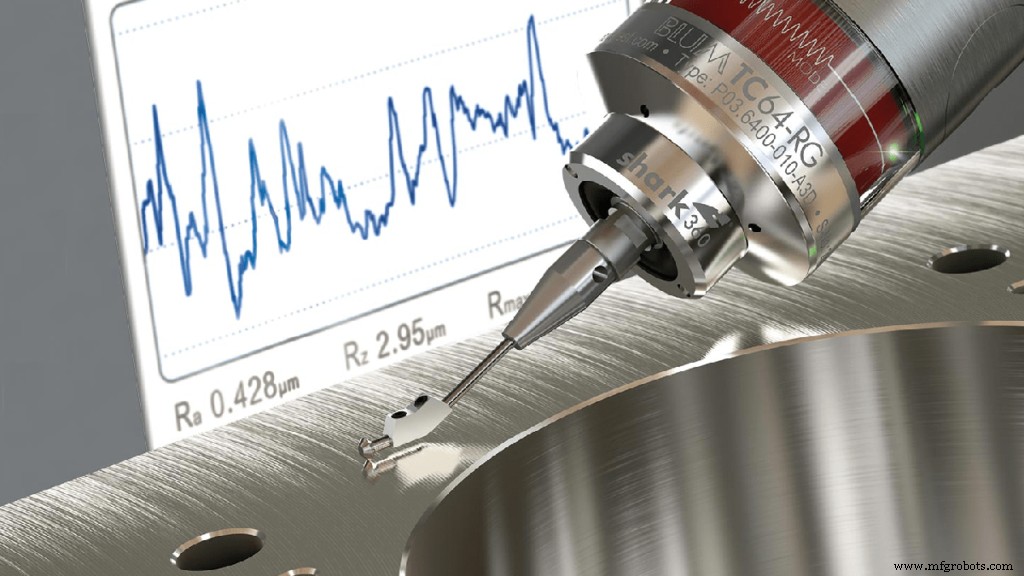
Die direkten Messverfahren messen die Oberflächenrauheit mit einem Taststift. Dazu gehört, den Stift senkrecht zur Oberfläche zu ziehen. Der Maschinist verwendet dann ein registriertes Profil, um Rauheitsparameter zu bestimmen.
Bei berührungslosen Methoden werden stattdessen Licht oder Ton verwendet. Optische Instrumente wie Weißlicht und Konfokal ersetzen den Taststift. Diese Instrumente verwenden unterschiedliche Messprinzipien. Die physikalischen Sonden können dann gegen optische Sensoren oder Mikroskope ausgetauscht werden.
Zunächst sendet das verwendete Instrument einen Ultraschallimpuls an die Oberfläche. Dann werden die Schallwellen verändert und zurück zum Gerät reflektiert. Sie können dann die reflektierten Wellen auswerten, um Rauheitsparameter zu bestimmen.
Vergleichstechniken verwenden Oberflächenrauhigkeitsproben. Diese Proben werden durch die Ausrüstung oder den Prozess erzeugt. Anschließend verwendet der Hersteller taktile und visuelle Sinne, um die Ergebnisse mit der Oberfläche bekannter Rauheitsparameter zu vergleichen.
Ein Beispiel für prozessinterne Techniken ist die Induktivität. Diese Methode hilft bei der Bewertung der Oberflächenrauheit unter Verwendung magnetischer Materialien. Der Induktivitätsaufnehmer verwendet elektromagnetische Energie, um den Abstand zur Oberfläche zu messen. Dann kann der ermittelte Parameterwert dabei helfen, vergleichbare Rauheitsparameter zu ermitteln.
Verschiedene Methoden zur Messung der Oberflächenrauheit
Zur Messung der Oberflächenrauheit gibt es verschiedene Methoden und Geräte. Die Methoden können in drei Kategorien fallen. Sie sind:
- Profiling-Techniken. Dabei wird die Oberfläche mit einer hochauflösenden Sonde vermessen. Dabei muss man eher an eine Phonographennadel denken, die der Sensibilität entspricht. Ein typischer CNC-Messtaster ist möglicherweise nicht so effektiv.

- Bereichstechniken. Diese Techniken messen einen endlichen Bereich der Oberfläche. Die Messung bietet einen statistischen Durchschnitt von Spitzen und Tälern in der Oberfläche. Einige Beispiele dieser Techniken umfassen Ultraschallstreuung, optische Streuung, Kapazitätssonden und mehr. Es ist einfacher, mit Flächentechniken zu automatisieren und auszuführen.
- Mikroskopietechniken. Diese qualitativen Techniken beruhen auf der Messung von Kontrasten. Die Ergebnisse liefern relevante Informationen über Gipfel und Täler auf Oberflächen.
Symbole und Abkürzungen der Oberflächenrauheitstabelle
Wenn Sie in Ihrem bevorzugten Browser nach Symbolen für die Oberflächenbearbeitung suchen, werden Sie eine Reihe von Abkürzungen bemerken. Dazu gehören Ra, Rsk, Rq, Rku, Rz und mehr. Sie sind Einheiten, die zur Messung der Oberflächenbeschaffenheit verwendet werden.
Ra – Durchschnittliche Oberflächenrauheit
Während die meisten Leute Ra als Mittelliniendurchschnitt oder arithmetischen Durchschnitt bezeichnen, ist es die durchschnittliche Rauheit zwischen einem Rauheitsprofil und der Mittellinie. Dies ist der am häufigsten verwendete Parameter für die Oberflächengüte. Das Ra-Diagramm für die Oberflächengüte ist auch eines der am häufigsten verwendeten für absolute Werte.
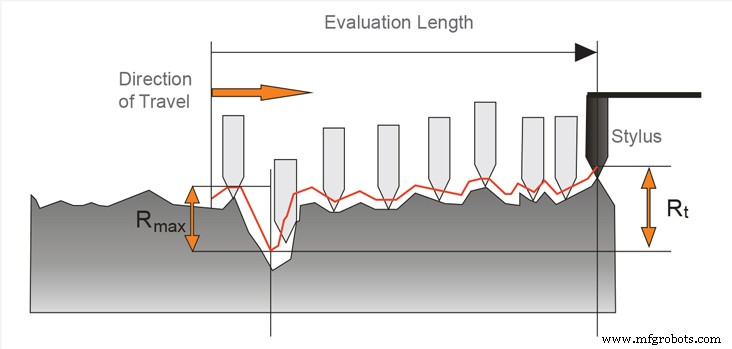
Rmax – Vertikaler Abstand vom Gipfel zum Tal
Dieser Rauheitsparameter wird am besten für Anomalien wie Grate und Kratzer verwendet. Bei der Ra-Oberflächengütetabelle ist dies jedoch möglicherweise nicht offensichtlich. Rmax reagiert jedoch sehr empfindlich auf diese Anomalien.
Rz – Durchschnittliche maximale Höhe des Profils
Im Gegensatz zu Ra misst Rz die Durchschnittswerte der fünf größten Unterschiede zwischen Spitzen und Tälern. Die Messung wird mit fünf Abtastlängen durchgeführt und hilft, Fehler zu eliminieren, da Ra gegenüber einigen Extremen ziemlich unempfindlich ist.
Oberflächenrauhigkeitsdiagramm
Das Diagramm der Bearbeitungsoberflächengüte bietet wichtige Richtlinien für die Messung von Standard-Oberflächengüteparametern. Hersteller verwenden es immer als Referenzmaterial, um die Qualität im Herstellungsprozess sicherzustellen.

Es gibt verschiedene Prozesse bei der Untersuchung des Bearbeitungsoberflächen-Finish-Diagramms. Infolgedessen wird es schwierig, den besten Prozess auszuwählen. Am robustesten ist jedoch die Verwendung der Umrechnungstabelle für die Oberflächenbeschaffenheit.
Umwandlungstabelle für die Oberflächenbeschaffenheit
In diesem Abschnitt finden Sie eine Tabelle für die Umrechnungstabelle der Oberflächenbeschaffenheit. Diese Tabelle vergleicht die verschiedenen Oberflächenrauheitsskalen für Herstellungsverfahren. Lassen Sie uns in der Zwischenzeit einige der Abkürzungen durchgehen, die Sie dort finden.
Ra =Durchschnitt der Rauheit
RMS =quadratischer Mittelwert
CLA =Mittelliniendurchschnitt
Rt =Gesamtrauheit
N =Neue ISO (Grad) Skalennummern
Cut-Off-Länge =Für die Probe erforderliche Länge
| Ra (Mikrometer) | Ra (Mikrozoll) | RMS (Mikrozoll) | CLA (N) | RT (Mikrometer) | N | Abschnittslänge (Zoll) |
| 0,025 | 1 | 1.1 | 1 | 0,3 | 1 | 0,003 |
| 0,05 | 2 | 2.2 | 2 | 0,5 | 2 | 0,01 |
| 0,1 | 4 | 4.4 | 4 | 0,8 | 3 | 0,01 |
| 0,2 | 8 | 8.8 | 8 | 1.2 | 4 | 0,01 |
| 0,4 | 16 | 17.6 | 16 | 2.0 | 5 | 0,01 |
| 0,8 | 32 | 32,5 | 32 | 4.0 | 6 | 0,03 |
| 1.6 | 63 | 64.3 | 63 | 8.0 | 7 | 0,03 |
| 3.2 | 125 | 137,5 | 125 | 13 | 8 | 0,1 |
| 6.3 | 250 | 275 | 250 | 25 | 9 | 0,1 |
| 12.5 | 500 | 550 | 500 | 50 | 10 | 0,1 |
| 25.0 | 1000 | 1100 | 1000 | 100 | 11 | 0,3 |
| 50,0 | 2000 | 2200 | 2000 | 200 | 12 | 0,3 |
Oberflächenrauhigkeitstabelle Spickzettel
Dieser „Spickzettel“ zur Oberflächenbeschaffenheit ist ein äußerst praktisches Hilfsmittel, um Ihnen dabei zu helfen, die verschiedenen verfügbaren Oberflächenbeschaffenheiten besser zu verstehen.
| Mikrometer Bewertung | Mikrozoll Bewertung | Appl Ikationen |
| 25 | 100 | Raue, minderwertige Oberflächen, die durch Sägen oder Rohschmieden entstehen. Daher sind solche Oberflächen für bestimmte unbearbeitete Freiräume geeignet. |
| 12.5 | 500 | Dies sind raue, minderwertige Oberflächen, die von groben Vorschüben und schweren Schnitten herrühren. Während die Schnitte vom Drehen, Fräsen, Scheibenschleifen und mehr stammen. |
| 6.3 | 250 | Diese Art der Oberflächenveredelung entsteht durch Oberflächenschleifen, Scheibenschleifen, Fräsen, Bohren und mehr. Sie eignen sich daher für Freiflächen mit Beanspruchungsanforderungen und Baugenehmigungen |
| 3.2 | 125 | Für Teile wird oft die raueste Oberfläche empfohlen. Es wird auch für Teile verwendet, die Vibrationen, Belastungen und hoher Beanspruchung ausgesetzt sind. |
| 1.6 | 63 | Gute Maschinenrauhigkeit/Finish mit seiner Produktion unter kontrollierten Bedingungen. Es geht auch um feine Vorschübe und relativ hohe Geschwindigkeiten. |
| 0,8 | 32 | Ein hochwertiges maschinelles Finish, das einer genauen Kontrolle bedarf. Es lässt sich relativ einfach mit Rund-, Spitzenlos- oder Flachschleifmaschinen herstellen. Es wird auch für Produkte bevorzugt, die keine kontinuierliche Bewegung oder große Lasten erfordern. |
| 0,4 | 16 | Hochwertige Oberflächen werden oft durch Schmirgeln, Läppen oder Grobhonen hergestellt. Diese Ausführungen sind daher großartige Optionen, wenn Glätte von großer Bedeutung ist. |
| 0.2 | 8 | Feine, hochwertige Oberflächengüte durch Läppen, Polieren oder Honen. Maschinisten verwenden dies dort, wo Ringe und Packungen über die Oberflächenkörnung gleiten müssen. |
| 0.1 | 4 | Eine veredelte Oberfläche, die durch Läppen, Polieren oder Honen angeboten wird. Hersteller verwenden es nur, wenn es verbindliche Designanforderungen gibt. Daher ist es das beste Finish für Messgeräte- und Instrumentenarbeiten. |
| 0,05 0,025 | 2 1 | Höchste Oberflächengüte, hergestellt durch feinstes Polieren, Honen oder Superfinish. Daher eignen sie sich am besten für feine und empfindliche Präzisionsendmaße. |
Schlussfolgerung
Da das Erzielen einer präzisen Oberflächenrauheit in der heutigen Fertigung kostspielig und herausfordernd sein kann, erfordern Oberflächenveredelungsvorgänge die beste Methode, um die gewünschte Oberflächengüte an gefertigten Teilen zu erzielen.
Die Oberflächenbeschaffenheit ergibt sich aus dem Verständnis der Oberflächenhärtungsrate eines bestimmten Materials. Keine Sorge. RapidDirect ist Ihre beste Wahl für hochwertige Oberflächenveredelungsdienste zu den besten Preisen. Unser Expertenteam versteht die richtigen Methoden, die mit anspruchsvollen Standards für die Oberflächenbeschaffenheit verbunden sind.

Bei RapidDirect bieten wir vollständige Dimensionsprüfberichte an, damit Sie sich auf die gewünschten Ergebnisse verlassen können. Wir führen auch verschiedene Endbearbeitungsprozesse durch, die von Eloxieren, Galvanisieren, Perlstrahlen bis hin zu Polieren, Bürsten und mehr reichen.
Unsere Dienstleistungen sind von höchster Qualität, und Sie können sich auf die besten On-Demand-Dienste verlassen. Außerdem haben wir alles, was Sie brauchen, um das Beste aus Ihren Produkten herauszuholen. Kontaktieren Sie uns noch heute per E-Mail; Wir sind immer bereit, mit Ihnen zusammenzuarbeiten.
FAQ – Oberflächenrauheitsdiagramm
Wie kann ich die Oberflächenrauheit messen?Sie können die Oberflächenrauheit berechnen, indem Sie die durchschnittlichen Oberflächenspitzen und -täler auf dieser Oberfläche messen. Die Messung wird oft als „Ra“ bezeichnet, was „Durchschnitt der Rauheit“ bedeutet. Dabei ist Ra ein sehr nützlicher Messparameter. Es hilft auch, die Konformität eines Produkts oder Teils mit verschiedenen Industriestandards zu bestimmen. Dies geschieht durch Vergleich mit Oberflächengütediagrammen.
Was unterscheidet Ra und Rz in der Oberflächenrauheitstabelle?Ra ist ein Maß für die durchschnittliche Länge zwischen Spitzen und Tälern. Es misst auch die Abweichung von der Mittellinie auf der Oberfläche innerhalb einer Abtastlänge. Andererseits hilft Rz dabei, den vertikalen Abstand zwischen dem höchsten Gipfel und dem niedrigsten Tal zu messen. Es tut dies innerhalb von fünf Abtastlängen und mittelt dann die gemessenen Entfernungen.
Welche Faktoren beeinflussen die Oberflächenbeschaffenheit?
Mehrere Faktoren beeinflussen die Oberflächenbeschaffenheit. Der größte dieser Faktoren ist der Herstellungsprozess. Bearbeitungsprozesse wie Drehen, Fräsen und Schleifen hängen von mehreren Faktoren ab. Zu den Faktoren, die die Oberflächengüte beeinflussen, gehören daher:
Vorschübe und Geschwindigkeiten
Werkzeugmaschinenzustand
Werkzeugwegparameter
Schnittbreite (Zustellung)
Werkzeugdurchbiegung
Schnitttiefe
Vibration
Kühlmittel
Industrietechnik
- Verstehen des Einsatzes eines digitalen Zwillings in der Fertigung
- Grundlagen der additiven Fertigung für die Luft- und Raumfahrt
- Was ist Oberflächenrauheit? - Einheit, Diagramm, Messung
- Was ist Oberflächenbeschaffenheit? - Einheiten, Symbole und Diagramm
- PCB-Oberflächenveredelungen:HASL, OSP und ENIG
- Von Anfang bis Ende:Die Grundlagen der Oberflächenmessung
- Individuelle Oberflächengütelehren für schwer zugängliche Stellen
- Den Wert der Automatisierung in der Fertigung verstehen
- Feinguss-Oberflächenbeschaffenheit
- Was ist eine Standardbearbeitungsoberflächenbeschaffenheit?